一种装护套机构的制作方法
本技术涉及电机,尤其涉及一种装护套机构。
背景技术:
1、图1所示的转子产品广泛应用于电机厂家及其应用行业,尤其在伺服电机、风机类电机使用较多。如图2所示,进行装配时,需要先装磁铁再装护套,两者装完再与铁芯下端面齐平。目前护套的装配,以人工装配为主,人工装配的方式不但效率低,而且通常护套壁厚0.1~0.2mm,人工装配的方式操作时,无法确保是否装配到位。
技术实现思路
1、为了解决上述技术问题,本实用新型提供一种装护套机构。
2、为解决上述技术问题,本实用新型的目的是通过以下技术方案实现的:
3、一种装护套机构,包括:
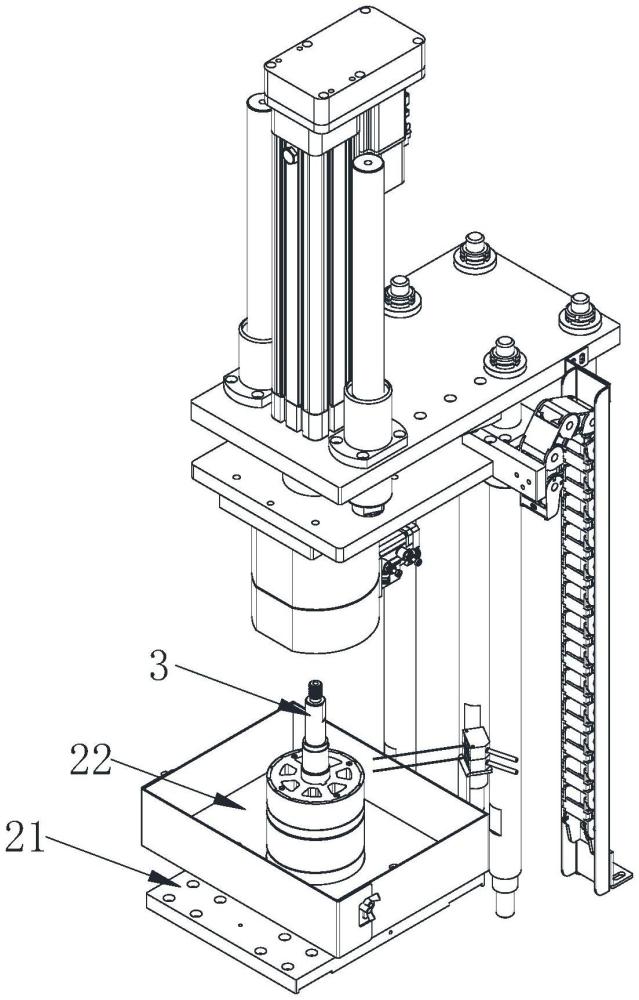
4、定位模块,用于定位铁芯;
5、压装系统,用于将护套压装于所述定位模块处的铁芯上。
6、本实用新型中首先将铁芯定位于定位模块上,然后在铁芯上套入磁铁,然后通过压装系统将护套压装于铁芯上即可。本实用新型中压装系统的结构形式有多种,例如将护套放在铁芯上,然后压装系统具有压装部,驱动压装部从上至下压入铁芯即可,可以采用现有多种实现方式都可以。
7、本实用新型中定位模块的结构形式有多种,作为优选,所述定位模块包括:
8、底板;
9、定位板,设置于所述底板上且具有定位所述铁芯的定位部。
10、作为优选,所述底板上设置有若干个可与所述定位板连接的位置调节孔。
11、本实用新型中定位板可以与底板上的任一位置调节孔连接,实现对定位板的位置调节,位置调节孔的数量和设置方式,具体可以根据实际情况进行多种设置都可以。
12、作为优选,所述定位模块还包括用于检测所述定位部处是否定位有铁芯的感应单元。
13、将铁芯定位于定位部之后,感应单元可以感应到铁芯的存在之后,可以启动压装系统的运行。
14、本实用新型中感应单元的结构形式可以有多种,例如可以设置为光电传感器形式。
15、作为优选,所述压装系统包括:
16、外模头;
17、内模头,所述内模头可穿套于所述外模头内,且所述内模头具有从所述外模头内脱出的脱离位以及固定于所述外模头内的锁止位;所述内模头位于脱离位时,所述护套穿套于所述内模头外部;
18、脱模锁止单元,用于将所述内模头固定于锁止位;
19、驱动单元,用于驱动所述外模头上下运动,以将所述内模头上的护套压入所述铁芯上。
20、采用上述压装系统进行护套压装时,驱动单元驱动外模头下降,然后打开脱模锁止单元,内模头从外模头内轴向脱出落在铁芯上,然后驱动单元驱动外模头上升,操作人员将护套穿套于内模头上,再次启动驱动单元驱动外模头下降,外模头的端面与护套接触,在下压力的作用下,将护套压入铁芯上。
21、本实用新型中内模头可以起到导向作用,内模头的尺寸与铁芯尺寸相匹配,外模头的外径大小等于铁芯加上护套厚度大小,内模头和外模头的尺寸大小,可以根据具体的产品进行设置,以压装不同尺寸大小的护套。
22、作为优选,所述内模头上具有定位销。本实用新型中还可以在内模头上设置定位销,内模头在铁芯上时,定位销可以插入铁芯上的孔内,实现定位。
23、本实用新型中脱模锁止单元的结构形式有多种,作为优选,所述脱模锁止单元包括用于插入所述外模头和所述内模头内以使所述外模头和内模头固定的插销。本实用新型中可以在内模头和外模头的侧面上开设定位孔,然后将插销插入定位孔内,即可实现锁止。
24、为了便于插拔插销,作为优选,所述脱模锁止单元还包括用于拉拔所述插销的拉拔单元。
25、本实用新型拉拔单元的结构形式可以有多种,作为优选,所述拉拔单元采用气缸的结构形式。本实用新型中通过气缸驱动的方式进行拉拔,操作方便。
26、本实用新型与现有技术相比的有益效果是:
27、本实用新型可以避免人工装配护套费时费力,以及容易将护套装坏的问题;通过本实用新型可提升装配效率,且故障率低,又确保了护套的品质,具有操作方便、效率高、可靠性高的优点。
28、下面结合附图和具体实施例对本实用新型作进一步描述。
技术特征:
1.一种装护套机构,其特征在于,包括:
2.根据权利要求1所述的装护套机构,其特征在于,所述定位模块包括:
3.根据权利要求2所述的装护套机构,其特征在于,所述底板上设置有若干个可与所述定位板连接的位置调节孔。
4.根据权利要求2所述的装护套机构,其特征在于,所述定位模块还包括用于检测所述定位部处是否定位有铁芯的感应单元。
5.根据权利要求4所述的装护套机构,其特征在于,所述感应单元包括光电传感器。
6.根据权利要求1~5任一所述的装护套机构,其特征在于,所述压装系统包括:
7.根据权利要求6所述的装护套机构,其特征在于,所述内模头上具有定位销。
8.根据权利要求6所述的装护套机构,其特征在于,所述脱模锁止单元包括用于插入所述外模头和所述内模头内以使所述外模头和内模头固定的插销。
9.根据权利要求8所述的装护套机构,其特征在于,所述脱模锁止单元还包括用于拉拔所述插销的拉拔单元。
10.根据权利要求9所述的装护套机构,其特征在于,所述拉拔单元采用气缸的结构形式。
技术总结
本技术实施例公开了一种装护套机构,包括:定位模块,用于定位铁芯;压装系统,用于将护套压装于所述定位模块处的铁芯上。本技术中首先将铁芯定位于定位模块上,然后在铁芯上套入磁铁,然后通过压装系统将护套压装于铁芯上即可。本技术可以避免人工装配护套费时费力,以及容易将护套装坏的问题;通过本技术可提升装配效率,且故障率低,又确保了护套的品质,具有操作方便、效率高、可靠性高的优点。
技术研发人员:姚早春,刘超超
受保护的技术使用者:杭州铭哲磁电科技有限公司
技术研发日:20230705
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!