一种扁线电机定子的制作方法与流程
本发明属于电机设备制造,具体说涉及一种扁线电机定子的制作方法。
背景技术:
1、扁线电机是一种常见的电动机类型,主要由定子和转子组成,通常采用扁平的铜线作为绕组导线,需要先将扁铜线弯折成发卡状,再依次插接于定子铁芯的线槽内,最后对扁铜线的端部进行焊接即可。相比于圆线,扁线更有利于提高电机的槽满率,进而产生更强的磁场强度,提升功率密度,使得电机性能更好,也使得电机体积更加紧凑,更有利于节省材料成本,因此扁线电机是目前电机绕组的主流形式,也是未来驱动电机的发展方向。但扁线电机在具备诸多优势的同时,相应的,也存在一定的劣势,比如精度要求高、设计难度高、工艺制造难度大等,单通过人工制造基本不能实现大规模量产,需要不断提升工艺水平,完善工艺步骤,提供一种扁线电机定子自动化、规模化的制作方法。
技术实现思路
1、本发明的目的在于克服现有技术中扁线电机在制造工艺上存在精度要求高、设计难度高、工艺制造难度大,单通过人工制造基本不能实现大规模量产等技术问题,提供一种扁线电机定子的制作方法,以实现扁线电机定子自动化、规模化的生产。
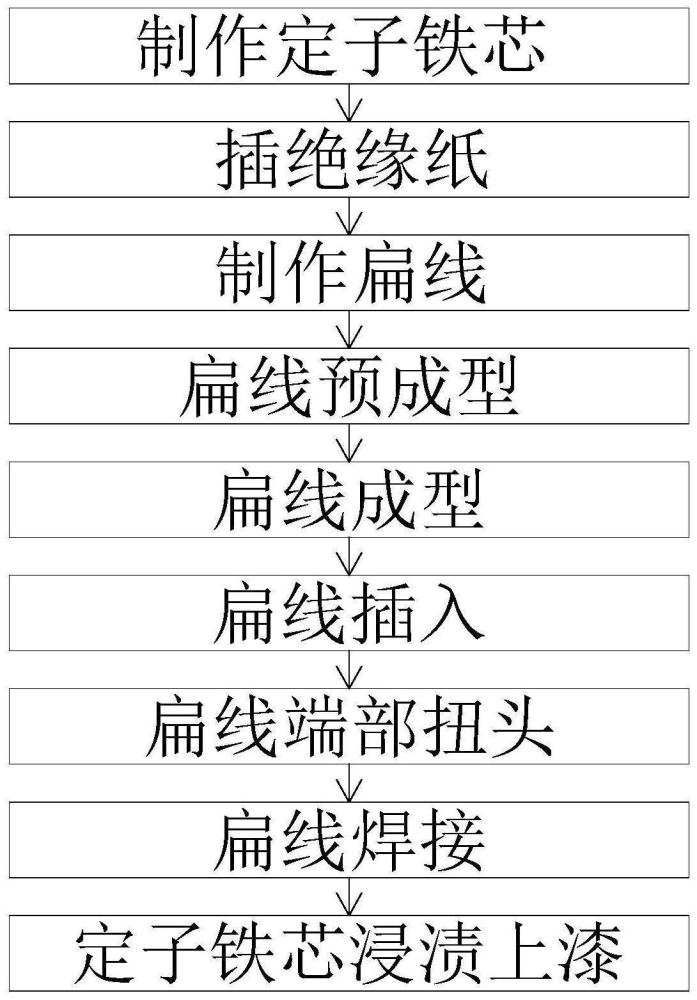
2、为了解决上述技术问题,本发明提供了一种扁线电机定子的制作方法,所述制作方法包括以下步骤,步骤一,制作定子铁芯,选取硅钢片作为原材料,将硅钢片放置于冲裁机内进行冲裁,形成定子冲片,将定子冲片依次堆叠并压紧固定,制成定子铁芯;步骤二,插绝缘纸,在定子铁芯的线槽内依次插装绝缘纸;步骤三,制作扁线,将扁铜线分别制成第一扁线、第二扁线第三扁线和引出线,所述第一扁线的长度大于所述第二扁线,所述第二扁线的长度大于所述第三扁线;步骤四,扁线预成型,通过仿形工装将制好的第一扁线、第二扁线和第三扁线均弯折成“u”字形,将弯折后的第一扁线、第二扁线和第三扁线依次移送至第一成型模具内,所述第一成型模具内沿自身周向方向依次开设有与所述定子铁芯线槽相对应的第一成型槽,第一扁线、第二扁线和第三扁线按长短顺序在同一个第一成型槽内进行排列,形成扁线组,每个第一成型槽内均排列有一组扁线组;步骤五,扁线成型,将排列好的扁线组整体移送至第二成型模具内,所述第二成型模具包括开设有第二成型槽的第一内模和开设有第三成型槽的第一外模,所述第二成型槽和所述第三成型槽均与所述定子铁芯的线槽相对应,第一扁线、第二扁线和第三扁线的一端依次插接于第一内模的第二成型槽内,且同一组扁线组内的第一扁线、第二扁线和第三扁线的同一端插入同一个第二成型槽内,第一扁线、第二扁线和第三扁线的另一端依次插接于第一外模的第三成型槽内,且同一组扁线组内的第一扁线、第二扁线和第三扁线的另一端插入同一个第三成型槽内,成型模具的第一内模和第一外模沿周向方向做反向运动,将第一扁线、第二扁线和第三扁线弯折成发卡状;步骤六,扁线插入,将成型后的第一扁线、第二扁线和第三扁线整体从第二成型模具中移出,并整体插入到定子铁芯的线槽内,同一组扁线组内的第一扁线、第二扁线和第三扁线的同一端插入到同一个线槽内,同一组扁线组的第一扁线、第二扁线和第三扁线的两端之间跨越2~7个线槽;步骤七,扁线端部扭头,将插好扁线的定子铁芯移送至扭头模具中,对扁线端部进行扭头;步骤八,扁线焊接,对扁线扭头端的端部进行焊接;步骤九,定子铁芯浸渍上漆,先对定子铁芯进行加热除湿,将定子铁芯和定子绕组浸入漆槽并加热,待浸漆完成后将定子铁芯从漆槽取出并加热固化。
3、作为本发明的进一步改进措施,在所述步骤二中,所述绝缘纸的截面设置为o型或b型或s型或c型。
4、作为本发明的进一步改进措施,在所述步骤四中,每组所述扁线组中,所述第一扁线的内表面与所述第二扁线的外表面相接触,所述第二扁线的内表面与所述第三扁线的外表面相接触。
5、作为本发明的进一步改进措施,在所述步骤四中,还需将对应的第一成型槽内的扁线进行移除,并插入引出线,所述引出线设置为扁铜线。
6、作为本发明的进一步改进措施,在所述步骤八中,焊接采用氩弧焊或激光焊。
7、与现有技术相比,本发明的有益效果在于:1、本发明所提供的扁线电机定子的制作方法,可简化扁线电机定子生产制造的工艺过程,实现扁线电机定子自动化、规模化的生产,提升了扁线电机定子的工艺水平,完善了扁线电机定子的工艺步骤;2、根据本发明提供的扁线电机定子的制作方法所生产制造出的扁线电机定子中的扁铜线按长短顺序,相重叠插接于定子铁芯的线槽内,大幅度缩短了线包的整体高度,有利于降低了电机铜损,提高电机效率。
技术特征:
1.一种扁线电机定子的制作方法,其特征在于,所述制作方法包括以下步骤,
2.根据权利要求1所述的扁线电机定子的制作方法,其特征在于,在所述步骤二中,所述绝缘纸的截面设置为o型或b型或s型或c型。
3.根据权利要求1所述的扁线电机定子的制作方法,其特征在于,在所述步骤四中,每组所述扁线组(4)中,所述第一扁线(1)的内表面与所述第二扁线(2)的外表面相接触,所述第二扁线(2)的内表面与所述第三扁线(3)的外表面相接触。
4.根据权利要求1所述的扁线电机定子的制作方法,其特征在于,在所述步骤四中,还需将对应的第一成型槽内的扁线进行移除,并插入引出线(5),所述引出线(5)设置为扁铜线。
5.根据权利要求1所述的扁线电机定子的制作方法,其特征在于,在所述步骤八中,焊接采用氩弧焊或激光焊。
技术总结
本发明公开了一种扁线电机定子的制作方法,属于电机设备制造技术领域,包括以下步骤,步骤一,制作定子铁芯,步骤二,插绝缘纸,步骤三,制作扁线,步骤四,扁线预成型,步骤五,扁线成型,步骤六,扁线插入,步骤七,扁线端部扭头,步骤八,扁线焊接,步骤九,定子铁芯浸渍上漆,本发明所提供的扁线电机定子的制作方法,可简化扁线电机定子生产制造的工艺过程,实现扁线电机定子自动化、规模化的生产,提升了扁线电机定子的工艺水平,完善了扁线电机定子的工艺步骤,所生产制造出的扁线电机定子中的扁铜线按长短顺序,相重叠插接于定子铁芯的线槽内,大幅度缩短了线包的整体高度,有利于降低了电机铜损,提高电机效率。
技术研发人员:王健欢,周彪,杨永涛
受保护的技术使用者:信质集团股份有限公司
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!