一种冲压件、控制器壳体及控制器的制作方法
1.本发明涉及电动车技术领域,尤其涉及一种冲压件、控制器壳体及控制器。
背景技术:
2.现有的上盖材料为塑料和压铸铝,注塑和压铸铝工艺要求多,结构复杂,装配复杂。因此,亟待需要一种冲压件、控制器壳体及控制器来解决上述问题。
技术实现要素:
3.本发明的第一个目的在于提出一种冲压件,其工艺简单,装配方便。
4.本发明的第二个目的在于提出一种控制器壳体,装配方便。
5.为实现上述目的,提供以下技术方案:一种冲压件,用于与底座及紧固件组成控制器壳体,冲压件为冲压片,冲压片具有第一端子出口,第一端子出口用于电源和电机动力线端子从冲压片中引出,其中冲压片由金属冲压工艺实现。
6.进一步地,冲压片还包括第二端子出口,其中第二端子出口用于信号端子从冲压片中引出。
7.进一步地,第一端子出口位于冲压片的中间位置,第二端子出口位于冲压片的边缘位置。
8.一种控制器壳体,包括底座、紧固件及上述的冲压件,冲压片与底座配合形成容纳空间,容纳空间用于安装pcb板,紧固件穿过冲压片与底座固定连接。
9.一种电动车控制器,包括上述的控制器壳体。
10.与现有技术相比,本发明的有益效果为:冲压片工艺简单,散热效果好。采用上述的控制器壳体,装配方便。
附图说明
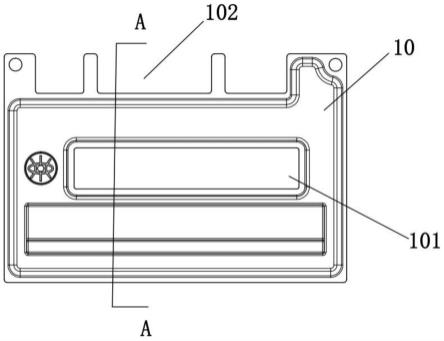
11.图1是冲压件的结构示意图;图2是冲压件的a-a截面示意图;图3是控制器壳体的结构示意图。
12.附图标记说明:10、冲压件;11、底座;12、紧固件;101、第一端子出口;102、第二端子出口;13、电源和电机动力线端子;14、信号端子;20、控制器壳体。
具体实施方式
13.如图1所示,一种冲压件10,用于与底座11及紧固件12组成控制器壳体20,冲压件10为冲压片,冲压片具有第一端子出口101,第一端子出口101用于电源和电机动力线端子13从冲压片中引出,冲压片由金属冲压工艺实现。其中第一端子出口101位于冲压片的中间位置,第一端子出口101沿着冲压片的长度方向延伸。
14.冲压片还包括第二端子出口102,第二端子出口102用于信号端子14从冲压片中引
出。第二端子出口102位于冲压片的边缘位置。
15.如图2所示,中间位置的高度高于边缘位置的高度。第一端子出口101的高度高于第二端子出口102的高度,降低整体的用胶量,并且冲压片的制造工艺简单,散热效果好。
16.如图3所示,一种控制器壳体20,包括底座11、紧固件12及上述的冲压件10,冲压片与底座11配合形成容纳空间,容纳空间用于安装pcb板,紧固件12穿过冲压片与底座11固定连接。
17.一种电动车控制器,包括上述的控制器壳体20。
18.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
技术特征:
1.一种冲压件,用于与底座及紧固件组成控制器壳体,其特征在于,冲压件为冲压片,冲压片具有第一端子出口,第一端子出口用于电源和电机动力线端子从冲压片中引出,其中冲压片由金属冲压工艺实现。2.根据权利要求1中所述的冲压件,其特征在于:冲压片还包括第二端子出口,其中第二端子出口用于信号端子从冲压片中引出。3.根据权利要求2中所述的冲压件,其特征在于:第一端子出口位于冲压片的中间位置,第二端子出口位于冲压片的边缘位置。4.一种控制器壳体,其特征在于,包括底座、紧固件及权利要求1-3中任一项所述的冲压件,冲压片与底座配合形成容纳空间,容纳空间用于安装pcb板,紧固件穿过冲压片与底座固定连接。5.一种电动车控制器,其特征在于,包括如权利要求4中的控制器壳体。
技术总结
本发明涉及电动车技术领域,尤其涉及一种冲压件、控制器壳体、电动车控制器。一种冲压件,用于与底座及紧固件组成控制器壳体,冲压件为冲压片,冲压片具有第一端子出口,第一端子出口用于电源和电机动力线端子从冲压片中引出,其中冲压片由金属冲压工艺实现。冲压片工艺简单,散热效果好。采用上述的控制器壳体,装配方便。装配方便。装配方便。
技术研发人员:陆义飞 邾茂利 郑涛
受保护的技术使用者:南京元朗电子科技发展有限公司
技术研发日:2022.04.08
技术公布日:2022/7/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1