一种新能源汽车TM系统的电机线圈切头机的制作方法
本技术涉及一种新能源汽车tm系统的电机线圈切头机,属于自动化设备。
背景技术:
1、随着新能源汽车技术的发展,tm电机的加工要求也越来越高,目前电机线圈扁线头切断工序大多都是在切头机上完成,而现有的切头机大多都是通过顶部气缸压紧电机定子,然后通过下侧的凸轮气缸旋切机构进行切断加工;这种切头机加工过程中需要通过人工搬运电机定子进行上下料,如专利cn201820489900.0《一种新能源电机线圈切头机》,显然,这种设备无法适应tm电机的批量流水化生产的需求,影响整体的加工效率,而且人工上下料的方式存在安全风险。
技术实现思路
1、本实用新型目的是为了克服现有技术的不足而提供一种新能源汽车tm系统的电机线圈切头机。
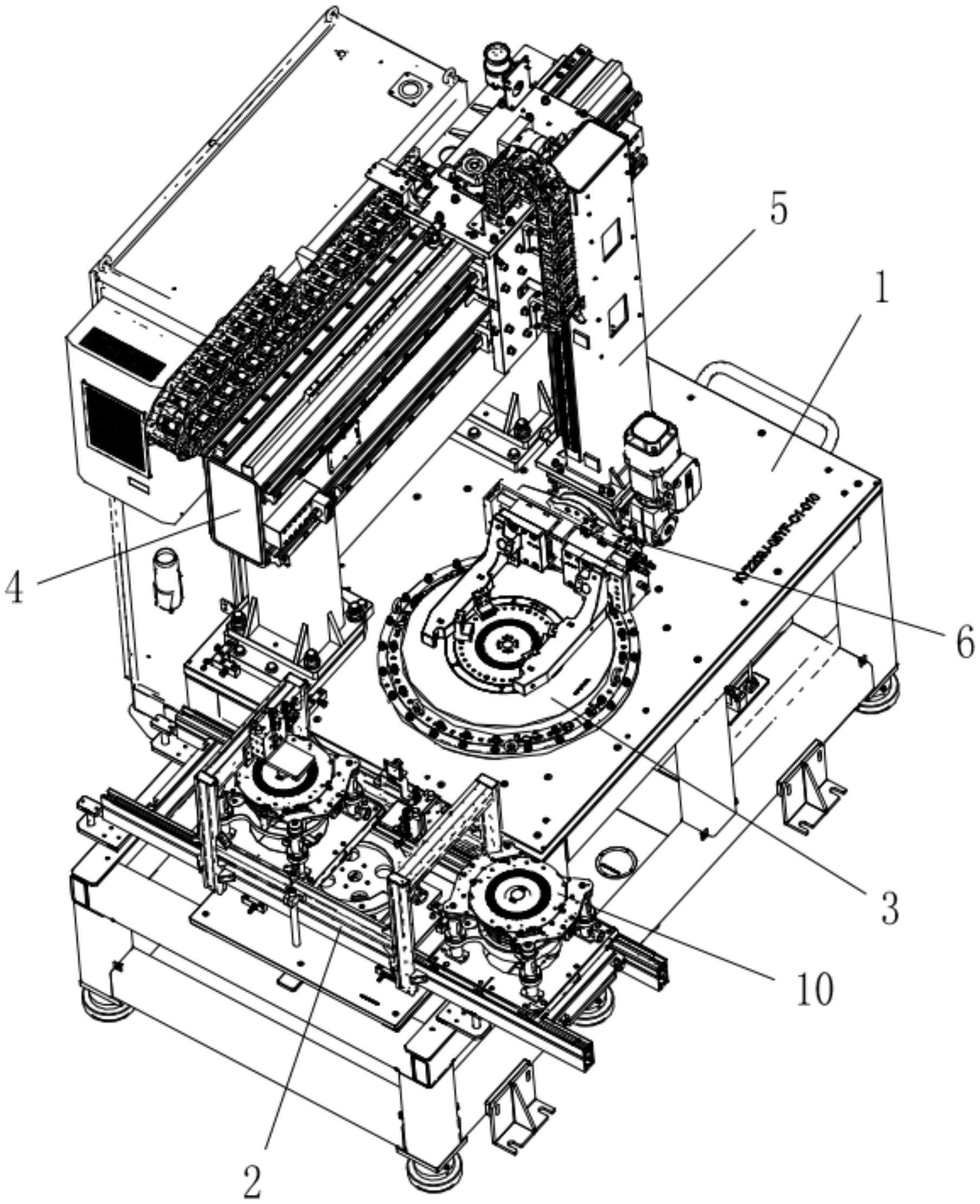
2、为达到上述目的,本实用新型采用的技术方案是:一种新能源汽车tm系统的电机线圈切头机,包含机架,以及设置在机架上的流水线、抓取机构和切线头机构;所述抓取机构包含横移组件、升降组件和翻转机械手,横移组件带动升降组件横移,升降组件带动翻转机械手升降;所述翻转机械手从流水线上抓取定子工件,并进行翻转,然后放置在切线头机构上;所述切线头机构用于对定子工件进行切线加工,加工后的定子工件由翻转机械手送回至流水线。
3、优选的,所述翻转机械手包含连接支架和夹爪支架,连接支架上设置有翻转电机和转盘,翻转电机带动转盘转动,夹爪支架安装在转盘上,夹爪支架上设置有气动夹爪。
4、优选的,所述翻转电机与转盘组成凸轮分割器形式的传动结构。
5、优选的,所述流水线上设置有顶升组件和下压组件,顶升组件用于将到位后的定子工件从流水线上顶起,下压组件用于下压固定被顶起的定子工件。
6、优选的,所述机架上设置有排废组件,排废组件包含排废支架、振动架和倾斜料道,排废支架设置在机架上,振动架安装在排废支架上,倾斜料道设置在振动架上,倾斜料道的上端位于切线头机构的下方。
7、优选的,还包含收料小车,收料小车上设置有收料盒,收料小车从机架的一侧推入,使收料盒位于倾斜料道的下料口处。
8、由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
9、本实用新型方案的新能源汽车tm系统的电机线圈切头机,采用抓取机构配合流水线的方式来进行线圈切头加工,可以实现电机定子的自动取放料和自动翻转,提高定子的加工效率,并避免了人工取放件的安全隐患;同时优化了设备的其他机构,使设备满足tm电机定子的批量式加工需要。
技术特征:
1.一种新能源汽车tm系统的电机线圈切头机,其特征在于:包含机架(1),以及设置在机架(1)上的流水线(2)、抓取机构和切线头机构(3);所述抓取机构包含横移组件(4)、升降组件(5)和翻转机械手(6),横移组件(4)带动升降组件(5)横移,升降组件(5)带动翻转机械手(6)升降;所述翻转机械手(6)从流水线(2)上抓取定子工件(10),并进行180°翻转,将翻转后的定子工件(10)放置在切线头机构(3)上;所述切线头机构(3)用于对定子工件(10)进行切线加工,加工后的定子工件(10)由翻转机械手(6)送回至流水线(2)。
2.根据权利要求1所述的新能源汽车tm系统的电机线圈切头机,其特征在于:所述翻转机械手(6)包含连接支架(11)和夹爪支架(12),连接支架(11)上设置有翻转电机(13)和转盘(14),翻转电机(13)带动转盘(14)转动,夹爪支架(12)安装在转盘(14)上,夹爪支架(12)上设置有气动夹爪(15)。
3.根据权利要求2所述的新能源汽车tm系统的电机线圈切头机,其特征在于:所述翻转电机(13)与转盘(14)组成凸轮分割器形式的传动结构。
4.根据权利要求1所述的新能源汽车tm系统的电机线圈切头机,其特征在于:所述流水线(2)上设置有顶升组件(21)和下压组件(22),顶升组件(21)用于将到位后的定子工件(10)从流水线(2)上顶起,下压组件(22)用于下压固定被顶起的定子工件(10)。
5.根据权利要求1所述的新能源汽车tm系统的电机线圈切头机,其特征在于:所述机架(1)上设置有排废组件(7),排废组件(7)包含排废支架(31)、振动架(32)和倾斜料道(33),排废支架(31)设置在机架(1)上,振动架(32)安装在排废支架(31)上,倾斜料道(33)设置在振动架(32)上,倾斜料道(33)的上端位于切线头机构(3)的下方。
6.根据权利要求5所述的新能源汽车tm系统的电机线圈切头机,其特征在于:还包含收料小车(8),收料小车(8)上设置有收料盒,收料小车(8)从机架(1)的一侧推入,使收料盒位于倾斜料道(33)的下料口处。
技术总结
本技术涉及一种新能源汽车TM系统的电机线圈切头机,包含机架,以及设置在机架上的流水线、抓取机构和切线头机构;抓取机构包含横移组件、升降组件和翻转机械手,横移组件带动升降组件横移,升降组件带动翻转机械手升降;翻转机械手从流水线上抓取定子工件,并进行180°翻转,将翻转后的定子工件放置在切线头机构上;切线头机构用于对定子工件进行切线加工,加工后的定子工件由翻转机械手送回至流水线;本方案采用抓取机构配合流水线的方式来进行线圈切头加工,可以实现电机定子的自动取放料和自动翻转,提高定子的加工效率,并避免了人工取放件的安全隐患;同时优化了设备的其他机构,使设备满足TM电机定子的批量式加工需要。
技术研发人员:康继飞,苏伟,金义文
受保护的技术使用者:苏州凯尔博精密机械有限公司
技术研发日:20230228
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!