一种水泵转子组件及水泵的制作方法
本技术属于电子水泵,具体涉及了一种水泵转子组件及水泵。
背景技术:
1、电子水泵是汽车热管理系统中的核心零部件,在系统中起到输送冷却液,克服管道、阀件沿程阻力的作用。电子水泵一般由定子组件、绕定子轴旋转的转子组件、对流体减速增压的蜗壳、提供电气连接的端盖、密封腔体的密封圈和控制板路组成。
2、电子水泵的转子组件包括叶轮、铁芯组件和轴承,叶轮将机械能转化为流体动能,铁芯组件与定子组件组合产生电磁力,轴承与耐磨垫片组成摩擦副。其中铁芯组件包含叠片和磁钢,为防止铁芯生锈需要将磁钢及铁芯密封保护。目前水泵转子组件制造工艺中,最常见是二次包塑,这种制造工艺的基础流程为,将铁芯组件和轴承注塑为第一注塑体,然后将第一注塑体作为嵌件,经过二次注塑形成包含叶片下盖板的第二注塑体,最后将第二注塑体与叶轮焊接形成完整的转子组件。而上述制造工艺存在着两次均为嵌件注塑,生产节拍长、效率低以及第二次嵌件注塑必须使用塑料表面定位,第一注塑体在第二注塑体中的位置精度低,影响转子组件动平衡,增大水泵噪音的问题,因此亟待一种改善的方案。
技术实现思路
1、鉴于以上现有技术的缺点,本实用新型的目的在于提供一种水泵转子组件及水泵,以改善现有通过二次包塑制造转子组件的制造工艺中存在的两次均为嵌件注塑,生产节拍长、效率低以及第二次嵌件注塑必须使用塑料表面定位,第一注塑体在第二注塑体中的位置精度低,影响转子组件动平衡,增大水泵噪音的问题。
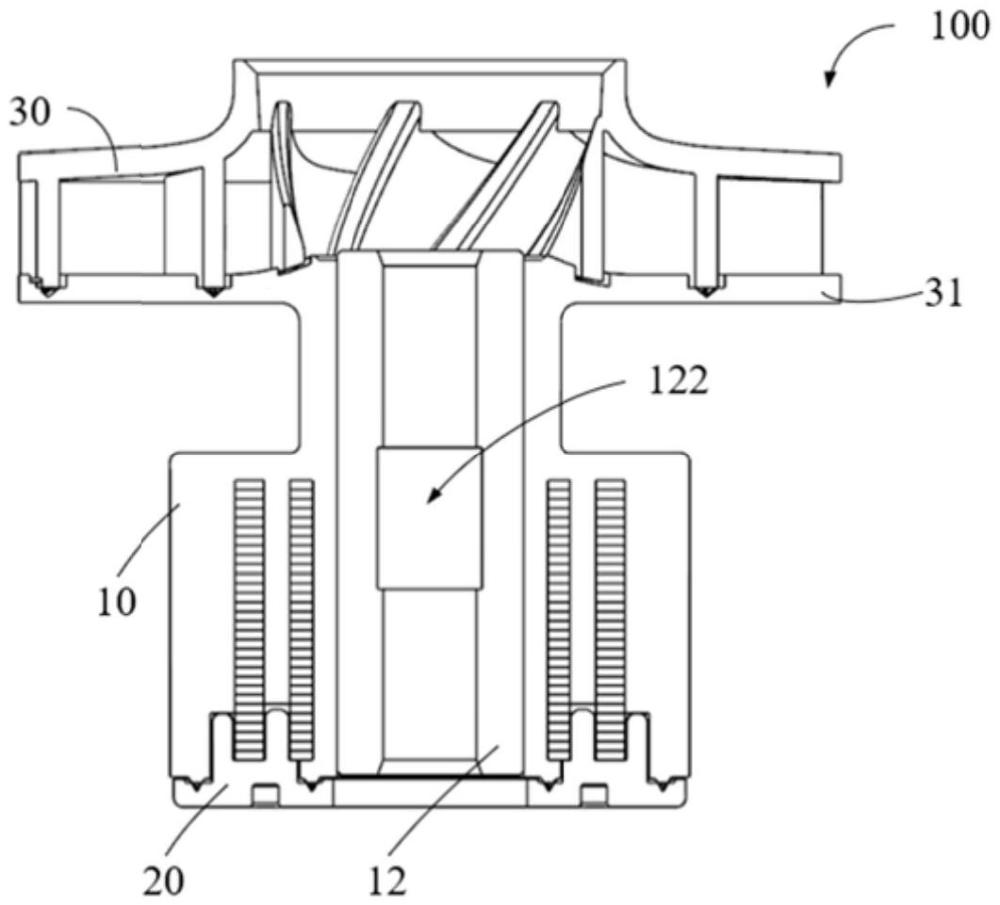
2、为实现上述目的及其它相关目的,本实用新型提出一种水泵转子组件,包括转子注塑体和隔水底板,所述转子注塑体包括铁芯组件和包裹所述铁芯组件的注塑体,所述隔水底板焊接在所述注塑体的底面,且所述隔水底板与所述注塑体的底面之间形成密封腔以将所述铁芯组件密封。
3、在本实用新型的一个实施例中,所述注塑体在注塑时包裹在所述铁芯组件的部分底面以形成环形裸露区,且所述环形裸露区位于所述密封腔内。
4、在本实用新型的一个实施例中,所述注塑体的底面至少形成有第一环形焊接筋和第二环形焊接筋,所述第一环形焊接筋的直径小于所述环形裸露区的内径,所述第二环形焊接筋的直径大于所述环形裸露区的外径。
5、在本实用新型的一个实施例中,所述隔水底板与所述第一环形焊接筋和所述第二环形焊接筋焊接以形成所述密封腔。
6、在本实用新型的一个实施例中,所述铁芯组件包括叠片和磁钢,所述磁钢均布在所述叠片的外圆周上,且所述磁钢的底面与所述叠片的底面齐平。
7、在本实用新型的一个实施例中,所述叠片上设置有多个定位孔,多个所述定位孔沿所述叠片的周向间隔布置。
8、在本实用新型的一个实施例中,所述隔水底板与所述注塑体连接的一面上设置有多个定位销,所述定位销与所述定位孔相配合。
9、在本实用新型的一个实施例中,所述隔水底板与所述注塑体连接的一面上设置有多个限位柱,所述限位柱抵接在所述磁钢的底面。
10、在本实用新型的一个实施例中,所述叠片的内壁上设置有多条塑胶流动槽,所述塑胶流动槽沿轴向延伸。
11、在本实用新型的一个实施例中,在所述注塑体的底面形成有塑料挡板,所述铁芯组件的底面与所述塑料挡板接触。
12、在本实用新型的一个实施例中,所述转子注塑体还包括轴承,所述轴承位于所述转子注塑体的中间位置,且所述轴承的外圆周面上对称设置有切削平面。
13、在本实用新型的一个实施例中,所述轴承内壁上设置有环形沟槽。
14、本实用新型还提出一种水泵,包括定子组件和如上述实施例中任意一项所述的转子组件,所述转子组件绕所述定子组件中定子轴旋转。
15、本实用新型提出一种水泵转子组件及水泵,其中叶轮、隔水底板均采用焊接的方式与转子注塑体相连,该种安装方式可以使得转子注塑体在注塑时使用叠片定位,提高嵌件在模具中的位置精度,可以极大提高生产效率。
16、本实用新型提出一种水泵转子组件及水泵,注塑过程中在注塑体的底部形成的塑料挡板,可以起到固定磁钢叠片防止轴向脱落的作用;另外,磁钢底面与叠片底面齐平,有利于在注塑模具中放置和定位,提高注塑效率;采用叠片打孔的周向定位方式,同时通过在隔水底板上设置有与该叠片上的定位孔相配合的定位销,可以确保隔水底板与转子注塑体的相对位置,保证动平衡水平。
17、本实用新型提出一种水泵转子组件及水泵,转子结构与现有制造工艺路线相比,仅需一次嵌件注塑的过程,可以极大提高转子组件生产效率,降低生产成本。同时,由于注塑使用叠片和磁钢定位,质量较大的金属件在转子组件中的位置精度进一步提高,可以减小原始动不平衡,提升水泵nvh水平。此外,由于叠片在一次注塑后外露,可以监测叠片在转子组件中的位置,从而保证与定子组件的相对位置,避免定转子错位对电机性能的影响。
技术特征:
1.一种水泵转子组件,其特征在于,包括转子注塑体和隔水底板,所述转子注塑体包括铁芯组件和包裹所述铁芯组件的注塑体,所述隔水底板焊接在所述注塑体的底面,且所述隔水底板与所述注塑体的底面之间形成密封腔以将所述铁芯组件密封。
2.根据权利要求1所述的水泵转子组件,其特征在于,所述注塑体在注塑时包裹在所述铁芯组件的部分底面以形成环形裸露区,且所述环形裸露区位于所述密封腔内。
3.根据权利要求2所述的水泵转子组件,其特征在于,所述注塑体的底面至少形成有第一环形焊接筋和第二环形焊接筋,所述第一环形焊接筋的直径小于所述环形裸露区的内径,所述第二环形焊接筋的直径大于所述环形裸露区的外径。
4.根据权利要求3所述的水泵转子组件,其特征在于,所述隔水底板与所述第一环形焊接筋和所述第二环形焊接筋焊接以形成所述密封腔。
5.根据权利要求1所述的水泵转子组件,其特征在于,所述铁芯组件包括叠片和磁钢,所述磁钢均布在所述叠片的外圆周上,且所述磁钢的底面与所述叠片的底面齐平。
6.根据权利要求5所述的水泵转子组件,其特征在于,所述叠片上设置有多个定位孔,多个所述定位孔沿所述叠片的周向间隔布置。
7.根据权利要求6所述的水泵转子组件,其特征在于,所述隔水底板与所述注塑体连接的一面上设置有多个定位销,所述定位销与所述定位孔相配合。
8.根据权利要求6所述的水泵转子组件,其特征在于,所述隔水底板与所述注塑体连接的一面上设置有多个限位柱,所述限位柱抵接在所述铁芯组件的底面。
9.根据权利要求5所述的水泵转子组件,其特征在于,所述叠片的内壁上设置有多条塑胶流动槽,所述塑胶流动槽沿轴向延伸。
10.根据权利要求1所述的水泵转子组件,其特征在于,在所述注塑体的底面形成有塑料挡板,所述铁芯组件的底面与所述塑料挡板接触。
11.根据权利要求1所述的水泵转子组件,其特征在于,所述转子注塑体还包括轴承,所述轴承位于所述转子注塑体的中间位置,且所述轴承的外圆周面上对称设置有切削平面。
12.根据权利要求11所述的水泵转子组件,其特征在于,所述轴承内壁上设置有环形沟槽。
13.一种水泵,其特征在于,包括定子组件和如权利要求1至12中任意一项所述的转子组件,所述转子组件绕所述定子组件中定子轴旋转。
技术总结
本技术提出一种水泵转子组件及水泵,转子组件包括转子注塑体和隔水底板,所述转子注塑体包括铁芯组件和包裹所述铁芯组件的注塑体,所述隔水底板焊接在所述注塑体的底面,且所述隔水底板与所述注塑体的底面之间形成密封腔以将所述铁芯组件密封。本技术中转子结构与现有制造工艺路线相比,仅需一次嵌件注塑的过程,可以极大提高转子组件生产效率,降低生产成本。同时,由于注塑使用叠片和磁钢定位,质量较大的金属件在转子组件中的位置精度进一步提高,可以减小原始动不平衡,提升水泵NVH水平,此外,由于叠片在一次注塑后外露,可以监测叠片在转子组件中的位置,从而保证与定子组件的相对位置,避免定转子错位对电机性能的影响。
技术研发人员:张子旭,季燕羽,姚呈祥,孙畅,陈一凡,路文星
受保护的技术使用者:联合汽车电子有限公司
技术研发日:20230703
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!