一种具有独立硬板区的刚挠结合板及其制作方法与流程
本发明涉及印制线路板制作,具体涉及一种具有独立硬板区的刚挠结合板及其制作方法。
背景技术:
1、刚挠结合板又称软硬结合板,由刚性硬板和挠性软板有选择地层压在一起组成,其结构紧密,以金属化孔形成导电连接。软硬结合板兼顾了常规硬板的规则和韧性以及软板的灵活和柔性,可移动、弯曲、折叠、扭转、实现三维布线,极大地节约了电子部件的安装空间,顺应了电子产品"轻、薄、短、小"化的发展趋势,近十几年来在军工、航空航天、汽车电子、医疗电子、民用消费电子等众多领域得到了广泛应用,成为目前发展最为迅速的一类pcb产品,也是未来pcb的主要发展方向之一。
2、开窗揭盖是制作软硬结合板的核心工序,目前行业内主流开窗工艺为机械控深铣,压合前,对软板相邻的pp开窗,相邻的硬板芯板利用机械控深制作反向盲槽,然后经压合将硬板芯板、pp和软板芯板压合,待完成钻孔、线路图形、表面处理、阻焊等制作后采用机械控深铣的方式与盲槽对接,将窗口位置的刚性层去掉(即开窗),露出挠性层,得到刚挠结合板。
3、但针对具有独立硬板区的刚挠结合板,即独立硬板区的四面均是需要开窗形成软板的产品,压合前pp开窗,会使得pp中对应独立硬板区的部分成为与独立硬板区大小一致的独立pp片,压合时会出现pp脱落,无法压合或者压合过程极易发生偏位,对位精度难以保证,刚挠结合板制作难度很大。
技术实现思路
1、本发明针对上述现有的技术缺陷,提供一种具有独立硬板区的刚挠结合板及其制作方法,针对四面均需要揭盖的刚挠结合产品在需要开窗的pp四角设计连接位,成型时再铣掉,解决了具有独立硬板区的挠结合板产品的工艺制作问题,且工艺简单。
2、第一方面,为了解决上述技术问题,本发明提供了一种具有独立硬板区的刚挠结合板的制作方法,包括以下步骤:
3、s1、分别制作软板芯板和硬板芯板的内层线路,所述软板芯板包括方形的独立区域以及四个呈十字状分布并与独立区域的四边一一对应设置的软板区域;
4、s2、在软板芯板上的软板区域对位贴合覆盖膜;
5、s3、在覆盖膜上贴保护胶带;
6、s4、在硬板芯板上对应所述软板区域处的周边控深切割出盲槽,以盲槽的槽底余厚作为连接筋;
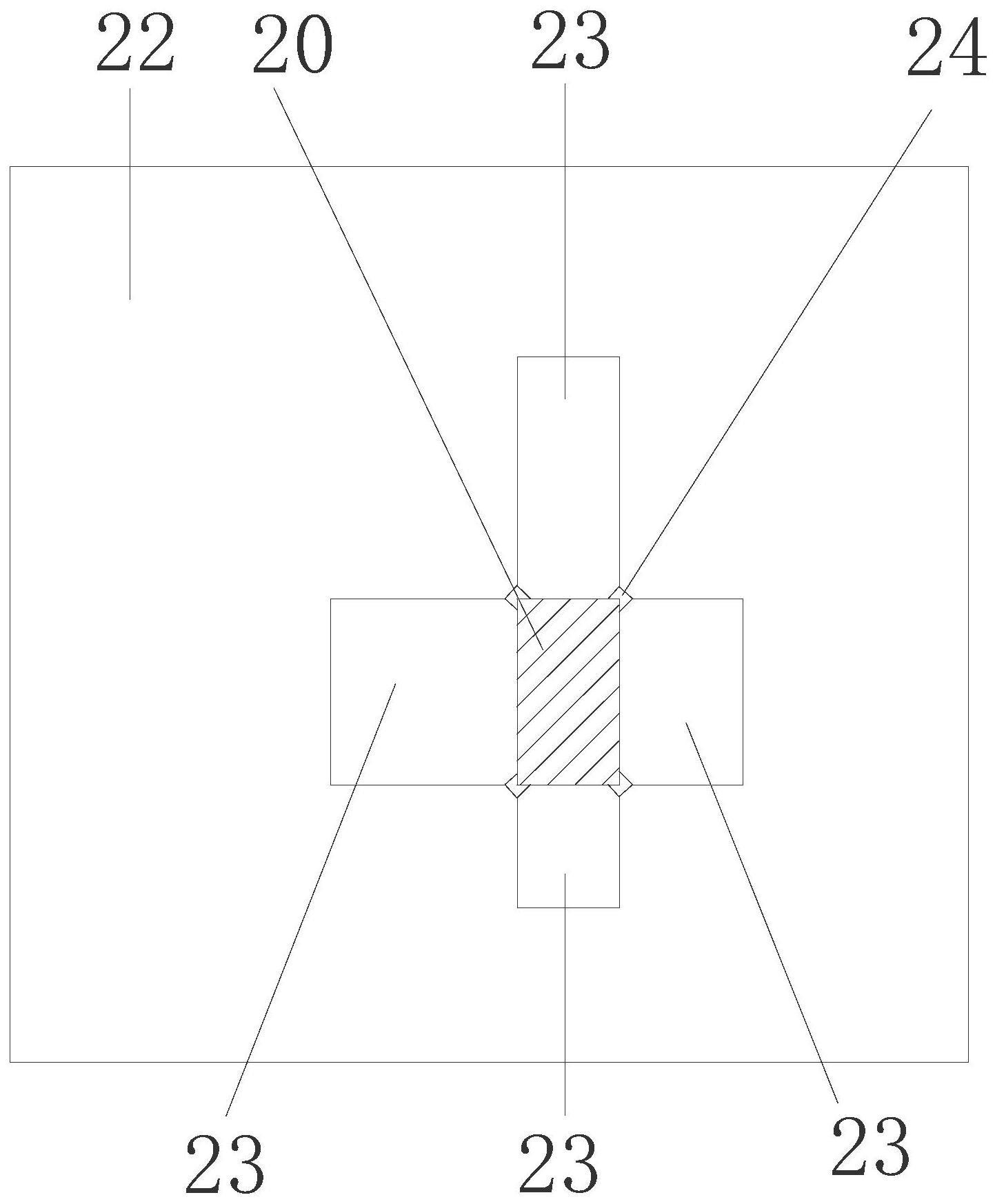
7、s5、在不流胶pp上对应软板区域的位置处进行开窗,且在相邻两个软板区域之间均留有连接独立区域的连接位,以使对应独立区域处的部分不分离;
8、s6、将软板芯板和硬板芯板用不流胶pp压合成生产板,且硬板芯板上具有盲槽的一侧置于内侧与不流胶pp接触;
9、s7、在生产板上依次制作外层线路和阻焊层,然后进行表面处理;
10、s8、在生产板上对应盲槽的位置处向内锣槽锣去连接筋,揭盖去掉硬板芯板上对应所述软板区域的部分和保护胶带;
11、s9、锣去所述连接位,制得具有独立硬板区的刚挠结合板。
12、进一步的,步骤s2中,所述覆盖膜单边比所述软板区域大0.5mm。
13、进一步的,步骤s2和s3之间还包括步骤:
14、s21、通过快速压合的方式将覆盖膜与软板芯板完全粘合;
15、s22、对软板芯板进行烘烤,使覆盖膜固化。
16、进一步的,步骤s21中,快速压合的参数为:温度180℃,压力100kg,压合时间1-2min。
17、进一步的,步骤s4中,通过激光切割的方式制作出盲槽。
18、进一步的,步骤s4中,盲槽的深度为硬板芯板厚度的1/3-2/3。
19、进一步的,步骤s5中,不流胶pp的尺寸与软板芯板的尺寸相同,且不流胶pp包括对应所述独立区域的第一区域、对应所述软板区域的第二区域以及除第一区域和第二区域以外的第三区域,所述连接位用于连接第一区域和第三区域,在所述第一区域的四个角处均设有一个连接位。
20、进一步的,步骤s5中,连接位的宽度为1-1.5mm。
21、进一步的,步骤s7中,在制作外层线路前,生产板还依次经过外层钻孔、沉铜和全板电镀的工序。
22、第二方面,本发明还提供了一种具有独立硬板区的刚挠结合板,采用如第一方面任一项所述的制作方法制作而成。
23、与现有技术相比,本发明具有如下有益效果:
24、本发明在pp的开窗过程中,留有连接至独立硬板区域的连接位,即四个开窗之间围合而成的部分与整体pp片之间存在连接,在压合前使独立硬板区pp不完全独立,且是四角连接的关系,避免对应独立区域的pp脱落无法压合或压合过程易偏位的问题,解决了具有独立硬板区的挠结合板产品的工艺制作问题,且工艺简单,实现具有独立硬板区的刚挠结合板的制作;利用激光在压合前铣槽+压合后机械控深揭盖制作技术,压合后可以有效的对硬板上的废料部分进行开窗,并可保证揭盖控深精度和保证产品质量,还兼具提高生产效率以及降低生产成本的优势。
25、本发明附加的方面和优点将在下面的描述中部分给出,这些将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种具有独立硬板区的刚挠结合板的制作方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的具有独立硬板区的刚挠结合板的制作方法,其特征在于,步骤s2中,所述覆盖膜单边比所述软板区域大0.5mm。
3.根据权利要求1所述的具有独立硬板区的刚挠结合板的制作方法,其特征在于,步骤s2和s3之间还包括步骤:
4.根据权利要求3所述的具有独立硬板区的刚挠结合板的制作方法,其特征在于,步骤s21中,快速压合的参数为:温度180℃,压力100kg,压合时间1-2min。
5.根据权利要求1所述的具有独立硬板区的刚挠结合板的制作方法,其特征在于,步骤s4中,通过激光切割的方式制作出盲槽。
6.根据权利要求1所述的具有独立硬板区的刚挠结合板的制作方法,其特征在于,步骤s4中,盲槽的深度为硬板芯板厚度的1/3-2/3。
7.根据权利要求1所述的具有独立硬板区的刚挠结合板的制作方法,其特征在于,步骤s5中,不流胶pp的尺寸与软板芯板的尺寸相同,且不流胶pp包括对应所述独立区域的第一区域、对应所述软板区域的第二区域以及除第一区域和第二区域以外的第三区域,所述连接位用于连接第一区域和第三区域,在所述第一区域的四个角处均设有一个连接位。
8.根据权利要求1所述的具有独立硬板区的刚挠结合板的制作方法,其特征在于,步骤s5中,连接位的宽度为1-1.5mm。
9.根据权利要求1所述的具有独立硬板区的刚挠结合板的制作方法,其特征在于,步骤s7中,在制作外层线路前,生产板还依次经过外层钻孔、沉铜和全板电镀的工序。
10.一种具有独立硬板区的刚挠结合板,其特征在于,采用如权利要求1-9任一项所述的制作方法制作而成。
技术总结
本发明公开了一种具有独立硬板区的刚挠结合板及其制作方法,所述制作方法包括以下步骤:分别制作软板芯板和硬板芯板的内层线路;所述软板芯板包括软板区域和软硬结合区域;在软板区域对位贴合覆盖膜和保护胶带;通过激光在硬板芯板上切割出盲槽;在不流胶PP上对应软板区域的位置处进行开窗,且在相邻两个软板区域之间均留有连接独立区域的连接位;将软板芯板和硬板芯板用不流胶PP压合成生产板,且硬板芯板上具有盲槽的一侧与不流胶PP接触;在生产板上依次进行后工序和揭盖去掉硬板芯板上对应软板区域的部分和保护胶带;锣去连接位,制得具有独立硬板区的刚挠结合板。本发明方法解决了具有独立硬板区的挠结合板产品的工艺制作问题,且工艺简单。
技术研发人员:梁柳,付裕,郑有能,刘红刚,寻瑞平
受保护的技术使用者:江门崇达电路技术有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!