一种电机定子热装定位装置的制作方法
本技术涉及电机装置,尤其涉及一种电机定子热装定位装置。
背景技术:
1、同一外径的定子铁芯,不同功率导致定子铁芯长度不同,而电机外壳的总长度是一个规格,定子铁芯需热装定位到电机外壳中心处,多种长度不同的定子规格,同一规格的电机外壳会因定位不同出现多种尺寸且不通用。多种不同定位的电机外壳均需要备库存,加工也不成批次,加工效率低。
技术实现思路
1、本实用新型主要解决现有技术的目前单一规格电机外壳对应单一规格的定子等技术问题,提出一种电机定子热装定位装置,使用电机定子热装定位装置代替原电机外壳定位台阶,该装置能实现通过等高垫进行高度调节,单一规格电机外壳对应不同规格长度的定子,实现电机外壳加工效率提升和库存的减少。
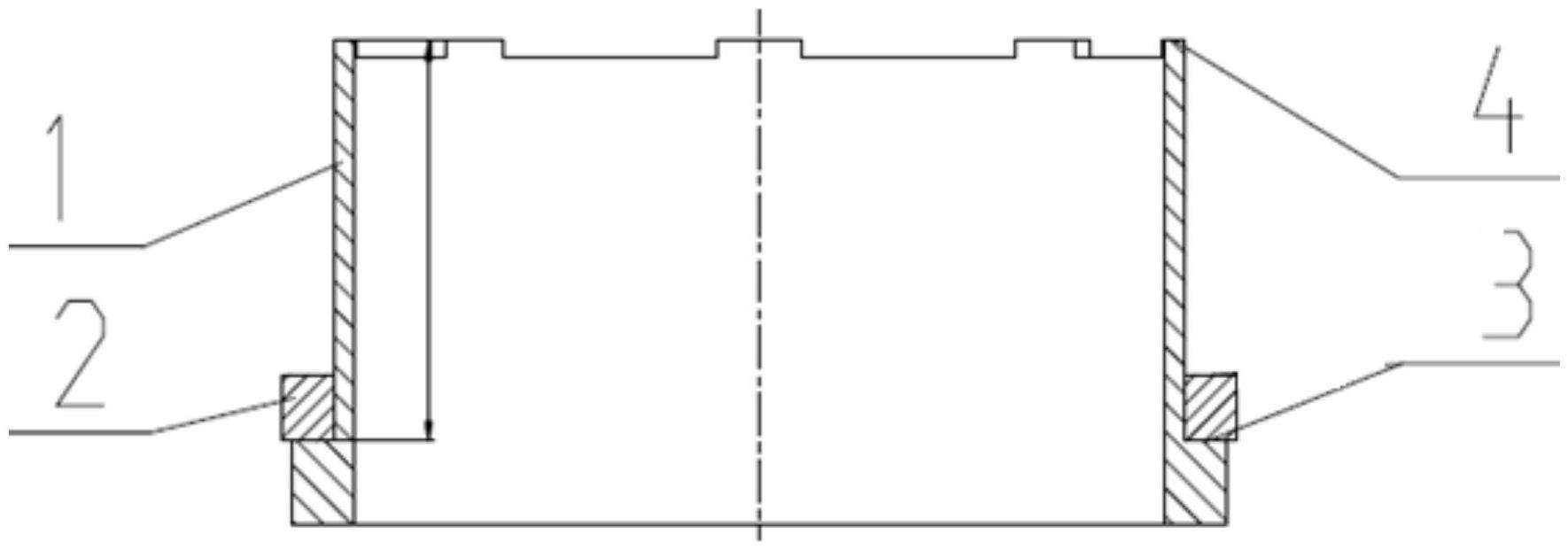
2、本实用新型提供了一种电机定子热装定位装置,包括:支撑定位架;
3、所述支撑定位架用于设置在定子一端;所述支撑定位架底部设置电机壳限位面台阶;所述电机壳限位面台阶与电机外壳端部接触或电机壳限位面台阶通过等高垫与电机外壳端部接触;
4、所述支撑定位架外壁与电机外壳内壁接触;所述支撑定位架顶部设置多个电机定子限位面;所述电机定子限位面与定子接触。
5、进一步的,所述支撑定位架呈环形。
6、进一步的,所述电机定子限位面为u型台;所述u型台用于容置电机定子上的扣片。
7、进一步的,所述电机定子限位面为m个,m为电机定子上的扣片的数量。
8、进一步的,所述等高垫套设在支撑定位架上。
9、进一步的,所述等高垫为多个,多个等高垫为不同尺寸。
10、进一步的,所述等高垫为圆环。
11、进一步的,所述支撑定位架和等高垫均采用钢材料。
12、进一步的,所述电机定子限位面厚度为3-6mm。
13、本实用新型提供的电机定子热装定位装置与现有技术相比,结构简单、合理、紧凑,可实现单一规格电机外壳对应不同规格长度的定子,实现电机外壳加工效率提升和库存的减少。
技术特征:
1.一种电机定子热装定位装置,其特征在于,包括:支撑定位架(1);
2.根据权利要求1所述的电机定子热装定位装置,其特征在于,所述支撑定位架(1)呈环形。
3.根据权利要求1所述的电机定子热装定位装置,其特征在于,所述电机定子限位面(4)为u型台;所述u型台用于容置电机定子上的扣片。
4.根据权利要求1所述的电机定子热装定位装置,其特征在于,所述电机定子限位面(4)为m个,m为电机定子上的扣片的数量。
5.根据权利要求1所述的电机定子热装定位装置,其特征在于,所述等高垫(2)套设在支撑定位架(1)上。
6.根据权利要求4所述的电机定子热装定位装置,其特征在于,所述等高垫(2)为多个,多个等高垫(2)为不同尺寸。
7.根据权利要求5所述的电机定子热装定位装置,其特征在于,所述等高垫(2)为圆环。
8.根据权利要求1所述的电机定子热装定位装置,其特征在于,所述支撑定位架(1)和等高垫(2)均采用钢材料。
9.根据权利要求1所述的电机定子热装定位装置,其特征在于,所述电机定子限位面(4)厚度为3-6mm。
技术总结
本技术涉及一种电机定子热装定位装置,包括:支撑定位架;所述支撑定位架用于设置在定子一端;所述支撑定位架底部设置电机壳限位面阶;所述电机壳限位面阶与电机外壳端部接触或电机壳限位面阶通过等高垫与电机外壳端部接触;所述支撑定位架外壁与电机外壳内壁接触;所述支撑定位架顶部设置多个电机定子限位面;所述电机定子限位面与定子接触。本技术装置能实现通过等高垫进行高度调节,单一规格电机外壳对应不同规格长度的定子,实现电机外壳加工效率提升和库存的减少。
技术研发人员:刘春,刘冀鹏,韩鑫月,苍施航
受保护的技术使用者:大连海密梯克泵业有限公司
技术研发日:20230306
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!