一种直流电机端盖及其制造方法与流程
本发明属于电机,具体涉及一种直流电机端盖及其制造方法。
背景技术:
1、直流电机是指能将直流电能转换成机械能(直流电动机)或将机械能转换成直流电能(直流发电机)的旋转电机,它是能实现直流电能和机械能互相转换的电机。当它作电动机运行时是直流电动机,将电能转换为机械能;作发电机运行时是直流发电机,将机械能转换为电能。
2、电机端盖是利用冲压模具对板材经过下料冲孔、拉伸、压平、整形等工序进行整体制造,而电机转轴穿过电机端盖的通孔,但是电机端盖厚度较薄,在对整个直流电机安装时,电机端盖易出现变形情况。针对该技术问题,本领域技术人员在电机端盖上焊接加强块,来增加电机端盖的强度。
3、当在电机端盖的内侧和外侧均焊接加强块时,若电机端盖内侧处设置的加强块和电机端盖外侧处设置的加强块位置重叠时,导致电机端盖用于焊接加强块的部位过度焊接而导致电机端盖结构受损。
技术实现思路
1、本发明目的在于解决现有技术中存在的上述技术问题,提供一种直流电机端盖及其制造方法,能使加强块一和加强块二错开设置,使得加强块一在盖体外侧的焊接位置和加强块二在盖体内侧的焊接位置错开,避免焊接位置重叠而导致对电机端盖过度焊接,保证加强块一和盖体焊接牢固,同时保证加强块二和盖体焊接牢固,提高端盖的强度,满足直流电机快速安装的要求。
2、为了解决上述技术问题,本发明采用如下技术方案:
3、一种直流电机端盖,包括盖体,盖体的中心位置设有通孔,其特征在于:盖体的外侧设有槽口一,槽口一内焊接有加强块一,若干块加强块一以通孔的中点为圆心圆周分布。盖体的内侧设有呈圆环形状的凸块一和圆环形状的凸块二,凸块二设于凸块一中,凸块二的侧面和凸块一的侧面之间形成空腔,空腔焊接有加强块二,若干块加强块二以通孔的中点为圆心圆周分布。对加强块一和加强块二做正投影,单块加强块一位于相邻两块加强块二之间。
4、进一步,加强块一焊接有加强块三,增加加强的长度,提高端盖的强度。
5、一种直流电机端盖制造方法,其特征在于,包括如下步骤:
6、s1、对盖体成型制造,使盖体的外侧形成槽口一,盖体的内侧形成呈圆环形状的凸块一和圆环形状的凸块二。
7、s2、准备安装轴杆,安装轴杆的一端设有连接轴一,安装轴杆的另一端设有连接轴二。
8、s3、安装定位结构:
9、(1)根据加强块一的位置,在固定套的外侧沿着圆周方向焊接定位块一,定位块一的左右两侧设有限位凸起一,相邻两个定位块一的限位凸起一之间形成限位槽一,定位块一设有相连通的定位孔一和螺纹孔一,螺纹孔一螺纹连接有螺栓一。
10、(2)将安装轴杆穿过固定套的安装孔,再将固定套和安装轴杆焊接固定。
11、(3)在相邻两个定位块一之间安装定位块二,定位块二的左右两侧设有限位凸起二,相邻两个定位块二的限位凸起二之间形成限位槽二,此时限位凸起一嵌入限位槽二中,限位凸起二嵌入限位槽一中,再将定位块二和固定套焊接固定,定位块二设有相连通的定位孔二和螺纹孔二,螺纹孔二螺纹连接有螺栓二。
12、(4)在定位孔一中装入定位杆一,定位杆一设有安装槽一,定位杆一居中设置在定位孔一中,再采用螺栓一顶紧定位杆一,然后在定位孔二中装入定位杆二,定位杆二设有安装槽二,定位杆二居中设置在定位孔二中,再采用螺栓二顶紧定位杆二。
13、s4、将盖体分为盖体a和盖体b,采用固定结构将盖体a固定在连接轴一上,同时采用固定结构将盖体b固定在连接轴二上,处于同一个安装轴杆上的盖体a和盖体b平行设置,再拧松螺栓一,将定位杆一设有安装槽一的端部伸入盖体a的槽口一中,拧紧螺栓一,再拧松螺栓二,将定位杆二设有安装槽二的端部伸入盖体b的空腔中。
14、s5、在盖体a上焊接加强块一:
15、(1)加工得到设定尺寸的加强块一。
16、(2)将加强块一嵌入安装槽一中,并将加强块一沿着安装槽一移入到槽口一中,再将加强块一和盖体a焊接固定,使得加强块一设于槽口一中。
17、s6、在盖体b上焊接加强块二:
18、(1)加工得到设定尺寸的加强块二。
19、(2)将加强块二嵌入安装槽二中,并将加强块二沿着安装槽二移入到空腔中,再将加强块二和盖体b焊接固定,使得加强块二设于空腔中。
20、s7、拆除连接轴一和连接轴二上的固定结构,从连接轴一和连接轴二上取出盖体a和盖体b,再采用固定结构将盖体b固定在连接轴一上,此时定位杆一设有安装槽一的端部伸入盖体b的槽口一中,定位杆二设有安装槽二的端部伸入盖体a的空腔中。
21、s8、在盖体b上焊接加强块一:将加强块一嵌入安装槽一中,并将加强块一沿着安装槽一移入到槽口一中,再将加强块一和盖体b焊接固定,使得加强块一设于槽口一中。
22、s9、在盖体a上焊接加强块二:将加强块二嵌入安装槽二中,并将加强块二沿着安装槽二移入到空腔中,再将加强块二和盖体a焊接固定,使得加强块二设于空腔中。
23、s10、拆除连接轴一和连接轴二上的固定结构,从连接轴一和连接轴二上取出盖体b和盖体a,此时盖体a上的加强块一和加强块二焊接完成,盖体b上的加强块一和加强块二也焊接完成,加强块一和加强块二错开设置。
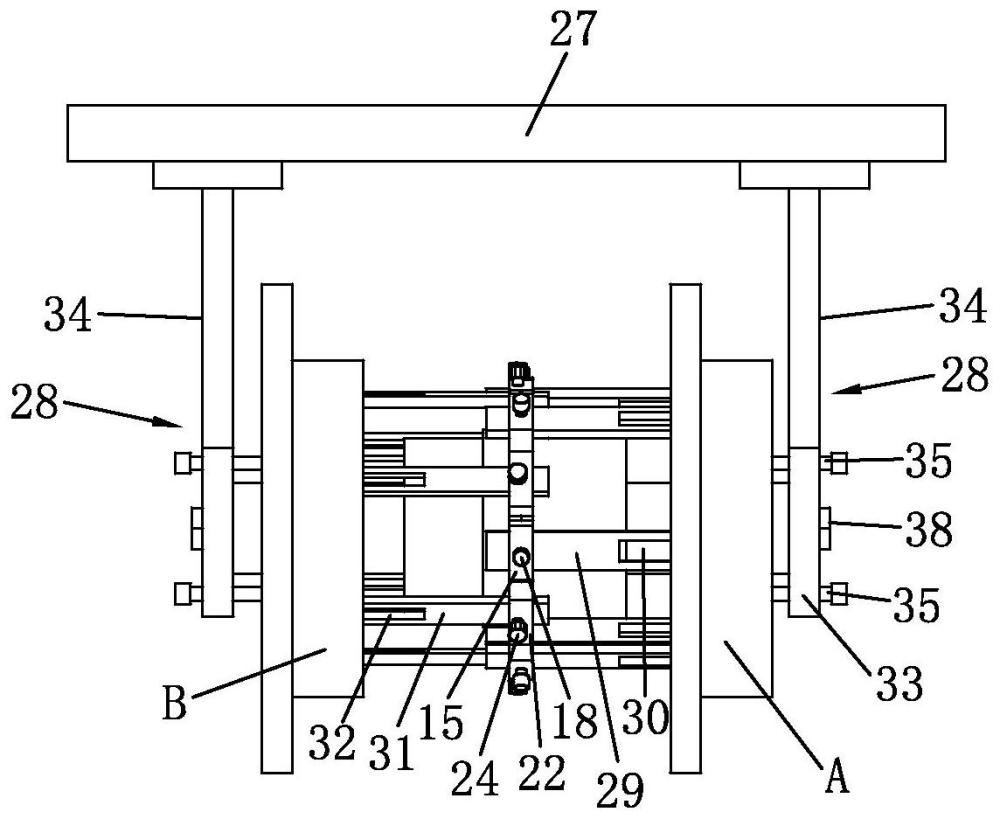
24、进一步,固定结构包括固定板、连接臂和螺栓三,连接轴一和连接轴二均设有螺纹孔三,固定板设有螺纹孔四,螺纹孔三和螺纹孔四之间螺纹连接有螺栓四,连接臂和固定板焊接固定,螺栓三螺纹连接在固定板上,连接轴一和连接轴二均设有限位凸起。当安装盖体a或盖体b时,连接轴一或连接轴二穿过盖体的通孔,再在螺纹孔三和螺纹孔四之间拧入螺栓四,然后拧动螺栓三,使得螺栓三的压块压住盖体,并将盖体限位在限位凸起上,完成固定结构的安装,再将固定板通过螺栓五固定在工作台上。通过顶紧的方式对盖体进行限位,避免盖体结构受损,而且该方式对异形的盖体固定牢固,在焊接加强块一和加强块二时盖体不会出现位移情况,保证加强块一和加强块二的焊接质量。
25、进一步,当步骤s10完成后,将盖体放置在工作台的台面上,并将盖体的槽口一朝上设置,再加工得到设定尺寸的加强块三,然后在加强块一上焊接加强块三,并将加强块三和盖体焊接固定。
26、进一步,当步骤s10完成后,将盖体放置在工作台的台面上,并将盖体的空腔朝上设置,再加工得到设定尺寸的抱紧板,抱紧板设有连接孔,连接孔用于电机壳体上的连接柱穿入,再将抱紧板套到凸块一的外侧上,然后将抱紧板和凸块一焊接固定,使得电机壳体和端盖连接更加稳定。
27、本发明由于采用了上述技术方案,具有以下有益效果:
28、(1)本发明能使加强块一和加强块二错开设置,使得加强块一在盖体外侧的焊接位置和加强块二在盖体内侧的焊接位置错开,避免焊接位置重叠而导致对电机端盖过度焊接,保证加强块一和盖体焊接牢固,同时保证加强块二和盖体焊接牢固,提高端盖的强度,满足直流电机快速安装的要求。
29、(2)本发明采用定位杆一和定位杆二作为加强块一和加强块二定位的支架,加强块一在定位杆一的安装槽一定向移动,使得加强块一设置在盖体的设定位置,使得加强块一精准地焊接在盖体外侧的槽口一中,而且在定位杆一的支撑作用下,能对加强块一和盖体焊接处充分冷却,提高加强块一的焊接质量;加强块二在定位杆二的安装槽二定向移动,使得加强块二设置在盖体的设定位置,使得加强块二精准地焊接在盖体内侧的空腔中,而且在定位杆二的支撑作用下,能对加强块二和盖体焊接处充分冷却,提高加强块二的焊接质量。能保证加强块一和加强块二精准地错开分布在端盖上。
30、(3)本发明能对两个端盖进行加强块一和加强块二的焊接工作,在保证加强块一和加强块二的焊接质量下,能提高端盖的制造效率。
- 还没有人留言评论。精彩留言会获得点赞!