一种转子铁芯冲片以及斜极转子铁芯的制作方法
本技术涉及电机领域,尤其是涉及一种转子铁芯冲片以及包括上述转子铁芯冲片的斜极转子铁芯。
背景技术:
1、在电机领域,压铸产品需要斜极提升电机反应速度,在产品的研发阶段,无法采用自扣或者粘胶工艺,因为样品阶段的工装是需要将一片片转子铁芯冲片堆叠成转子铁芯的,此时自扣无法斜极,而粘胶压铸时需要将产品加热到500℃,这样胶层会融化,会影响最终的铁芯产品的成型质量,无法满足客户需求。现有技术中,一般通过在转子铁芯冲片内径上开设键槽再配合焊接工装来实现产品斜极,这样操作不便且不方便对后续的叠压情况进行观察,降低了工作效率。
技术实现思路
1、为了克服现有技术的不足,本实用新型的目的之一在于提供一种结构简单且方便对叠压情况进行观察的转子铁芯冲片。
2、为了克服现有技术的不足,本实用新型的目的之二在于提供一种结构简单且方便对叠压情况进行观察的斜极转子铁芯。
3、本实用新型的目的之一采用如下技术方案实现:
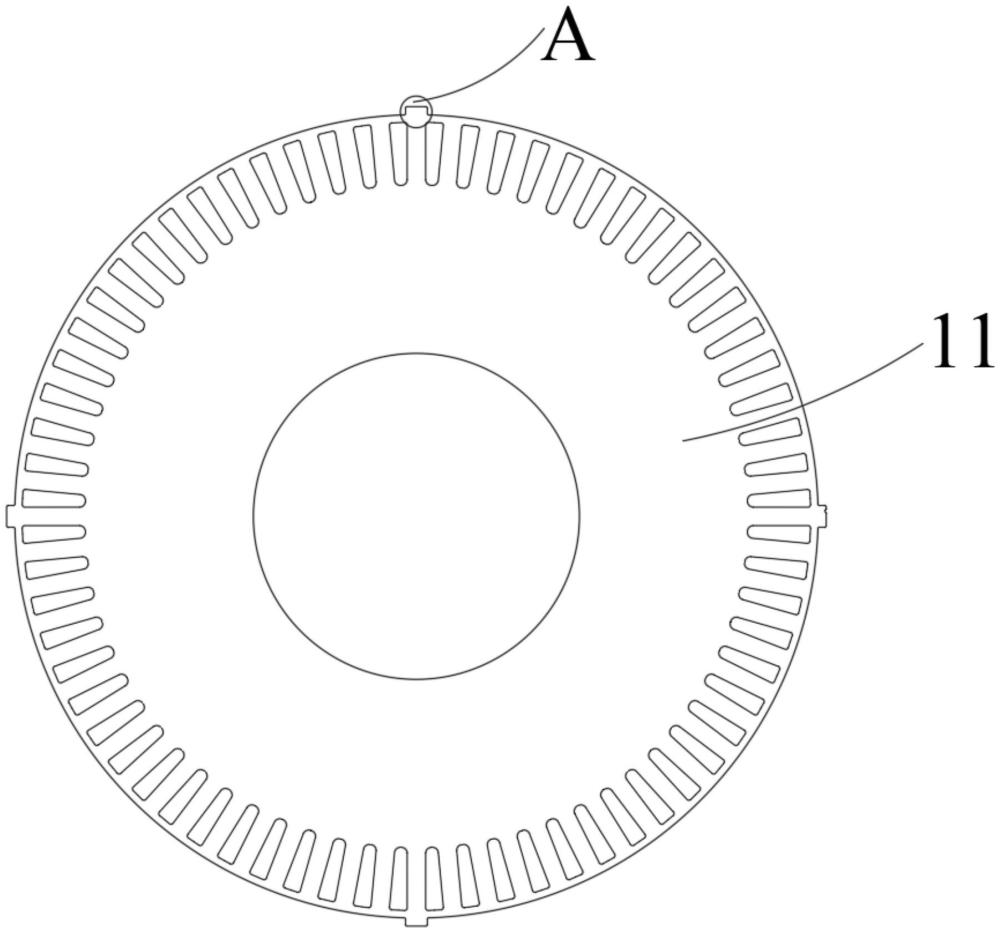
4、一种转子铁芯冲片,包括冲片本体,还包括多个凸键,所述凸键沿所述冲片本体的周向方向设置在所述冲片本体外周且向外凸出,相邻两个所述凸键所在直线方向与所述冲片本体的中心构成的角度为360°/n,其中,n为凸键的数量。
5、进一步的,所述凸键的截面形状呈条形。
6、进一步的,所述凸键包括斜极边、焊接边,所述斜极边、焊接边之间形成夹角,所述斜极边用于与焊接工装的定位条抵接。
7、进一步的,所述斜极边的长度为1~2mm。
8、进一步的,所述焊接边的长度大于或者等于所述斜极边的长度。
9、进一步的,所述转子铁芯冲片的厚度为0.2mm~0.5mm。
10、本实用新型的目的之二采用如下技术方案实现:
11、一种斜极转子铁芯,包括多个由上至下层叠后形成扭斜铸铝槽的转子铁芯冲片,每一所述转子铁芯冲片包括冲片本体、多个凸键,所述凸键沿所述冲片本体的周向方向间隔设置在所述冲片本体外周且向外凸出,相邻两个所述转子铁芯冲片上的凸键在所述冲片本体的周向方向上错开一个角度。
12、进一步的,上下所述凸键的延伸方向呈斜线式,所述凸键的延伸方向与所述冲片本体的轴线方向形成斜极夹角。
13、进一步的,所述斜极夹角的大小为3~8°。
14、进一步的,所述转子铁芯冲片的数量为200~300个,所述转子铁芯的高度为40~150mm。
15、相比现有技术,本实用新型斜极转子铁芯包括多个由上至下层叠后形成扭斜铸铝槽的转子铁芯冲片,每一转子铁芯冲片包括冲片本体、多个凸键,凸键沿冲片本体的周向方向间隔设置在冲片本体外周且向外凸出,相邻两个转子铁芯冲片上的凸键在冲片本体的周向方向上错开一个角度。本申请中,斜线式凸键的延伸方向与冲片本体的轴线方向形成斜极夹角,本斜极转子铁芯在压铸完成后,再车削掉凸键让产品恢复成圆的即可,最终成型的产品完全满足客户需求。本申请虽然会在成型过程中增加一定的车削量,但由于车削本来就是产品成型过程中必要的环节,这样操作也很方便;本申请结构简单,制作难度较小,生产成本较低。
技术特征:
1.一种斜极转子铁芯,其特征在于:包括多个由上至下层叠后形成扭斜铸铝槽的转子铁芯冲片,每一所述转子铁芯冲片包括冲片本体、多个凸键,所述凸键沿所述冲片本体的周向方向间隔设置在所述冲片本体外周且向外凸出,相邻两个所述转子铁芯冲片上的凸键在所述冲片本体的周向方向上错开一个角度。
2.根据权利要求1所述的斜极转子铁芯,其特征在于:上下所述凸键的延伸方向呈斜线式,所述凸键的延伸方向与所述冲片本体的轴线方向形成斜极夹角。
3.根据权利要求2所述的斜极转子铁芯,其特征在于:所述斜极夹角的大小为3~8°。
4.根据权利要求1所述的斜极转子铁芯,其特征在于:所述转子铁芯冲片的数量为200~300个,所述转子铁芯的高度为40~150mm。
5.一种转子铁芯冲片,包括冲片本体,其特征在于:还包括多个凸键,所述凸键沿所述冲片本体的周向方向设置在所述冲片本体外周且向外凸出,相邻两个所述凸键所在直线方向与所述冲片本体的中心构成的角度为360°/n,其中,n为凸键的数量。
6.根据权利要求5所述的转子铁芯冲片,其特征在于:所述凸键的截面形状呈条形。
7.根据权利要求5所述的转子铁芯冲片,其特征在于:所述凸键包括斜极边、焊接边,所述斜极边、焊接边之间形成夹角,所述斜极边用于与焊接工装的定位条抵接。
8.根据权利要求7所述的转子铁芯冲片,其特征在于:所述斜极边的长度为1~2mm。
9.根据权利要求7所述的转子铁芯冲片,其特征在于:所述焊接边的长度大于或者等于所述斜极边的长度。
10.根据权利要求9所述的转子铁芯冲片,其特征在于:所述转子铁芯冲片的厚度为0.2mm~0.5mm。
技术总结
本技术公开了一种斜极转子铁芯,属于电机领域,包括多个由上至下层叠后形成扭斜铸铝槽的转子铁芯冲片,每一转子铁芯冲片包括冲片本体、多个凸键,凸键沿冲片本体的周向方向间隔设置在冲片本体外周且向外凸出,相邻两个转子铁芯冲片上的凸键在冲片本体的周向方向上错开一个角度。本申请中,斜线式凸键的延伸方向与冲片本体的轴线方向形成斜极夹角,本斜极转子铁芯在压铸完成后,再车削掉凸键让产品恢复成圆的即可,最终成型的产品完全满足客户需求。本申请虽然会在成型过程中增加一定的车削量,但由于车削本来就是产品成型过程中必要的环节,这样操作也很方便;本申请结构简单,制作难度较小,生产成本较低。
技术研发人员:郑荣威,王恒,王洪波,赵威,吴八斤,杨波,项源
受保护的技术使用者:苏州范斯特机械科技有限公司
技术研发日:20230904
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!