一种回流焊接波峰焊接相结合的高制程焊接工艺的制作方法
本发明涉及一种焊接焊接工艺,尤其涉及一种回流焊接波峰焊接相结合的高制程焊接工艺。
背景技术:
1、在传统的集成电路电子产品的焊接中,当表贴器件与插装器件小于15mm内间距时,起始面焊接的工艺方法缺点如下:
2、一、正常使用全锡膏焊接并采用波峰焊接时,由于表贴器件距离插装器件过近,就需要使用载具进行屏蔽,而因基材无法做到屏蔽的同时开放焊接界面,导致焊接时会因为载具的屏蔽高度造成焊接阴影区域无法实现有效的100%焊接通过;
3、二、由于波峰焊接载具需要在基材上对表贴器件进行锣孔避让,由于电路设计的距离过近,导致人工在进行操作时容易导致器件磕伤损件,形成外观损伤与产品的功能性潜在失效;
4、三、产品整面使用胶水进行表贴器件的粘着时,使用回流焊接进行胶水的固化粘着焊接,但实际进行时,又受限于电路板设计会在焊接起始面出现集成电路芯片,如bga、btc及温度敏感类器件,导致只能在小范围的不受温度敏感与焊接间隙的无源与分离器件上实现此工艺,整体焊接装配的制程能力受限,无法批量实现,同时大大提高了产品的生产成本与生产周期;
5、四、在表面贴装回流焊接后,企业投入重资采购选择性波峰焊接进行焊接,但由于选择性波峰焊接本身不适合大批量的作业,企业就会因产能、交付周期,提高选择性波峰焊接的设备数量,导致企业的整体固定资产投入过大,也同时增加了企业的技术人员的投入,不利于中小型企业的发展,也影响企业自身的现金流。
6、综上所述,电子产品使用传统的焊接工艺无论是单独的波峰焊接还是回流焊接都存在明显的缺点。
技术实现思路
1、为了解决上述技术所存在的不足之处,本发明提供了一种回流焊接波峰焊接相结合的高制程焊接工艺。
2、为了解决以上技术问题,本发明采用的技术方案是:一种回流焊接波峰焊接相结合的高制程焊接工艺,包括以下步骤:
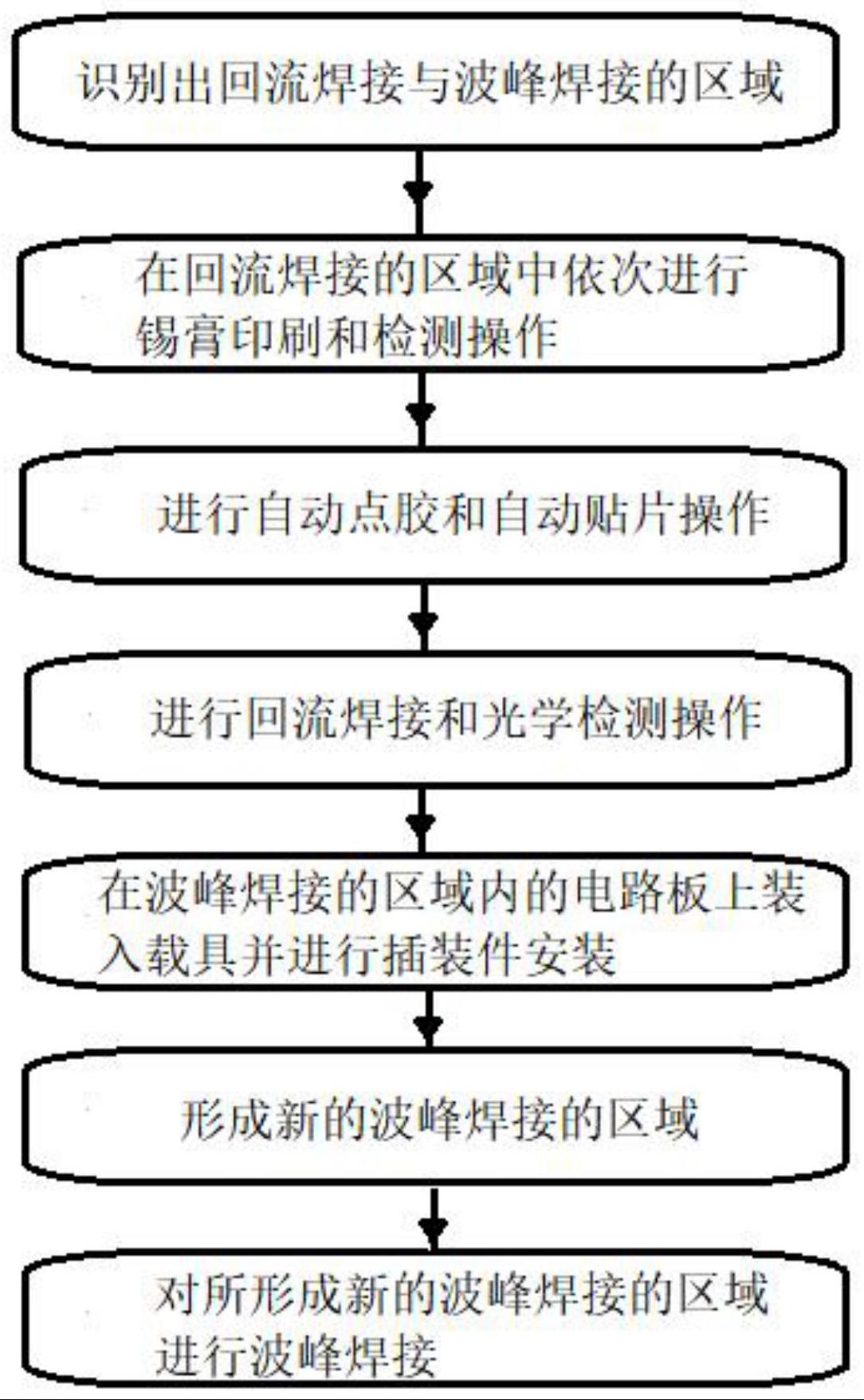
3、s1,在焊接对象上的识别出回流焊接与波峰焊接的区域;
4、s2,在s1所识别的回流焊接的区域中依次进行锡膏印刷和检测操作;
5、s3,对s2操作后的区域进行自动点胶和自动贴片操作;
6、s4,对s3操作后的区域进行回流焊接和光学检测操作;
7、s5,在s1中波峰焊接的区域内的电路板上装入载具并进行插装件安装;
8、s6,将每个插装件周围限定范围与回流焊接的区域所重合的区域与s1中波峰焊接的区域合并形成新的波峰焊接的区域;
9、s7,对s6所形成新的波峰焊接的区域进行波峰焊接。
10、进一步地,s1中的焊接对象为电路板的焊接起始面电子设计稿,并基于gerberview软件进行数据确认以识别出回流焊接与波峰焊接的区域。
11、进一步地,s2中的锡膏印刷和检测操作的步骤为:
12、s21,设计生成锡膏印刷转移钢网;
13、s22,将锡膏进行环境回温和搅拌;
14、s23,利用锡膏印刷机架设锡膏印刷转移钢网并进行视角定位;
15、s24,利用锡膏印刷机进行锡膏转移、安装刮刀、填充焊膏;
16、s25,利用自动3d光学设备进行锡膏转移图形检测。
17、进一步地,s3中的自动点胶和自动贴片操作的步骤为:
18、s31,将耐高温粘着胶进行环境回温;
19、s32,利用在线点胶机对s2操作后的区域进行自动点胶;
20、s33,利用全自动贴装设备对电子元器件进行自动贴片;
21、s34,使用kic炉温曲线测试仪进行温度配方的测量,自动分析配方的曲线参数。
22、进一步地,s4中的回流焊接和光学检测操作的步骤为:
23、s41,利用空气介质的回流焊接设备进行温度配方实施回流焊接;
24、s42,利用自动光学检测机对s41中回流焊接后的区域进行光学检测;
25、s43,利用显微镜对s42光学检测后的区域进行形貌探查。
26、进一步地,s7焊接后对焊点与器件进行形貌检查。
27、进一步地,s6中每个插装件周围的限定范围为15mm以内。
28、进一步地,s21中锡膏印刷转移钢网的厚度范围为80~120um。
29、进一步地,s41中焊接时的温度范围为230~245℃。
30、进一步地,s41中回流时控制在217~220℃范围内持续30~80s。
31、进一步地,s41恒温时控制在150~190℃范围内持续60~120s。
32、本发明公开了一种回流焊接波峰焊接相结合的高制程焊接工艺,当出现表贴与插装件在同一起始面焊接的电子产品,利用回流焊接波峰焊接相结合,避免出现焊接阴影导致的各类焊接问题,提高焊接直通率,大幅提升企业自身的制程能力界限,降低对技术人员的增加,避免反复的较大的设备资本投入。
技术特征:
1.一种回流焊接波峰焊接相结合的高制程焊接工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的回流焊接波峰焊接相结合的高制程焊接工艺,其特征在于:所述s1中的焊接对象为电路板的焊接起始面电子设计稿,并基于gerberview软件进行数据确认以识别出回流焊接与波峰焊接的区域。
3.根据权利要求1所述的回流焊接波峰焊接相结合的高制程焊接工艺,其特征在于,所述s2中的锡膏印刷和检测操作的步骤为:
4.根据权利要求1所述的回流焊接波峰焊接相结合的高制程焊接工艺,其特征在于,所述s3中的自动点胶和自动贴片操作的步骤为:
5.根据权利要求1所述的回流焊接波峰焊接相结合的高制程焊接工艺,其特征在于,所述s4中的回流焊接和光学检测操作的步骤为:
6.根据权利要求1所述的回流焊接波峰焊接相结合的高制程焊接工艺,其特征在于,所述s7焊接后对焊点与器件进行形貌检查。
7.根据权利要求1所述的回流焊接波峰焊接相结合的高制程焊接工艺,其特征在于,所述s6中每个插装件周围的限定范围为15mm以内。
8.根据权利要求3所述的回流焊接波峰焊接相结合的高制程焊接工艺,其特征在于,所述s21中锡膏印刷转移钢网的厚度范围为80~120um。
9.根据权利要求4所述的回流焊接波峰焊接相结合的高制程焊接工艺,其特征在于,所述s41中焊接时的温度范围为230~245℃。
10.根据权利要求4所述的回流焊接波峰焊接相结合的高制程焊接工艺,其特征在于,所述s41中回流时控制在217~220℃范围内持续30~80s;所述s41恒温时控制在150~190℃范围内持续60~120s。
技术总结
本发明公开了一种回流焊接波峰焊接相结合的高制程焊接工艺,包括以下步骤:在焊接对象上的识别出回流焊接与波峰焊接的区域;在回流焊接的区域中依次进行锡膏印刷和检测操作;对上一步骤操作后的区域进行自动点胶和自动贴片操作;上一步骤操作后的区域进行回流焊接和光学检测操作;在波峰焊接的区域内的电路板上装入载具并进行插装件安装;将每个插装件周围限定范围与回流焊接的区域所重合的区域与波峰焊接的区域合并形成新的波峰焊接的区域;对所形成新的波峰焊接的区域进行波峰焊接。本发明能够大幅提升企业自身的制程能力界限,提高焊接直通率。
技术研发人员:何洁,杨同兴,陈希立,曹海霞,韩冬冬,牛亮,卢艳辉
受保护的技术使用者:北京柏瑞安电子技术有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!