动力电池组信号采样组件的模切加工方法与流程
本发明涉及柔性线路板生产制造领域,尤其涉及一种动力电池组信号采样组件的模切加工方法。
背景技术:
1、随着国家政策对新能源汽车的大力支持和鼓励,使得新能源汽车赛道愈加火热,而新能源电池包是新能源汽车核心部件之一,其各部件的生产工艺,生产效率和成本也成为各公司的核心竞争力。
2、传统新能源动力电池的信号采样组件,如图1所示,加工工艺如下:单面铜箔基材曝光蚀刻(导线、保险丝)→贴覆盖膜→压覆盖膜→贴补强→压补强→冲切外形→smt(贴镍片电极,ntc,连接器)→贴镍片电极膜→压镍片电极膜→点胶→ibb压合点胶→激光焊接。
3、传统工艺方案有以下弊端:
4、1)需要多次贴、压覆盖膜,材料和加工成本较高,生产周期长;
5、2)需要smt加工,涉及的设备投入,加工效率偏低,同时有连接器、ntc虚焊、过炉分层等品质风险。
技术实现思路
1、有鉴于现有技术的上述缺陷,本发明的目的是提供一种动力电池组信号采样组件的模切加工方法,以简化加工工艺,提升产品品质。
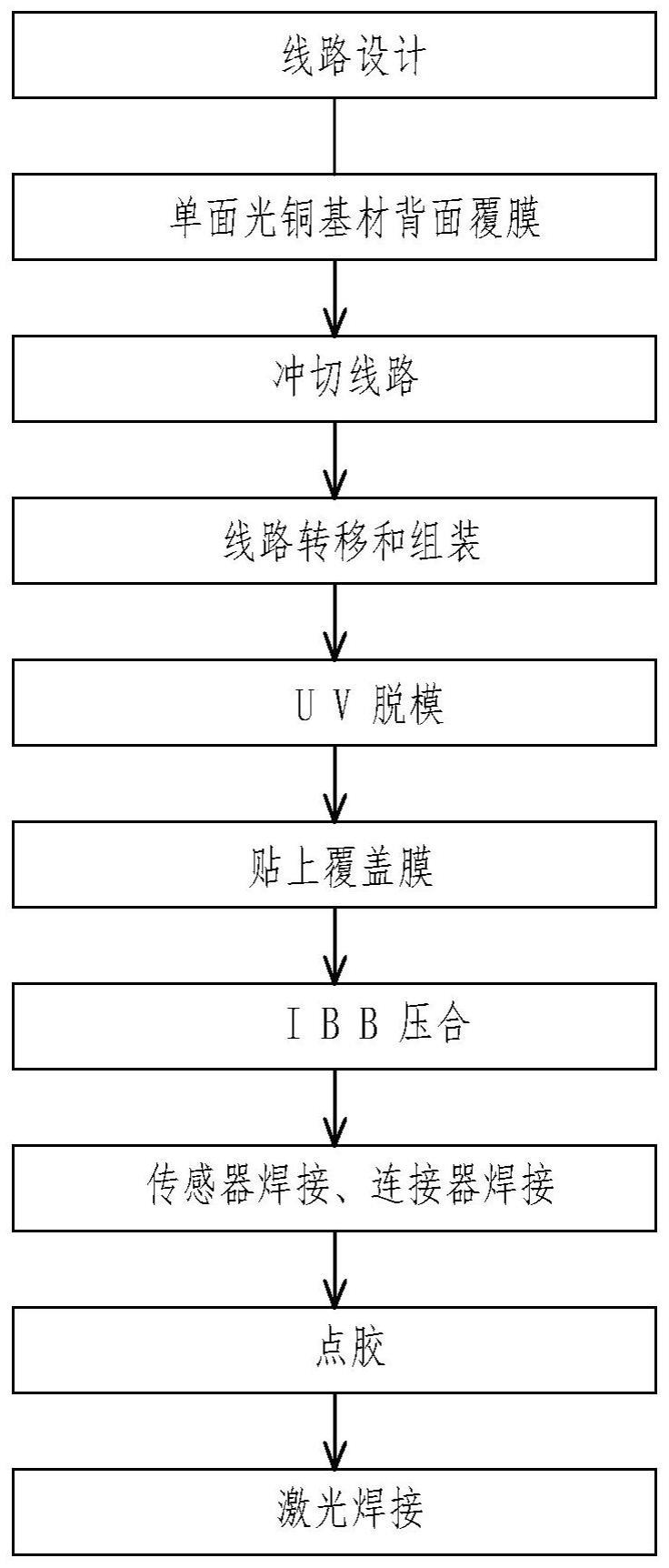
2、为实现上述目的,本发明提供了一种动力电池组信号采样组件的模切加工方法,包括以下步骤:
3、步骤s1:产品线路设计,将连接电极用铜箔代替,加入到线路设计中;
4、步骤s2:在单面光铜基材的背面贴一层保护膜形成单面覆铜板;
5、步骤s3:使用模具冲切单面覆铜板的铜箔形成线路,并去掉线路外的其他铜箔形成模切线路板;
6、步骤s4:将模切线路板的保护膜朝上,然后将下覆盖膜、铝排和模切线路板按从下到上的叠构顺序组装在载具,并预压固定;所述下覆盖膜已做开窗处理;
7、步骤s5:去除保护膜,将线路保留;
8、步骤s6:在线路表面贴一层上覆盖膜;所述上覆盖膜已做开窗处理;
9、步骤s7:压合;通过上下覆盖膜压合方式,让位于上下覆盖膜之间的线路中的连接电极与铝排紧密粘合在一起;
10、步骤s8:传感器和连接器焊接;
11、步骤s9:点胶;
12、步骤s10:通过激光将线路中的连接电极和铝排焊接在一起。
13、进一步的,所述保护膜为pet膜,所述步骤s5具体为:正面使用uv光照射pet膜,使pet膜失去粘性,然后去除pet膜,将线路保留。
14、进一步的,步骤s2中的光铜基材的厚度为20-50微米。
15、进一步的,所述上覆盖膜、下覆盖膜为绝缘覆盖膜,厚度为60-150微米。
16、进一步的,所述传感器为负温度系数温度传感器,焊接方式为点焊或刺穿压接方式。
17、与现有技术相比,本发明的具有如下优点:
18、1)用铜箔替代镍片电极,减少smt、镍片材料加工等流程,较少了smt、spi、aoi等设备投入;同时减少镍片电极空焊、虚焊等品质隐患。
19、2)采用模切成型线路,可以省去显影、蚀刻等湿流程工艺,提升生产效率,减少危废排放。
20、3)通过uv光pet膜等可去除保护膜做线路转移,可以节省内层膜材料,同时可以大大缩短生产周期。
21、4)通过ibb压合和激光焊接的双重保护,消除了铜箔与铝排之间的强度要求,电气性能更优。
22、5)铜箔相对于镍片电极厚度更薄,可以数倍提升激光焊接的生产效率。
技术特征:
1.一种动力电池组信号采样组件的模切加工方法,其特征在于,包括以下步骤:
2.如权利要求1所述的动力电池组信号采样组件的模切加工方法,其特征在于,所述保护膜为pet膜,所述步骤s5具体为:正面使用uv光照射pet膜,使pet膜失去粘性,然后去除pet膜,将线路保留。
3.如权利要求1所述的动力电池组信号采样组件的模切加工方法,其特征在于,步骤s2中的单面光铜基材的厚度为20-50微米。
4.如权利要求1所述的动力电池组信号采样组件的模切加工方法,其特征在于,所述上覆盖膜、下覆盖膜为绝缘覆盖膜,厚度为60-150微米。
5.如权利要求1所述的动力电池组信号采样组件的模切加工方法,其特征在于,所述传感器为负温度系数温度传感器,焊接方式为点焊或刺穿压接方式。
技术总结
本发明公开了一种动力电池组信号采样组件的模切加工方法,包括以下步骤:在产品线路设计时,将连接电极用铜箔代替,加入到线路中;进而在单面光铜基材的背面贴一层PET膜;使用模具冲切出线路,形成模切线路板;将模切线路板的PET膜朝上,然后将下覆盖膜、铝排和模切线路板按从下到上的叠构顺序组装在载具,并预压固定;正面使用UV光照射PET膜,去除失去粘性后PET膜,将线路保留;在线路表面贴一层上覆盖膜,并完成IBB压合;传感器和连接器焊接;点胶;最后通过激光将线路中替代镍片电极的铜箔和铝排焊接在一起。该加工方法通过线路设计优化及工艺优化,可大大减少设备投入,减少镍片电极焊接的品质隐患,生产效率高。
技术研发人员:钟胜祥,刘美才,吴永进
受保护的技术使用者:厦门市铂联科技股份有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!