一种插件电容应用在电子雷管上SMT生产的方法与流程
本发明涉及电子雷管,具体为一种插件电容应用在电子雷管上smt生产的方法。
背景技术:
1、随着电子雷管逐步全面替代导爆管雷管、工业电雷管、其它雷管等其他类型工业雷管,电子雷管迎来快速发展期,铝电解电容也开始在电子雷管中广泛应用起来。
2、但受限于电子雷管的尺寸,现有的铝电解电容器只能使用插件型铝电解电容器,其中,插件型铝电解电容器一般都是通过把电容引脚先剪短,然后在电容下面放置电容托架,再用点焊机焊接到电路板上,在生产过程中,pcb需要先回流焊,然后再放到特制夹具工装上点焊,工序比较复杂,效率也比较低,且由于电容是圆柱体,引脚容易放偏,产生虚焊,另外,电容托架在生产转移过程中,容易变形,进而影响注塑效果。
技术实现思路
1、为了克服现有技术存在的不足,本发明提供了一种用于电子雷管上插件电容的smt生产方法,其可减少铝电解电容应用于电子雷管上的生产工序,提高生产效率,保证生产质量。
2、本发明采用如下技术方案,一种用于电子雷管上插件电容的smt生产方法,其特征在于,包括以下步骤:
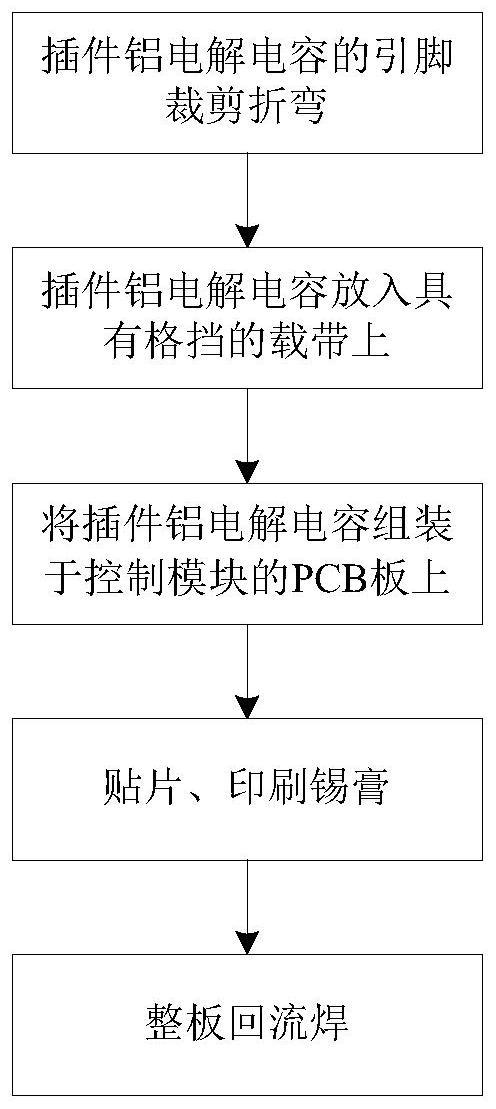
3、s1、将插件铝电解电容的引脚裁剪后折弯;
4、s2、将折弯后的所述插件铝电解电容放入具有格挡的载带上;
5、s3、组装:在电子雷管控制模块的pcb板上开有安装槽,从所述载带上将折弯后的所述插件铝电解电容放置于所述安装槽内,所述插件铝电解电容的引脚置于所述pcb板上的焊盘孔内;
6、s4、贴片:采用阶梯钢网在所述pcb板的焊盘上印刷锡膏,以在所述焊盘上形成不同厚度的锡膏层,随后将所述阶梯钢网自所述焊盘表面移开;
7、s5、将完成贴片的所述pcb板进行整板回流焊。
8、进一步地,位于所述插件铝电解电容引脚的所述焊盘孔处的区域具有大于所述焊盘上其他区域的锡膏层厚度;
9、进一步地,位于所述插件铝电解电容引脚的所述焊盘孔处的锡膏层厚度为0.2mm~0.3mm;
10、进一步地,所述焊盘上其他区域的锡膏层厚度为0.1mm~0.2mm;
11、进一步地,在所述步骤s4中,印刷锡膏,包括以下参数:锡膏保管温度为0-10℃,锡膏回温时间为3h-4h,锡膏搅拌时间为1-3min;
12、进一步地,在所述步骤s5中,通过回焊炉进行整板回流焊,以使得锡膏熔化焊接所述插件铝电解电容;
13、进一步地,所述回焊炉于130℃-170℃条件下以1.3℃/s-2.5℃/s升温,预热温度为130℃-170℃,预热时间为60s-120s,回流温度为183℃以上,回流时间为50s-90s;
14、进一步地,所述阶梯钢网的开窗比例为1:1.5;
15、进一步地,所述插件铝电解电容的引脚间距f为1.2±0.3mm;所述插件铝电解电容的引脚直径d为0.5±0.05mm。
16、进一步地,所述插件铝电解电容直径d为4.0±0.1mm;所述插件铝电解电容长度l为7.7mm~8.0mm;所述插件铝电解电容与所述引脚末端之间的高度差b为0.1mm~0.4mm;所述插件铝电解电容与所述引脚折弯处之间的距离k为1.2±0.3mm;所述引脚折弯后的长度为d/2+b。
17、本发明的有益效果是,插件铝电解电容组装完成后,只需进行贴片回流焊,减少了生产工序,提升了生产效率,以及采用pcb板作为电容支撑,无需现有的电容托架,工序简单,也降低了生产成本,具有较好的经济使用价值。
技术特征:
1.一种用于电子雷管上插件电容的smt生产方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种用于电子雷管上插件电容的smt生产方法,其特征在于,位于所述插件铝电解电容引脚的所述焊盘孔处的区域具有大于所述焊盘上其他区域的锡膏层厚度。
3.根据权利要求2所述的一种用于电子雷管上插件电容的smt生产方法,其特征在于,位于所述插件铝电解电容引脚的所述焊盘孔处的锡膏层厚度为0.2mm~0.3mm。
4.根据权利要求2所述的一种用于电子雷管上插件电容的smt生产方法,其特征在于,所述焊盘上其他区域的锡膏层厚度为0.1mm~0.2mm。
5.根据权利要求1所述的一种用于电子雷管上插件电容的smt生产方法,其特征在于,在所述步骤s4中,印刷锡膏,包括以下参数:锡膏保管温度为0-10℃,锡膏回温时间为3h-4h,锡膏搅拌时间为1-3min。
6.根据权利要求1所述的一种用于电子雷管上插件电容的smt生产方法,其特征在于,在所述步骤s5中,通过回焊炉进行整板回流焊,以使得锡膏熔化焊接所述插件铝电解电容。
7.根据权利要求6所述的一种用于电子雷管上插件电容的smt生产方法,其特征在于,所述回焊炉于130℃-170℃条件下以1.3℃/s-2.5℃/s升温,预热温度为130℃-170℃,预热时间为60s-120s,回流温度为183℃以上,回流时间为50s-90s。
8.根据权利要求1所述的一种用于电子雷管上插件电容的smt生产方法,其特征在于,所述阶梯钢网的开窗比例为1:1.5。
9.根据权利要求1所述的一种用于电子雷管上插件电容的smt生产方法,其特征在于,所述插件铝电解电容的引脚间距f为1.2±0.3mm;所述插件铝电解电容的引脚直径d为0.5±0.05mm。
10.根据权利要求1所述的一种用于电子雷管上插件电容的smt生产方法,其特征在于,所述插件铝电解电容直径d为4.0±0.1mm;所述插件铝电解电容长度l为7.7mm~8.0mm;所述插件铝电解电容与所述引脚末端之间的高度差b为0.1mm~0.4mm;所述插件铝电解电容与所述引脚折弯处之间的距离k为1.2±0.3mm;所述引脚折弯后的长度为d/2+b。
技术总结
本发明提供了一种用于电子雷管上插件电容的SMT生产方法,其可减少铝电解电容应用于电子雷管上的生产工序,提高生产效率,保证生产质量;包括以下步骤:S1、将插件铝电解电容的引脚裁剪后折弯;S2、将折弯后的插件铝电解电容放入具有格挡的载带上;S3、组装:在电子雷管控制模块的PCB板上开有安装槽,从载带上将折弯后的插件铝电解电容放置于安装槽内,插件铝电解电容的引脚置于PCB板上的焊盘孔内;S4、贴片:采用阶梯钢网在PCB板的焊盘上印刷锡膏,以在焊盘上形成不同厚度的锡膏层,随后将阶梯钢网自焊盘表面移开;S5、将完成贴片的PCB板进行整板回流焊。
技术研发人员:虞阳,王瑞,周旭,曲兵兵,赵先锋,张永刚,潘之炜
受保护的技术使用者:无锡盛景微电子股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!