激光焊接异常处理系统、方法、装置及存储介质与流程
本申请涉及焊接,尤其涉及一种激光焊接异常处理系统、方法、装置及存储介质。
背景技术:
1、为了实现对激光焊接机的控制,目前采用可编程逻辑控制器或控制板卡作为控制单元,控制激光焊接机。但是,随着激光焊接技术的不断进步,对可编程逻辑控制器或控制板卡的要求越来越高,可编程逻辑控制器或控制板卡无法提供大量的计算资源和存储资源,进而无法实现对激光焊接过程中异常焊接点的检测和处理。因此,如何实现对激光焊接过程中异常焊接点的检测和处理是目前亟待解决的问题。
技术实现思路
1、鉴于上述问题,本申请提供一种激光焊接异常处理系统、方法、装置及存储介质,解决了如何实现对激光焊接过程中异常焊接点的检测和处理的问题。
2、为解决上述技术问题,本申请提出以下方案:
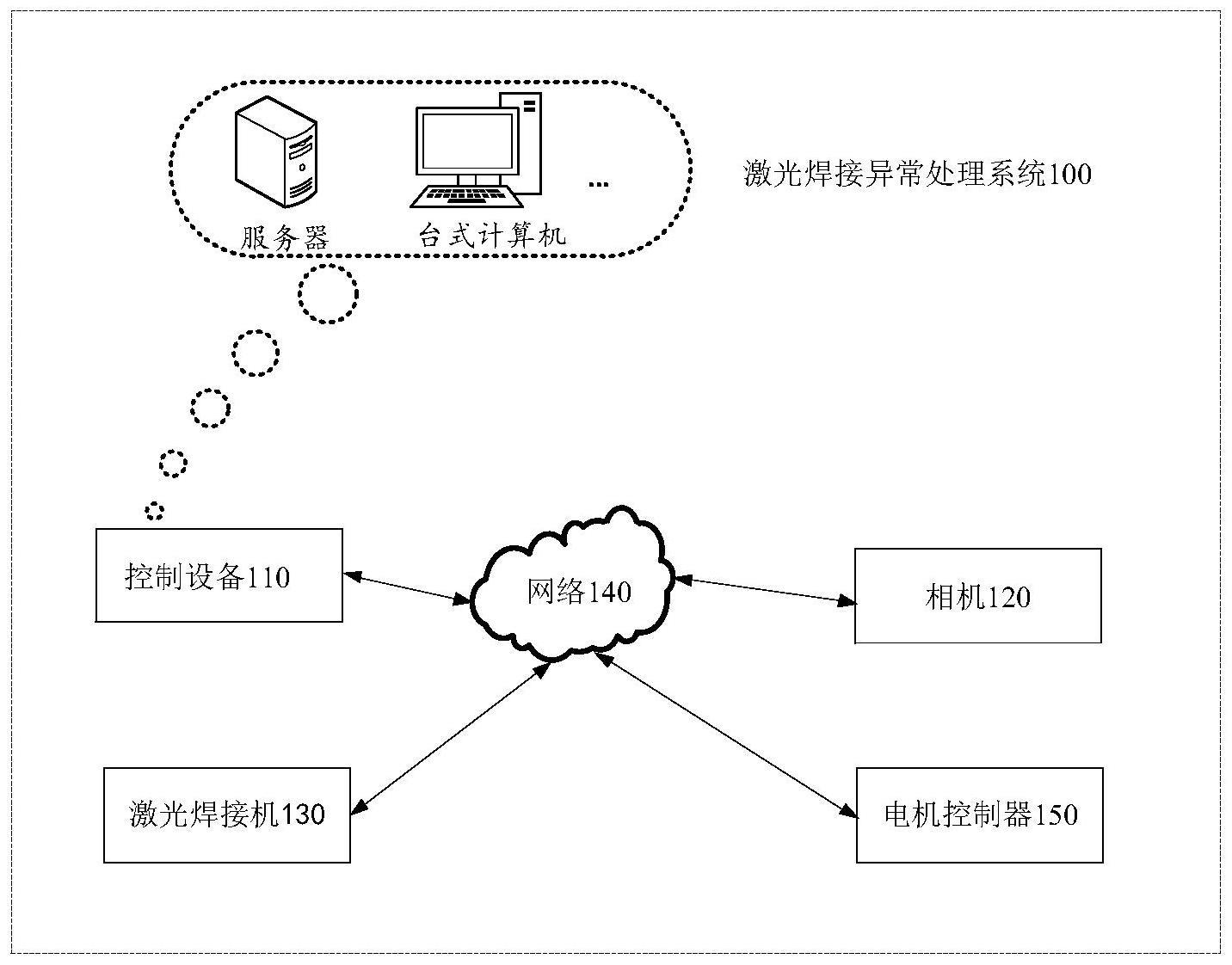
3、第一方面,本申请提供了一种激光焊接异常处理系统,系统包括:控制设备、相机和激光焊接机,控制设备用于:根据相机获取的多个焊接画面预测激光焊接机对多个焊接画面中的焊接点的焊接效果;当预测结果指示激光焊接机对焊接点的焊接效果不合格时,记录焊接点的坐标至异常信息容器;以及控制激光焊接机修复异常信息容器中的焊接点。
4、结合第一方面,在一种可能的实现方式中,焊接点在印制电路(pcb)板上,多个焊接画面为pcb板上同一区域预设时间范围内不同光源下的焊接画面。
5、结合第一方面,在另一种可能的实现方式中,控制设备具体用于:对多个焊接画面进行图像处理,以确定多个焊接画面之间的差异性;根据差异性确定多个焊接画面上焊接点的焊接效果。
6、结合第一方面,在另一种可能的实现方式中,控制设备还用于:当pcb板上所有焊接点焊接完成后,基于异常信息容器中的异常焊接点的焊接效果确定异常焊接点是否可以修复;若是,控制激光焊接机重新焊接异常焊接点,并从异常信息容器中删除异常焊接点的坐标;若否,将异常焊接点的坐标记录至缺陷容器中,并从异常信息容器中删除异常焊接点的坐标。
7、结合第一方面,在另一种可能的实现方式中,控制设备还用于:确定异常信息容器中是否存在焊接点坐标;若是,控制相机重新拍摄异常信息容器中焊接点所在区域的焊接画面;根据异常信息容器中焊接点所在区域的焊接画面预测激光焊接机对异常信息容器中焊接点的焊接效果。
8、结合第一方面,在另一种可能的实现方式中,系统还包括电机控制器,控制设备还用于:当激光焊接机自检正常时,驱动电机控制器移动其载物平台;以及发送焊接参数至激光焊接机,以控制激光焊接机根据焊接参数焊接载物平台上的焊接点。
9、结合第一方面,在另一种可能的实现方式中,控制设备还用于:当预测结果指示激光焊接机对焊接点的焊接效果合格,结束焊接。
10、第二方面,本申请提供了一种激光焊接异常处理方法,方法包括:根据相机获取的多个焊接画面预测激光焊接机对多个焊接画面中的焊接点的焊接效果;当预测结果指示激光焊接机对焊接点的焊接效果不合格时,记录焊接点的坐标至异常信息容器;以及控制激光焊接机修复异常信息容器中的焊接点。
11、结合第二方面,在一种可能的实现方式中,焊接点在印制电路(pcb)板上,多个焊接画面为pcb板上同一区域预设时间范围内不同光源下的焊接画面。
12、结合第二方面,在另一种可能的实现方式中,多个焊接画面进行图像处理,以确定多个焊接画面之间的差异性;根据差异性确定多个焊接画面上焊接点的焊接效果。
13、结合第二方面,在另一种可能的实现方式中,当pcb板上所有焊接点焊接完成后,基于异常信息容器中的异常焊接点的焊接效果确定异常焊接点是否可以修复;若是,控制激光焊接机重新焊接异常焊接点,并从异常信息容器中删除异常焊接点的坐标;若否,将异常焊接点的坐标记录至缺陷容器中,并从异常信息容器中删除异常焊接点的坐标。
14、结合第二方面,在另一种可能的实现方式中,确定异常信息容器中是否存在焊接点坐标;若是,控制相机重新拍摄异常信息容器中焊接点所在区域的焊接画面;根据异常信息容器中焊接点所在区域的焊接画面预测激光焊接机对异常信息容器中焊接点的焊接效果。
15、结合第二方面,在另一种可能的实现方式中,当激光焊接机自检正常时,驱动电机控制器移动其载物平台;以及发送焊接参数至激光焊接机,以控制激光焊接机根据焊接参数焊接载物平台上的焊接点。
16、结合第二方面,在另一种可能的实现方式中,当预测结果指示激光焊接机对焊接点的焊接效果合格,结束焊接。
17、为了实现上述目的,根据本申请的第三方面,提供了一种激光焊接异常处理装置,所述装置包括至少一个处理器、以及与处理器连接的至少一个存储器、显示器、总线;其中,处理器、存储器、显示器通过总线完成相互间的通信;处理器用于执行调用存储器中的程序指令,以执行上述第二方面的激光焊接异常处理方法;显示器用于获取焊接参数,焊接参数包括焊接对象的硬件参数、激光焊接机的能量密度和光源强度,并显示相机获取的多个焊接画面以及焊接效果。
18、为了实现上述目的,根据本申请的第四方面,提供了一种存储介质,所述存储介质包括存储的程序,其中,在所述程序运行时控制所述存储介质所在设备执行上述第二方面的激光焊接异常处理方法。
19、借由上述技术方案,本申请提供的技术方案至少具有下列优点:
20、由于本申请激光焊接异常处理系统包括控制设备,控制设备可以提供大量的计算资源和存储资源,因此可以通过控制设备对激光焊接机的焊接效果进行预测,并对焊接效果不合格的焊接点进行处理。除此之外,还可以实现生产系统的固化,避免现有技术中使用可编程逻辑控制器或控制板卡作为控制单元,需要对其进行更新迭代,造成的无法固化生产系统。
技术特征:
1.一种激光焊接异常处理系统,其特征在于,所述系统包括:控制设备110、相机120和激光焊接机130,所述控制设备110用于:
2.根据权利要求1所述的激光焊接异常处理系统,其特征在于,所述焊接点在印制电路(pcb)板上,所述多个焊接画面为所述pcb板上同一区域预设时间范围内不同光源下的焊接画面。
3.根据权利要求2所述的激光焊接异常处理系统,其特征在于,所述控制设备110具体用于:
4.根据权利要求3所述的激光焊接异常处理系统,其特征在于,所述控制设备110还用于:
5.根据权利要求4所述的激光焊接异常处理系统,其特征在于,所述控制设备110还用于:
6.根据权利要求1所述的激光焊接异常处理系统,其特征在于,所述系统还包括电机控制器150,所述控制设备110还用于:
7.根据权利要求1所述的激光焊接异常处理系统,其特征在于,所述控制设备110还用于:
8.一种激光焊接异常处理方法,其特征在于,应用于如权利要求1至7中任一项所述的激光焊接异常处理系统,所述方法包括:
9.一种激光焊接异常处理装置,其特征在于,所述装置包括:至少一个处理器、以及与处理器连接的至少一个存储器、显示器、总线;其中,所述处理器、所述存储器、所述显示器通过所述总线完成相互间的通信;
10.一种存储介质,其特征在于,所述存储介质包括存储的程序,其中,在所述程序运行时控制所述存储介质所在设备执行如权利要求8所述的方法。
技术总结
本申请提供一种激光焊接异常处理系统、方法、装置及存储介质,涉及焊机技术领域。系统包括:控制设备、相机和激光焊接机,控制设备用于:根据相机获取的多个焊接画面预测激光焊接机对多个焊接画面中的焊接点的焊接效果;当预测结果指示激光焊接机对焊接点的焊接效果不合格时,记录焊接点的坐标至异常信息容器;以及控制激光焊接机修复异常信息容器中的焊接点。由于本申请激光焊接异常处理系统包括控制设备,控制设备可以提供大量的计算资源和存储资源,因此可以通过控制设备对激光焊接机的焊接效果进行预测,并对焊接效果不合格的焊接点进行处理。除此之外,还可以实现生产系统的固化。
技术研发人员:黄星桦,甄畅,胡恒广,闫冬成,刘元奇,高会冻,彭孟菲,何悦
受保护的技术使用者:河北光兴半导体技术有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!