一种高纵横比小间距孔的钻孔方法与流程
本发明涉及印制线路板制作,具体涉及一种高纵横比小间距孔的钻孔方法。
背景技术:
1、随着电子产品的不断微型化和高集成化,线路板逐渐迈向高精密细线路、小孔径、高纵横比(6:1-10:1)方向发展,线路板的高精密化、孔径细小化、孔间距窄化、高厚径比化和线距窄化的发展趋势增加了线路板制作的难度。
2、孔金属化工艺是印制电路板中最为重要的工序之一,关系到多层印制电路板内在质量的好坏,主要工作是在多层印制电路板上钻出所需的孔、把孔内的钻污去除,孔壁层沉积导电金属铜,实现良好的电气互连。其中钻孔的加工方法包括:数控钻孔、激光钻孔、化学蚀孔等,目前对于孔径0.15mm的孔都采用数控钻孔,是数控钻机在电脑的控制下,按照钻带资料利用不同直径的钻咀根据相应的加工参数依次钻孔,一次性在印制电路板上得到所有所需的导通孔。
3、而对于孔间距在0.075mm~0.18mm间的两个孔,由于孔间距太近,钻第二个孔时,切削出的粉尘屑容易掉入相邻处先钻出的第一个孔内,从而造成堵孔,对于厚径比(板厚/钻头直径)≥10:1的板子,沉铜处理中很难清洗掉孔内的粉尘,导致孔壁沉铜不上,从而后期电镀出现孔无铜和电测试开路的产品报废问题。
技术实现思路
1、本发明针对上述现有的技术缺陷,提供一种高纵横比小间距孔的钻孔方法,通过对先钻的第一通孔进行返钻,以去除孔内的粉尘,解决高纵横比小间距孔粉尘堵孔导致后期电镀孔无铜的品质异常问题。
2、为了解决上述技术问题,本发明提供了一种高纵横比小间距孔的钻孔方法,包括以下步骤:
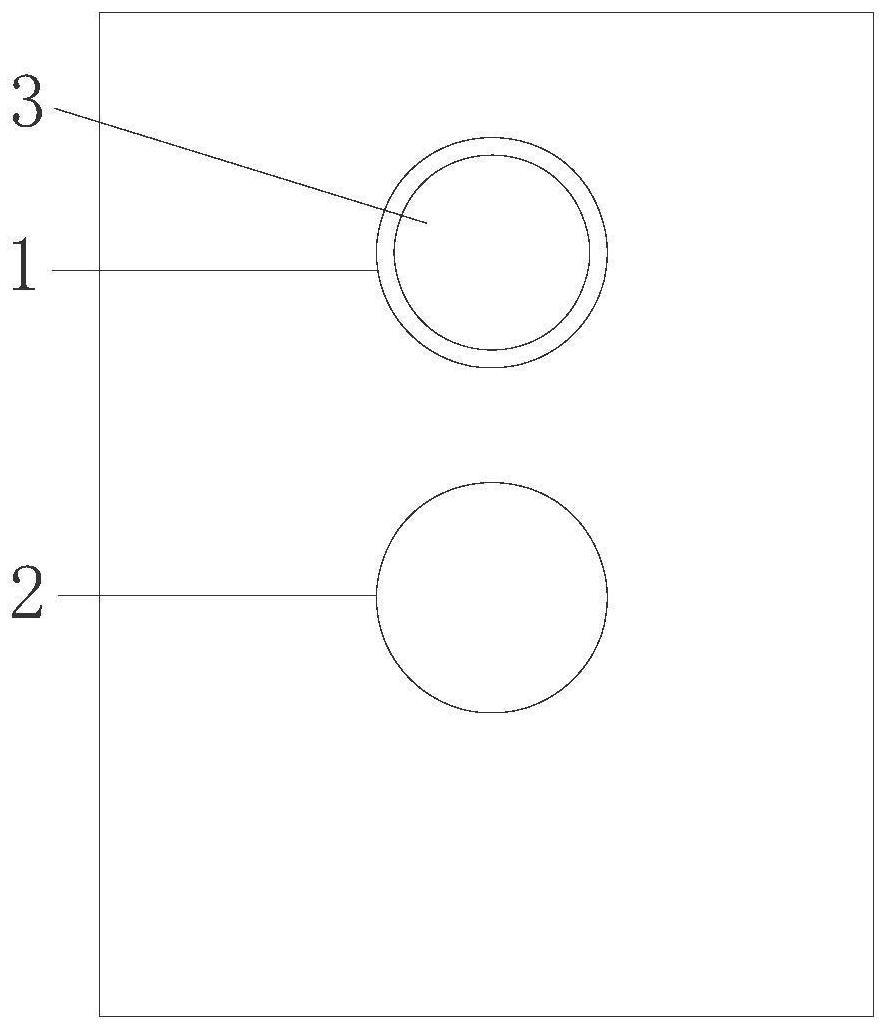
3、s1、准备生产板,在生产板上设有至少两个孔间距在0.075mm~0.18mm的第一钻孔位和第二钻孔位,所述第一钻孔位的孔径≤第二钻孔位的孔径;
4、s2、依次在第一钻孔位和第二钻孔位处钻出第一通孔和第二通孔;
5、s3、对第一通孔进行返钻,且返钻时的钻咀外径小于第一通孔的孔径。
6、进一步的,当第一钻孔位的孔径小于第二钻孔位的孔径时,采用不同大小的钻咀分别第一通孔和第二通孔,且钻咀的外径与第一通孔的孔径。
7、进一步的,步骤s2中,当第一钻孔位的孔径与第二钻孔位的孔径相同时,采用两个钻咀分别钻出第一通孔和第二通孔,且两个钻咀的外径相同。
8、进一步的,步骤s2中,在第一个钻咀钻出第一通孔后,通过换刀操作将第一个钻咀换成另一个钻咀,而后再钻出第二通孔。
9、进一步的,步骤s2中,所述第一通孔和第二通孔的厚径比均≥10:1。
10、进一步的,步骤s3中,返钻时的钻咀外径比第一通孔的孔径小0.05mm。
11、进一步的,步骤s3之后还包括以下步骤:
12、s4、对生产板进行高压水洗处理;
13、s5、对生产板进行吹孔处理。
14、进一步的,步骤s4中,高压水洗时的压力为10-20kg/cm2,水流量控制在3±1l/min。
15、进一步的,步骤s5中,吹孔处理时的气压控制在4-12kpa。
16、进一步的,所述生产板为由半固化片将内层芯板和外层铜箔压合为一体的多层板。
17、与现有技术相比,本发明具有如下有益效果:
18、本发明中,在依次钻出第一通孔和第二通孔后,通过对先钻的第一通孔进行返钻,以去除孔内的粉尘,解决高纵横比小间距孔粉尘堵孔导致后期电镀孔无铜的品质异常问题;且返钻时采用的钻咀外径小于第一通孔的孔径,这样同轴心下钻时,在可有效去除孔内粉尘的同时,又可确保返钻时的钻咀不会碰到第一通孔的孔壁,避免采用与第一通孔孔径相同的钻咀进行返钻时,因钻机对位精度和加工误差等因素影响导致出现钻偏的问题,进而导致第一通孔孔变形和孔损坏,从而确保了钻孔的品质。
19、其次,在第一通孔和第二通孔的孔径不相同时,采用不同大小的钻咀分别钻出第一通孔和第二通孔,且钻孔时均是需先钻出尺寸比较小的孔,再钻尺寸比较大的孔;而在第一通孔和第二通孔的孔径相同时,如果采用同一钻咀连续钻出两个孔,因生产板和钻咀上均存在钻第一通孔时产生的高温,导致钻第二通孔的过程中温度集聚而使局部温度过高,生产板上的树脂介质层出现熔融状态而导致排屑困难,因此本发明中采用两个钻咀分别钻出第一通孔和第二通孔,在钻完第一通孔后需换一个钻咀再钻第二通孔,此时更换的钻咀上因还未进行钻孔操作而无高温,进而可避免相邻的孔采用同一钻咀进行连续加工时因局部温度过高导致排屑困难的问题。
20、此外,在返钻后还增加了高压水洗和吹孔处理,从而对孔进行清洗和强风吹,进一步清洁孔内粉尘,避免堵孔。
技术特征:
1.一种高纵横比小间距孔的钻孔方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的高纵横比小间距孔的钻孔方法,其特征在于,当第一钻孔位的孔径小于第二钻孔位的孔径时,采用不同大小的钻咀分别钻出第一通孔和第二通孔。
3.根据权利要求1所述的高纵横比小间距孔的钻孔方法,其特征在于,步骤s2中,当第一钻孔位的孔径与第二钻孔位的孔径相同时,采用两个钻咀分别钻出第一通孔和第二通孔,且两个钻咀的外径相同。
4.根据权利要求3所述的高纵横比小间距孔的钻孔方法,其特征在于,步骤s2中,在第一个钻咀钻出第一通孔后,通过换刀操作将第一个钻咀换成另一个钻咀,而后再钻出第二通孔。
5.根据权利要求1所述的高纵横比小间距孔的钻孔方法,其特征在于,步骤s2中,所述第一通孔和第二通孔的厚径比均≥10:1。
6.根据权利要求1所述的高纵横比小间距孔的钻孔方法,其特征在于,步骤s3中,返钻时的钻咀外径比第一通孔的孔径小0.05mm。
7.根据权利要求1-5任一项所述的高纵横比小间距孔的钻孔方法,其特征在于,步骤s3之后还包括以下步骤:
8.根据权利要求7所述的高纵横比小间距孔的钻孔方法,其特征在于,步骤s4中,高压水洗时的压力为10-20kg/cm2,水流量控制在3±1l/min。
9.根据权利要求7所述的高纵横比小间距孔的钻孔方法,其特征在于,步骤s5中,吹孔处理时的气压控制在4-12kpa。
10.根据权利要求1所述的高纵横比小间距孔的钻孔方法,其特征在于,所述生产板为由半固化片将内层芯板和外层铜箔压合为一体的多层板。
技术总结
本发明公开了一种高纵横比小间距孔的钻孔方法,包括以下步骤:准备生产板,在生产板上设有至少两个孔间距在0.075mm~0.18mm的第一钻孔位和第二钻孔位,所述第一钻孔位的孔径≤第二钻孔位的孔径;依次在第一钻孔位和第二钻孔位处钻出第一通孔和第二通孔;对第一通孔进行返钻,且返钻时的钻咀外径小于第一通孔的孔径。本发明方法通过对先钻的第一通孔进行返钻,以去除孔内的粉尘,解决高纵横比小间距孔粉尘堵孔导致后期电镀孔无铜的品质异常问题。
技术研发人员:敖四超,汪广明,何园林,陈杰
受保护的技术使用者:珠海崇达电路技术有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!