生瓷片加工流水线及生瓷片的加工方法与流程
本发明涉及pcb板加工,尤其涉及一种生瓷片加工流水线及生瓷片的加工方法。
背景技术:
1、在对pcb板制作时,在生瓷片上印刷电路图形或电容、电阻等无源元件,之后将生瓷片叠压成多层并烧结,最终制成低温共烧陶瓷电路基板。
2、目前,生瓷片的加工设备功能单一,生产线的集成性较差,不同的加工工序在不同的厂房之间进行,导致生产效率较低。
3、因此,亟需一种生瓷片加工流水线及生瓷片的加工方法来解决上述问题。
技术实现思路
1、本发明的目的在于提供一种生瓷片加工流水线及生瓷片的加工方法,以解决现有技术中存在的生瓷片的加工效率较低的技术问题。
2、如上构思,本发明所采用的技术方案是:
3、生瓷片加工流水线,包括:
4、上料工位,所述上料工位处能够存储待加工产品;
5、加工工位,所述上料工位处的所述待加工产品能够被输送至所述加工工位,所述加工工位用于对所述待加工产品进行加工;
6、检测工位,在所述加工工位处完成加工的产品能够被输送至所述检测工位,所述检测工位能够判断完成加工的所述产品是否合格;
7、下料工位,经由所述检测工位的所述产品能够被输送至所述下料工位。
8、可选地,所述检测工位包括视觉检测件,所述视觉检测件能够对输送至所述检测工位的产品进行合格检测。
9、可选地,所述检测工位还包括移动平台,在所述加工工位处完成加工的产品能够被输送至所述移动平台,所述移动平台能够相对所述视觉检测件移动。
10、可选地,所述生瓷片加工流水线包括第一产品移动装置,所述第一产品移动装置用于将所述加工工位处的产品移动至所述检测工位。
11、可选地,所述生瓷片加工流水线包括第二产品移动装置,所述第二产品移动装置用于将所述检测工位处的产品移动至所述下料工位。
12、可选地,所述下料工位包括合格产品存储位和不合格产品存储位,合格的所述产品能够被输送至所述合格产品存储位,不合格的所述产品能够被输送至所述不合格产品存储位。
13、可选地,所述合格产品存储位和所述不合格产品存储位为并排设置的产品缓存架。
14、可选地,所述不合格产品存储位为回收盒,所述合格产品存储位为产品缓存架,所述回收盒位于所述产品缓存架的前侧。
15、可选地,所述生瓷片加工流水线还包括除尘工位,所述除尘工位位于所述加工工位和所述检测工位之间。
16、可选地,所述除尘工位包括吸尘机构,自所述加工工位输出的所述产品能够被输送至所述吸尘机构。
17、可选地,所述吸尘机构包括吸尘组件和与所述吸尘组件连通的集尘器,所述吸尘组件能够将所述产品表面的灰尘吸至所述集尘器。
18、可选地,所述加工工位包括打孔装置、开窗装置和划线装置的中的至少一个。
19、生瓷片的加工方法,包括以下步骤:
20、s1、将待加工产品存储至上料工位;
21、s2、将所述上料工位处的所述待加工产品输送至加工工位,所述加工工位对所述待加工产品进行加工以形成产品;
22、s3、将所述加工工位处完成加工的所述产品输送至检测工位,所述检测工位判断所述产品是否合格;
23、s4、将经由所述检测工位的产品输送至下料工位。
24、可选地,所述下料工位包括合格产品存储位和不合格产品存储位;
25、所述将经由所述检测工位的产品输送至下料工位包括:
26、将合格的所述产品输送至所述合格产品存储位,将不合格的所述产品输送至所述不合格产品存储位。
27、可选地,在所述步骤s2和所述步骤s3之间还需要进行以下步骤:
28、将所述加工工位处完成加工的所述产品输送至除尘工位,所述除尘工位对所述产品进行除尘后,再将所述产品输送至所述检测工位。
29、本发明的有益效果:
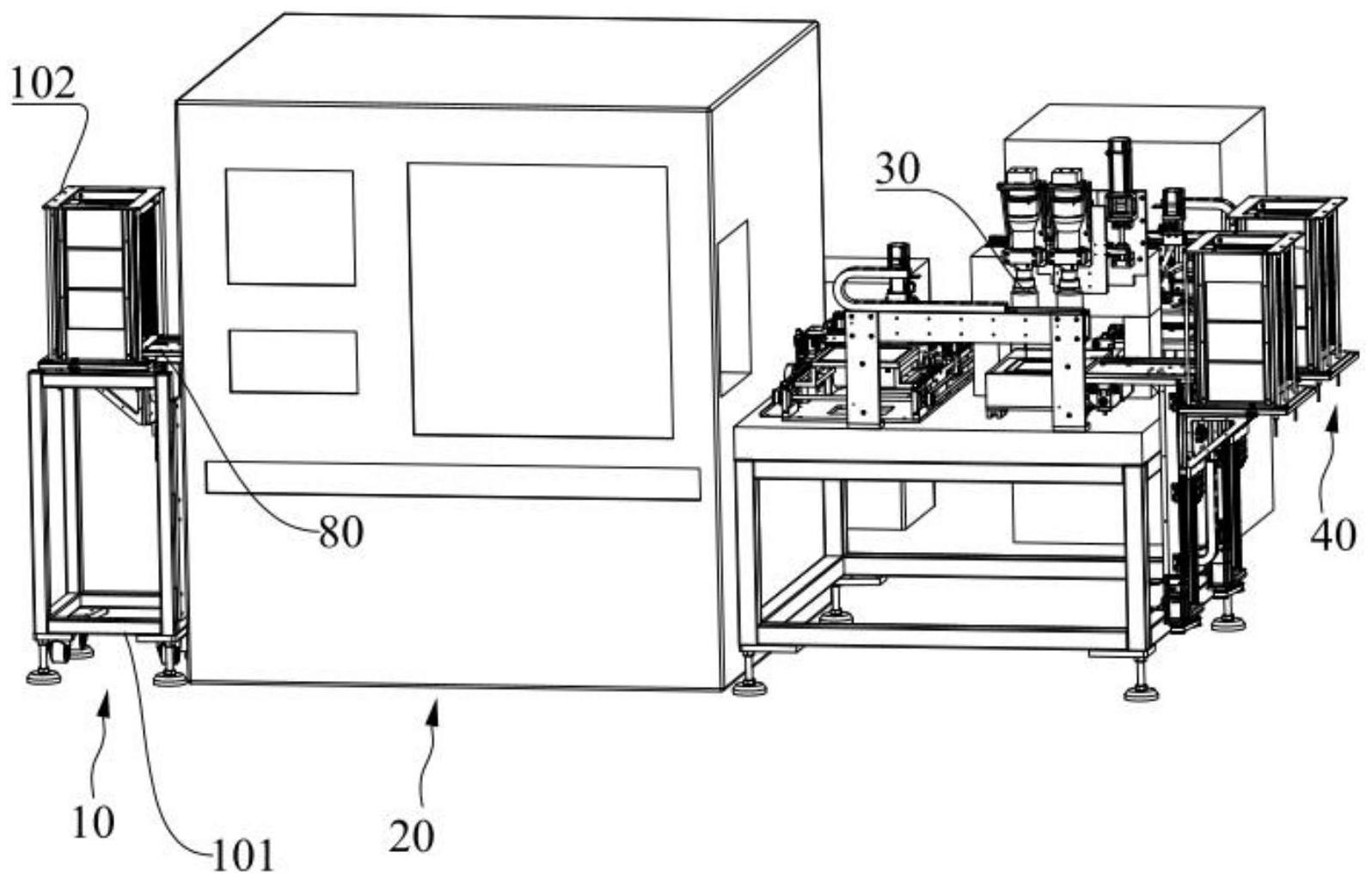
30、本发明提出的生瓷片加工流水线集成有上料工位、加工工位、检测工位和下料工位,待加工产品存储在上料工位。在对产品进行加工时,上料工位处的待加工产品被输送至加工工位,加工工位完成对待加工产品的加工,从而形成产品。产品在检测工位处进行合格检测,检测完成后将产品输送至下料工位。生瓷片加工流水线集成有上料、加工、检测等功能,使得生瓷片加工的不同工序在该生瓷片加工流水线处均可进行,提高生产效率。
31、本发明提出的生瓷片的加工方法,在对产品进行加工时,上料工位处的待加工产品被输送至加工工位,加工工位完成对待加工产品的加工,从而形成产品。产品在检测工位处进行合格检测,检测完成后将产品输送至下料工位,也即完成生瓷片的连续生产,提高生瓷片的加工效率。
技术特征:
1.生瓷片加工流水线,其特征在于,包括:
2.根据权利要求1所述的生瓷片加工流水线,其特征在于,所述检测工位包括视觉检测件,所述视觉检测件能够对输送至所述检测工位的产品进行合格检测。
3.根据权利要求2所述的生瓷片加工流水线,其特征在于,所述检测工位还包括移动平台,在所述加工工位处完成加工的产品能够被输送至所述移动平台,所述移动平台能够相对所述视觉检测件移动。
4.根据权利要求1所述的生瓷片加工流水线,其特征在于,所述生瓷片加工流水线包括第一产品移动装置,所述第一产品移动装置用于将所述加工工位处的产品移动至所述检测工位。
5.根据权利要求1所述的生瓷片加工流水线,其特征在于,所述生瓷片加工流水线包括第二产品移动装置,所述第二产品移动装置用于将所述检测工位处的产品移动至所述下料工位。
6.根据权利要求1所述的生瓷片加工流水线,其特征在于,所述下料工位包括合格产品存储位和不合格产品存储位,合格的所述产品能够被输送至所述合格产品存储位,不合格的所述产品能够被输送至所述不合格产品存储位。
7.根据权利要求6所述的生瓷片加工流水线,其特征在于,所述合格产品存储位和所述不合格产品存储位为并排设置的产品缓存架。
8.根据权利要求6所述的生瓷片加工流水线,其特征在于,所述不合格产品存储位为回收盒,所述合格产品存储位为产品缓存架,所述回收盒位于所述产品缓存架的前侧。
9.根据权利要求1-8任一项所述的生瓷片加工流水线,其特征在于,所述生瓷片加工流水线还包括除尘工位,所述除尘工位位于所述加工工位和所述检测工位之间。
10.根据权利要求9所述的生瓷片加工流水线,其特征在于,所述除尘工位包括吸尘机构,自所述加工工位输出的所述产品能够被输送至所述吸尘机构。
11.根据权利要求10所述的生瓷片加工流水线,其特征在于,所述吸尘机构包括吸尘组件和与所述吸尘组件连通的集尘器,所述吸尘组件能够将所述产品表面的灰尘吸至所述集尘器。
12.根据权利要求1-8任一项所述的生瓷片加工流水线,其特征在于,所述加工工位包括打孔装置、开窗装置和划线装置的中的至少一个。
13.生瓷片的加工方法,其特征在于,包括以下步骤:
14.根据权利要求13所述的生瓷片的加工方法,其特征在于,所述下料工位包括合格产品存储位和不合格产品存储位;
15.根据权利要求13所述的生瓷片的加工方法,其特征在于,在所述步骤s2和所述步骤s3之间还需要进行以下步骤:
技术总结
本发明公开了一种生瓷片加工流水线及生瓷片的加工方法,其属于PCB板加工技术领域,生瓷片加工流水线包括上料工位、加工工位、检测工位和下料工位。所述上料工位处能够存储待加工产品;所述上料工位处的所述待加工产品能够被输送至所述加工工位,所述加工工位用于对所述待加工产品进行加工;在所述加工工位处完成加工的产品能够被输送至所述检测工位,所述检测工位能够判断完成加工的所述产品是否合格;经由所述检测工位的所述产品能够被输送至所述下料工位。本发明使得生瓷片的加工效率得以提高。
技术研发人员:任少伟,杨超,孟凡辉,卢勇勇
受保护的技术使用者:苏州维嘉科技股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!