一种导流片自动整列贴装机的制作方法
本发明涉及机械自动化贴装,特别涉及了一种导流片自动整列贴装机。
背景技术:
1、dbc基板是铜在高温条件下直接烧结到氧化铝或氮化铝陶瓷上的一种金属化基板,具有热导率高、载流能力强、绝缘性高等特点,广泛应用于电力电子器件、led、太阳能组件、半导体制冷器等各种产品领域中。随着许多电子产品对可靠性的要求越来越高,市场对dbc(陶瓷覆铜基板)需求量日益增大。目前生产的高性能基板,成本更低,寿命与可靠性更高。但目前的高性能基板组装,除了印胶采用半自动,其余工序均为手工模式,效率低,生产数量不能满足市场需求。
2、dbc(陶瓷覆铜基板)主要由陶瓷片和上方的导流片贴装而成,该产品每枚需要贴100-250(数量不等)的铜导流片,因为导流片数量多,并且导流片之间的间距要保证在误差范围之内,在进行导流片贴装时,手工效率低下并且贴装精度满足不了需求。因此,为实现高效高品质制作dbc产品,亟需一种能够对导流片自动整列的贴装机。
技术实现思路
1、本发明的目的是克服现有技术中dbc的导流片贴装效率低且贴装精度低的问题,提供了一种导流片自动整列贴装机,增加保压功能,取消后续压紧工序,节约人工,增加产品生产效率,在导流片吸附时真空度不足时进行干预,降低成品不良率。
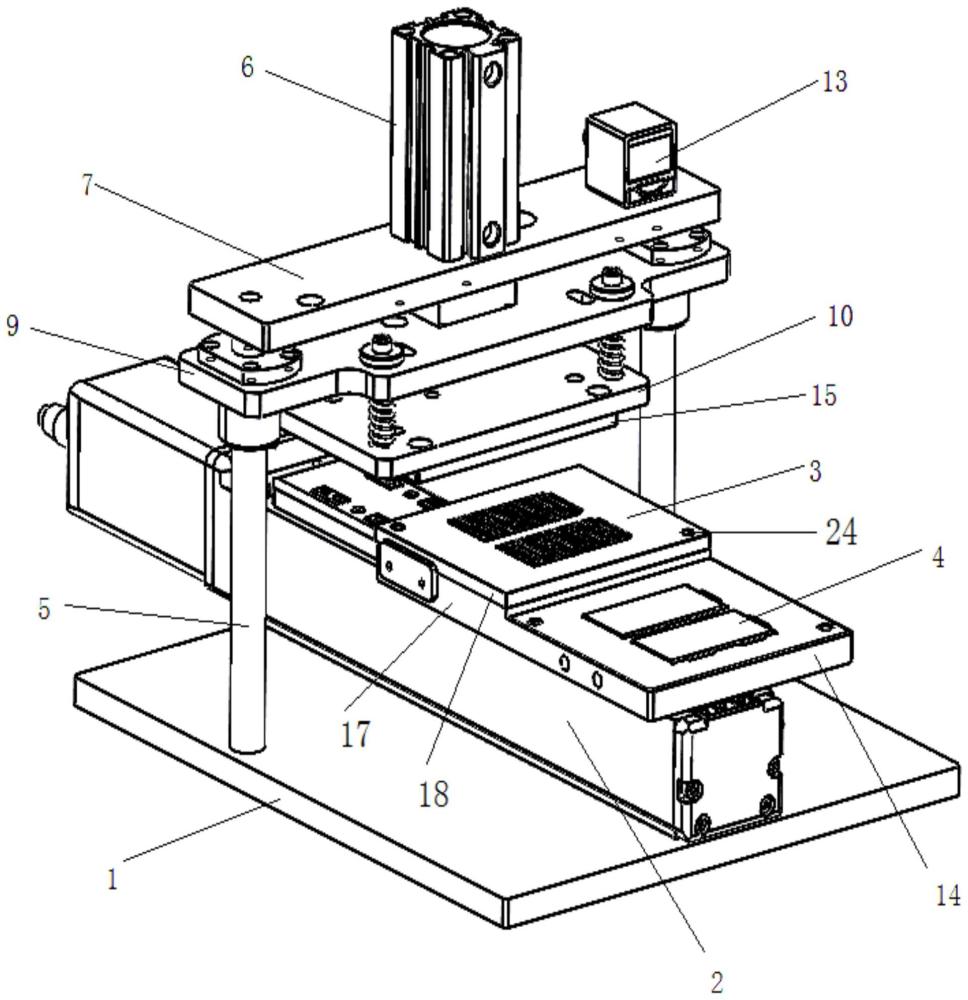
2、为了实现上述目的,本发明采用以下技术方案:包括底座以及安装在底座上的运载装置,所述底座上安装有支撑柱,所述支撑柱顶端安装有推动装置,所述推动装置下方固定安装有弹簧保压装置,所述弹簧保压装置底部安装有真空吸贴装置,所述推动装置上还安装有用于检测导流片吸附时真空度的检测装置。
3、利用真空吸贴装置,使导流片通过真空吸取,同时增加检测导流片吸附时真空度的检测装置,保证导流片漏料时,能够提醒工作人员,降低产品的不良率。同时,本发明贴装机增加了保压功能,利用弹簧保压装置,保证导流片完全和陶瓷片的贴合的同时取消后续压紧工序,节约人工,增加产品生产效率。
4、作为优选,所述弹簧保压装置包括第二限位板以及安装在支撑柱上的第一限位板,所述推动装置与第一限位板固定连接,所述真空吸贴装置安装在第二限位板下方,所述第一限位板与第二限位板之间设有弹簧机构。
5、原本产品贴装完成后需要增加压紧工位,保证导流片完全和陶瓷片的贴合,本发明的贴装机增加了弹簧机构,实现保压功能,取消后续压紧工序,节约人工,增加产品生产效率。
6、作为优选,所述弹簧机构包括安装在第二限位板上表面的螺纹柱,所述螺纹柱上套设有弹簧,所述螺纹柱的顶端从第一限位板上的插入孔上穿出,所述螺纹柱顶端设有限位螺母。
7、螺纹柱有四个,分别安装在第二限位板的四个角。限位螺母位于第一限位板的上表面,弹簧位于第一限位板与第二限位板之间。通过限位螺母与螺纹柱的配合,可以调整第一限位板与第二限位板之间的距离。
8、作为优选,所述推动装置包括安装在支撑柱顶端的气缸固定板,所述气缸固定板中部插设有气缸,所述气缸底部与弹簧保压装置固定连接。
9、气缸底部与弹簧保压装置固定连接,则推动气缸时,会带动弹簧保压装置一起移动,真空吸附装置又安装在弹簧保压装置底部,则真空吸附装置也会随之移动,从而实现导流片的吸附与贴装。
10、作为优选,所述运载装置包括安装在底座上的y轴模组以及安装在y轴模组并能在y轴模组上自由移动的载具,所述载具包括陶瓷片载具以及导流片载具。
11、陶瓷片载具与导流片载具为平行放置,但陶瓷片载具低于导流片载具,贴装机工作时,先将导流片载具移动至真空吸贴装置下,吸附位于导流片载具上的导流片,然后将陶瓷片载具移动至真空吸贴装置下,真空吸贴装置将西在其上的导流片贴装在位于陶瓷片载具上的陶瓷板上,实现导流片的吸附与贴装。
12、作为优选,所述导流片载具包括铝制平板以及安装在铝制平板上的有等间距方格孔的格栅片,导流片在方格孔中靠角放置。
13、设计批量阵列导流片的载具,导流片载具由铝制平板与等间距方格孔的格栅片构成,铜导流片在方格孔中靠角放置,实现产品的等间距阵列。
14、作为优选,所述真空吸贴装置包括真空吸板,所述真空吸板通过定位销孔安装在弹簧保压装置下方,所述真空吸板上设有若干真空气孔,所述真空气孔位置与导流片一一对应。便于真空吸取导流片。
15、作为优选,所述第一限位板上设有插入孔,所述插入孔内插设有限位装置,所述限位装置上设有用于插设支撑柱的内孔。限位装置用于固定弹簧保压装置同时限制第一限位板与推动装置的距离,保证推动装置能够推动弹簧保压装置,实现导流片的吸贴。
16、作为优选,所述格栅片使用定位销孔进行定位安装在铝制平板上,所述格栅片的方格孔下方设有真空孔。
17、每个方格孔下面设置真空孔,保证组装时导流片位置不发生变化,降低了因为导流片移动造成的产品不良。
18、作为优选,所述贴装机还包括夹取装置,所述夹取装置包括机械手以及与机械手连接的控制系统,所述控制系统连接有图像识别装置,所述图像识别装置安装在支撑柱以及弹簧保压装置上。
19、通过夹取装置,可以自动夹取陶瓷板到陶瓷片载具上以及夹取导流片到导流片载具上,并能在装贴完成后将dbc成品取下,提高工作效率。
20、因此,本发明具有如下有益效果:
21、1、利用真空吸贴装置吸附导流片,通过真空吸取,并同时增加检测装置,在导流片吸附过程中一直检测真空度,保证在导流片漏料时,能够提醒工作人员,从而降低产品(即dbc成品)的不良率;
22、3、贴装机增加了保压功能,利用弹簧保压装置,保证导流片完全和陶瓷片的贴合的同时取消后续压紧工序,节约人工,增加产品生产效率;
23、4、每个格栅片上的方格孔下面都设置真空孔,保证导流片吸附时导流片的位置不发生变化,降低了因为导流片移动造成的产品不良的概率。
技术特征:
1.一种导流片自动整列贴装机,其特征在于,包括底座(1)以及安装在底座(1)上的运载装置,所述底座上安装有支撑柱(5),所述支撑柱(5)顶端安装有推动装置,所述推动装置下方固定安装有弹簧保压装置,所述弹簧保压装置底部安装有真空吸贴装置(15),所述推动装置上还安装有用于检测导流片吸附时真空度的检测装置。
2.根据权利要求1所述的一种导流片自动整列贴装机,其特征在于,所述弹簧保压装置包括第二限位板(10)以及安装在支撑柱(5)上的第一限位板(9),所述推动装置与第一限位板(9)固定连接,所述真空吸贴装置(15)安装在第二限位板(10)下方,所述第一限位板(9)与第二限位板(10)之间设有弹簧机构。
3.根据权利要求2所述的一种导流片自动整列贴装机,其特征在于,所述弹簧机构包括安装在第二限位板(10)上表面的螺纹柱(11),所述螺纹柱(11)上套设有弹簧(8),所述螺纹柱(11)的顶端从第一限位板(9)上的插入孔上穿出,所述螺纹柱(11)顶端设有限位螺母(12)。
4.根据权利要求1或2或3所述的一种导流片自动整列贴装机,其特征在于,所述推动装置包括安装在支撑柱(5)顶端的气缸固定板(7),所述气缸固定板(7)中部插设有气缸(6),所述气缸(6)底部与弹簧保压装置固定连接。
5.根据权利要求1所述的一种导流片自动整列贴装机,其特征在于,所述运载装置包括安装在底座(1)上的y轴模组(2)以及安装在y轴模组(2)并能在y轴模组(2)上自由移动的载具(14),所述载具(14)包括陶瓷片载具(4)以及导流片载具(3)。
6.根据权利要求5所述的一种导流片自动整列贴装机,其特征在于,所述导流片载具(3)包括铝制平板(17)以及安装在铝制平板(17)上的有等间距方格孔(19)的格栅片(18),导流片在方格孔(19)中靠角放置。
7.根据权利要求1或2或3或5所述的一种导流片自动整列贴装机,其特征在于,所述真空吸贴装置(15)包括真空吸板(20),所述真空吸板(20)通过第一定位销孔(21)安装在弹簧保压装置下方,所述真空吸板(20)上设有若干真空气孔(22),所述真空气孔(22)位置与导流片一一对应。
8.根据权利要求2或3所述的一种导流片自动整列贴装机,其特征在于,所述第一限位板(9)上设有插入孔,所述插入孔内插设有限位装置(16),所述限位装置(16)上设有用于插设支撑柱(5)的内孔(23)。
9.根据权利要求6所述的一种导流片自动整列贴装机,其特征在于,所述格栅片(18)通过第二定位销孔(24)定位安装在铝制平板(17)上,所述格栅片的方格孔(19)下方设有真空孔(25)。
10.根据权利要求1或2或3或5所述的一种导流片自动整列贴装机,其特征在于,所述贴装机还包括夹取装置,所述夹取装置包括机械手以及与机械手连接的控制系统,所述控制系统连接有图像识别装置,所述图像识别装置安装在支撑柱以及弹簧保压装置上。
技术总结
本发明公开了一种导流片自动整列贴装机,克服现有技术中DBC的导流片贴装效率低且贴装精度低的问题,包括底座以及安装在底座上的运载装置,所述底座上安装有支撑柱,所述支撑柱顶端安装有推动装置,所述推动装置下方固定安装有弹簧保压装置,所述弹簧保压装置底部安装有真空吸贴装置,所述推动装置上还安装有用于检测导流片吸附时真空度的检测装置。增加保压功能,降低成品不良率,取消后续压紧工序,节约人工,增加产品生产效率。
技术研发人员:王炜
受保护的技术使用者:浙江先导热电科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!