一种铁芯组件嵌线装置的制作方法
本申请涉及电机机械,尤其涉及一种铁芯组件嵌线装置。
背景技术:
1、铁芯组件一般包含未嵌线铁芯组件和多个绕组元件组成。未嵌线铁芯组件由多片冲压成型的硅钢片叠成,在未嵌线铁芯组件内圆周均匀分布齿与槽。绕组元件由多个线圈串联组成,线圈由聚酯漆包圆铜线绕制。绕组元件内线圈应满足匝数相同,预紧力、电阻值、间距相同等要求。满足要求的绕组元件按一定顺序要求安装在未嵌线铁芯组件的槽内,再经过浸漆等工序,形成铁芯组件。铁芯组件有尺寸要求,不满足尺寸要求会影响后续组件的装配,进而影响永磁无刷电机性能。
2、传统工艺方法线圈绕制采用绕线机完成,绕线芯轴只能完成单个线圈绕制,所以单个绕组内线圈很难保证电阻、间距相同,绕制成功率低,一致性差,需要选配和筛选环节才能制造出合格的绕组元件。由于嵌线采用手工操作,嵌线后的铁芯组件外形尺寸也很难满足图纸要求,通常需要手工修型,手工修型易产生线圈变形、匝间短路,甚至断线等质量隐患。
技术实现思路
1、有鉴于此,本申请提供了一种铁芯组件嵌线的装置,适用于飞机永磁无刷电机铁芯组件嵌线操作,优化传统工艺方法,可一次绕制多个线圈,满足绕组元件间一致性,减少选配和筛选环节;同时定制整型模组,减少因手工修型引起的线圈变形、匝间短路,甚至断线等质量隐患。
2、为实现上述目的,根据本实用新型实施例的一个方面,提供了一种铁芯组件嵌线装置,包括绕线模组和整形模组;
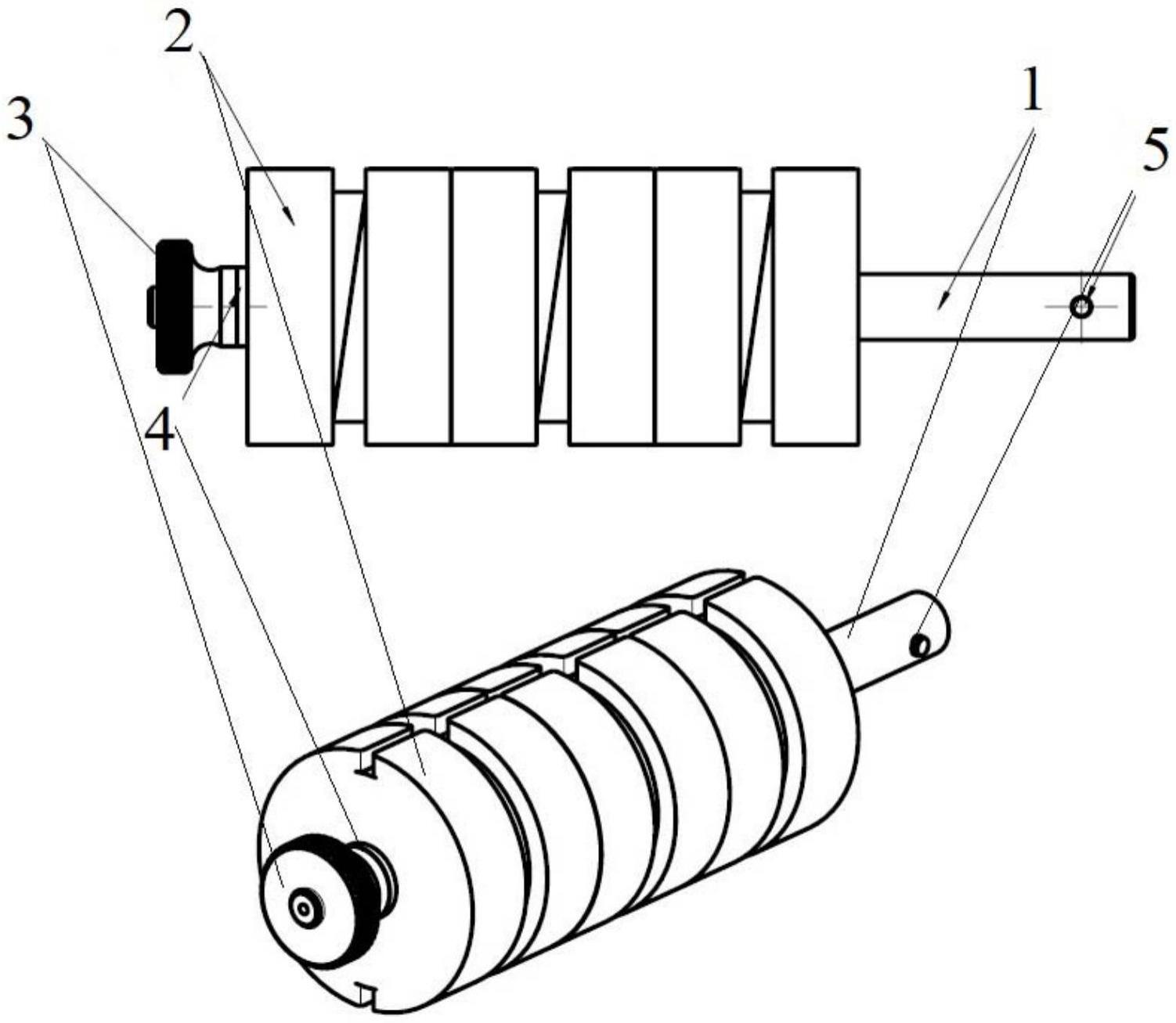
3、所述绕线模组还包括芯轴1、绕线模2、锁紧螺母3、调整垫圈4;其中所述绕线模2套设于所述芯轴1,所述芯轴1上设置有限位部11,所述限位部11用于限制所述绕线模2在所述芯轴1的位置,所述锁紧螺母3安装于所述芯轴1的一端,所述绕线模2与所述锁紧螺母3之间还设置有调整垫圈4,所述绕线模2的轴向截面为工字形;
4、所述整形模组还包括左型芯6、左压头7、套筒8、右压头9、右型芯10;其中所述左压头7可套接所述套筒8的一端,所述右压头9可套接所述套筒8的另一端,所述左型芯6和所述右型芯10可在所述套筒8两端插入并在所述套筒8内套接。
5、可选地,所述绕线模组还包括定位销5,所述芯轴1还包括与所述定位销5适配的销钉孔。
6、可选地,所述芯轴1为圆柱形,所述限位部11为方柱形,所述绕线模2设置有与所述限位部11适配的方孔,所述方柱的边长小于所述圆柱的直径。
7、可选地,所述绕线模2在非轴线方向还分为两瓣,两瓣所述绕线模2的接触面为斜面。
8、可选地,所述绕线模2周向设置有引线缺口。
9、可选地,一根所述芯轴1至少套设两个绕线模2。
10、可选地,所述套筒8由两段对接,所述套筒8内壁设置变径部。
11、上述的非惯用的可选方式所具有的进一步效果将在下文中结合具体实施方式加以说明。
技术特征:
1.一种铁芯组件嵌线装置,其特征在于,包括绕线模组和整形模组;所述绕线模组还包括芯轴(1)、绕线模(2)、锁紧螺母(3)、调整垫圈(4);其中所述绕线模(2)套设于所述芯轴(1),所述芯轴(1)上设置有限位部(11),所述限位部(11)用于限制所述绕线模(2)在所述芯轴(1)的位置,所述锁紧螺母(3)安装于所述芯轴(1)的一端,所述绕线模(2)与所述锁紧螺母(3)之间还设置有调整垫圈(4),所述绕线模(2)的轴向截面为工字形;
2.根据权利要求1所述的装置,其特征在于,所述绕线模组还包括定位销(5),所述芯轴(1)还包括与所述定位销(5)适配的销钉孔。
3.根据权利要求1所述的装置,其特征在于,所述芯轴(1)为圆柱形,所述限位部(11)为方柱形,所述绕线模(2)设置有与所述限位部(11)适配的方孔,所述方柱的边长小于所述圆柱的直径。
4.根据权利要求1所述的装置,其特征在于,所述绕线模(2)在非轴线方向还分为两瓣,两瓣所述绕线模(2)的接触面为斜面。
5.根据权利要求1所述的装置,其特征在于,所述绕线模(2)周向设置有引线缺口。
6.根据权利要求1所述的装置,其特征在于,一根所述芯轴(1)至少套设两个绕线模(2)。
7.根据权利要求1所述的装置,其特征在于,所述套筒(8)由两段对接,所述套筒(8)内壁设置变径部。
技术总结
本技术公开了一种铁芯组件嵌线装置,涉及电机机械技术领域。该装置的一个具体实施方式包括:绕线模组和整形模组;绕线模组还包括芯轴、绕线模、锁紧螺母、调整垫圈;其中绕线模套设于芯轴,芯轴上设置有限位部,限位部用于限制绕线模在芯轴的位置,锁紧螺母安装于芯轴的一端,绕线模与锁紧螺母之间还设置有调整垫圈,绕线模的轴向截面为工字形;整形模组还包括左型芯、左压头、套筒、右压头、右型芯;其中左压头可套接套筒的一端,右压头可套接套筒的另一端,左型芯和右型芯可在套筒两端插入并在套筒内套接。该装置可以优化传统绕线工艺,提高绕线质量。
技术研发人员:曹明建,傅佳乐,秘楠,黎轶凡,付凯新
受保护的技术使用者:北京青云航空仪表有限公司
技术研发日:20230517
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!