电机铁芯矫正压紧工装的制作方法
本技术涉及电机铁芯制造,特别是一种电机铁芯矫正压紧工装。
背景技术:
1、在现有技术中,电机铁芯是电机的关键部件,其磁路特性直接影响电机的性能。为获得优质电机,需要确保电机铁芯的几何形状精度,特别是内外圆同轴度。电机铁芯的制造过程中,会由于各种原因导致铁芯的外圆同轴度不精确。为提高铁芯的同轴度,需要进行专门的矫正加工。传统的铁芯同轴矫正设备结构较简单,通过橡胶圈等弹性部件来实现矫正,但矫正效果和稳定性较差。
2、因此,设计一种能够实现铁芯自动定位、同轴矫正和挤压的专用工装,对于提高电机铁芯的几何形状精度与生产效率具有重要意义。
技术实现思路
1、为了解决上述问题,本实用新型提供了一种精准的同轴度矫正、自动化挤压操作和稳定的性能表现,为电机制造过程带来了更高的效率和质量保证的电机铁芯矫正压紧工装。
2、为了达到上述目的,本实用新型设计的电机铁芯矫正压紧工装,包括:
3、底座,底座上设有用于矫正电机铁芯外圆同轴度的定位孔;
4、滑块,滑块设于外部驱动机构上并被设置为在外部驱动机构的带动下相对底座移动;压模,设于滑块上,用于在滑块的带动下对定位孔内的电机铁芯进行压紧;
5、定位模块,设于定位孔内,用于与压模配合对电机铁芯进行压紧;
6、联动机构,设于定位模块上并被设置为在滑块的带动下在压合方向上移动定位模块,以使定位模块在第一位置和第二位置间切换;
7、所述定位模块切换至第一位置时,所述定位模块的顶端平面与底座的顶端平面共面;所述定位模块切换至第二位置时,所述定位模块的顶端平面位于定位孔内并与压模配合对电机铁芯进行压紧。
8、为了确保压模的运动更加稳定和可靠,还包括设于滑块上的导向轴,所述导向轴的轴线与压模的压合方向一致,所述底座上设有与导向轴相匹配的导向孔,所述导向轴通过导向孔与底座滑动连接。
9、为了提高滑块滑动精度,所述导向轴上套设有滚珠保持圈,所述导向轴通过滚珠保持圈与导向孔的内壁滑动连接。
10、为了确保滚珠保持圈运行的稳定性,所述导向轴上穿设有弹簧,所述弹簧上下两端分别与滑块的下表面和滚珠保持圈的上端面连接设置。
11、为了简单、有效实现对定位模块的控制,所述联动机构包括安装支座、第一卡钩和第二卡钩,所述底座内设有一与定位孔连通的让位空间,所述安装支座设于让位空间内,所述第一卡钩固定安装在安装支座上,所述第二卡钩设于滑块上,且第二卡扣的钩头与第一卡钩的钩头呈相互卡合设置,所述定位模块设于安装支座上并在安装支座的带动下在定位孔内滑动。
12、为了简化结构设计,所述底座上还设有避让槽,所述第一卡钩和第二卡钩的钩头部分皆位于避让槽内。
13、为了提高挤压精度,所述底座上设有一与电机铁芯内孔尺寸相适配的定位轴,所述定位模块上设有与定位轴同轴设置的轴孔,所述定位轴通过轴孔贯穿定位模块设置。
14、本实用新型所设计的电机铁芯矫正压紧工装,设置定位孔、压模、可移动定位模块及联动机构实现了精准的同轴度矫正、自动化的挤压操作和稳定的性能表现,为电机制造过程带来了更高的效率和质量保证。
技术特征:
1.一种电机铁芯矫正压紧工装,其特征是,包括:
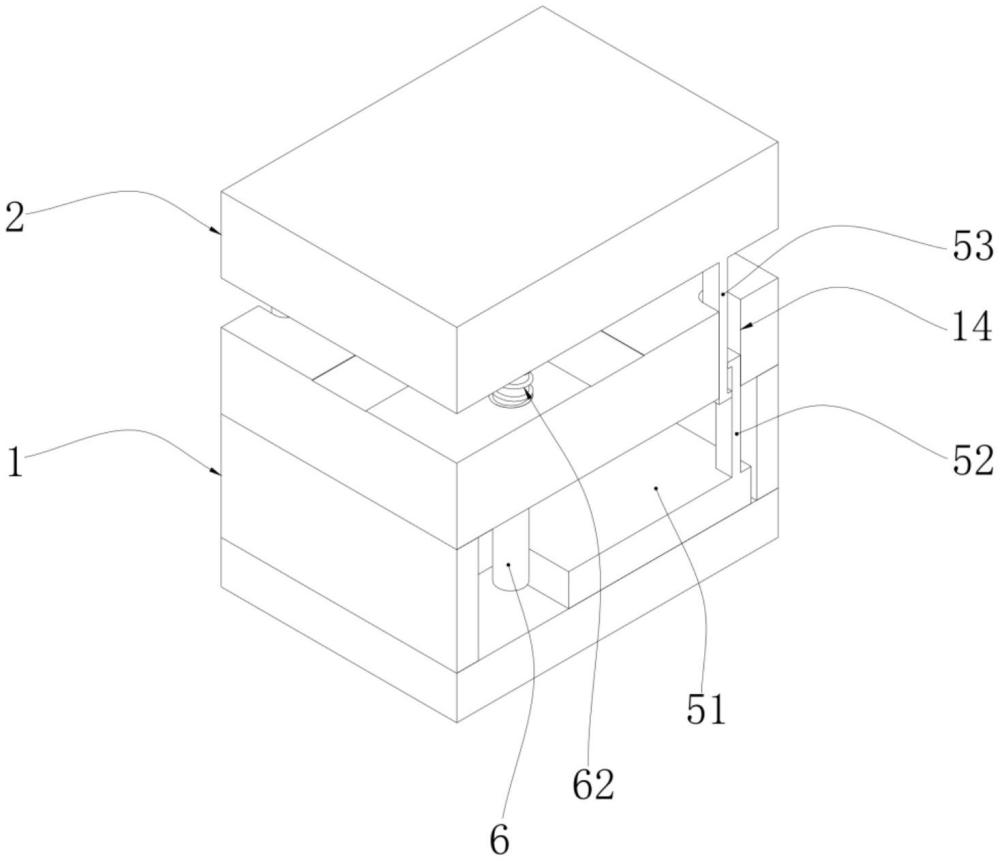
2.根据权利要求1所述的电机铁芯矫正压紧工装,其特征是,还包括设于滑块(2)上的导向轴(6),所述导向轴(6)的轴线与压模(3)的压合方向一致,所述底座(1)上设有与导向轴(6)相匹配的导向孔(12),所述导向轴(6)通过导向孔(12)与底座(1)滑动连接。
3.根据权利要求2所述的电机铁芯矫正压紧工装,其特征是,所述导向轴(6)上套设有滚珠保持圈(61),所述导向轴(6)通过滚珠保持圈(61)与导向孔(12)的内壁滑动连接。
4.根据权利要求3所述的电机铁芯矫正压紧工装,其特征是,所述导向轴(6)上穿设有弹簧(62),所述弹簧(62)上下两端分别与滑块(2)的下表面和滚珠保持圈(61)的上端面连接设置。
5.根据权利要求1所述的电机铁芯矫正压紧工装,其特征是,所述联动机构(5)包括安装支座(51)、第一卡钩(52)和第二卡钩(53),所述底座(1)内设有一与定位孔(11)连通的让位空间(13),所述安装支座(51)设于让位空间(13)内,所述第一卡钩(52)固定安装在安装支座(51)上,所述第二卡钩(53)设于滑块(2)上,且第二卡扣的钩头与第一卡钩(52)的钩头呈相互卡合设置,所述定位模块(4)设于安装支座(51)上并在安装支座(51)的带动下在定位孔(11)内滑动。
6.根据权利要求5所述的电机铁芯矫正压紧工装,其特征是,所述底座(1)上还设有避让槽(14),所述第一卡钩(52)和第二卡钩(53)的钩头部分皆位于避让槽(14)内。
7.根据权利要求1所述的电机铁芯矫正压紧工装,其特征是,所述底座(1)上设有一与电机铁芯内孔尺寸相适配的定位轴(7),所述定位模块(4)上设有与定位轴(7)同轴设置的轴孔,所述定位轴(7)通过轴孔贯穿定位模块(4)设置。
技术总结
本技术涉及一种电机铁芯矫正压紧工装包括:底座,底座上设有用于矫正电机铁芯外圆同轴度的定位孔;滑块,滑块设于外部驱动机构上并被设置为在外部驱动机构的带动下相对底座移动;压模,设于滑块上,用于在滑块的带动下对定位孔内的电机铁芯进行压紧;定位模块,设于定位孔内,用于与压模配合对电机铁芯进行压紧;联动机构,设于定位模块上并被设置为在滑块的带动下在压合方向上移动定位模块,以使定位模块在第一位置和第二位置间切换。本技术所设计的电机铁芯矫正压紧工装,实现了精准的同轴度矫正、自动化的挤压操作和稳定的性能表现,为电机制造过程带来了更高的效率和质量保证。
技术研发人员:陆伟杰,刘中茂,邱国忠
受保护的技术使用者:格兰德电气有限公司
技术研发日:20230803
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!