一种采用粉末冶金工艺制造的膜加热板的制作方法
本发明涉及加热器设备,特别涉及一种采用粉末冶金工艺制造的膜加热板。
背景技术:
1、厚膜加热技术是在一块基板,如不锈钢钢板、陶瓷、玻璃或铝合金板上采用厚膜丝网印刷工艺,先后在基板上印刷绝缘介质、加热电阻、导体和绝缘保护层,经高温烧结而成的加热器件。目前厚膜热能印刷技术已逐渐成熟,具有导热性能佳、散热面积大和安全性能高的特点。
2、为了充分利用加热板产生的热量,提高热效率,现有技术在加热基板的一侧增加散热翅片,该散热翅片材质采用铝合金并通过焊接工艺与基板焊接相连。铝合金翅片一般采用冲压工艺成型,对模具精度要求高、制造复杂、成本高,且受限于加工工艺,翅片形状单一,无法进行灵活的设计。
技术实现思路
1、本发明是为了克服上述现有技术中缺陷,提供一种采用粉末冶金工艺制造的膜加热板,其具有的散热结构通过粉末冶金工艺一体成型在基板上,如此能够充分利用热量,保证热效率,同时散热结构加工更加方便且散热结构能够更加灵活多变。
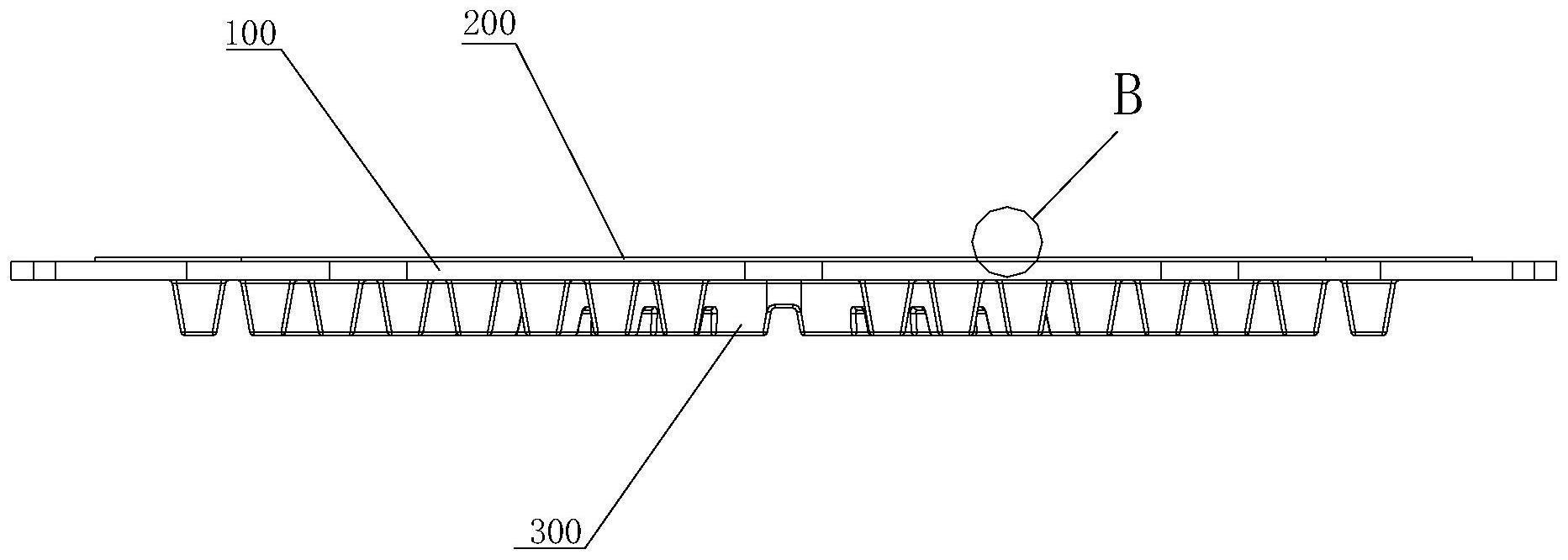
2、为实现上述目的,本发明提供一种采用粉末冶金工艺制造的膜加热板,包括基板、加热结构和散热结构,所述加热结构成型在基板的上表面上,所述散热结构采用粉末冶金工艺一体成型在基板的下表面上。
3、进一步设置为:所述加热结构包括由下而上依次布置的绝缘介质层、导电层、保护层和密封层。
4、进一步设置为:所述绝缘介质层、导电层和保护层通过非共烧的形式逐层印刷烧结形成。
5、进一步设置为:所述绝缘介质层和保护层均由玻璃材料制成。
6、进一步设置为:所述密封层由树脂材料制成并通过注塑的方式成型在基板上以将绝缘介质层、导电层和保护层包裹。
7、进一步设置为:所述散热结构的竖向截面形状为锯齿形。
8、进一步设置为:所述散热结构的下表面上设置有若干排凹槽。
9、与现有技术相比,本发明结构简单、合理,散热结构采用粉末冶金工艺一体成型在基板上,如此相比于现有技术在基板上额外焊接翅片散热结构简化了加工工序,提高了生产效率;粉末冶金工艺可以通过修改模具使散热结构设计灵活多样,更加符合热管理的要求,解决了现有技术中受加工工艺所限散热结构设计单一的问题;同时,散热结构的竖向截面形状为锯齿形且下表面上设置有若干排凹槽,如此有效保证了散热结构的散热性能,减轻了整体重量。
技术特征:
1.一种采用粉末冶金工艺制造的膜加热板,其特征在于,包括基板、加热结构和散热结构,所述加热结构成型在基板的上表面上,所述散热结构采用粉末冶金工艺一体成型在基板的下表面上。
2.根据权利要求1所述的一种采用粉末冶金工艺制造的膜加热板,其特征在于,所述加热结构包括由下而上依次布置的绝缘介质层、导电层、保护层和密封层。
3.根据权利要求2所述的一种采用粉末冶金工艺制造的膜加热板,其特征在于,所述绝缘介质层、导电层和保护层通过非共烧的形式逐层印刷烧结形成。
4.根据权利要求2所述的一种采用粉末冶金工艺制造的膜加热板,其特征在于,所述绝缘介质层和保护层均由玻璃材料制成。
5.根据权利要求2或3或4所述的一种采用粉末冶金工艺制造的膜加热板,其特征在于,所述密封层由树脂材料制成并通过注塑的方式成型在基板上以将绝缘介质层、导电层和保护层包裹。
6.根据权利要求1所述的一种采用粉末冶金工艺制造的膜加热板,其特征在于,所述散热结构的竖向截面形状为锯齿形。
7.根据权利要求6所述的一种采用粉末冶金工艺制造的膜加热板,其特征在于,所述散热结构的下表面上设置有若干排凹槽。
技术总结
本发明公开了一种采用粉末冶金工艺制造的膜加热板,包括基板、加热结构和散热结构,所述加热结构成型在基板的上表面上,所述散热结构采用粉末冶金工艺一体成型在基板的下表面上。本发明结构简单、合理,散热结构采用粉末冶金工艺一体成型在基板上,如此相比于现有技术在基板上额外焊接翅片散热结构简化了加工工序,提高了生产效率;粉末冶金工艺可以通过修改模具使散热结构设计灵活多样,更加符合热管理的要求,解决了现有技术中受加工工艺所限散热结构设计单一的问题。
技术研发人员:侯秋丰,吴晓勇,王禹,罗勇
受保护的技术使用者:浙江向隆机械有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!