一种机械盲孔设计的毫米波雷达产品的加工方法与流程
本发明涉及毫米波雷达产品加工领域,尤其涉及一种机械盲孔设计的毫米波雷达产品的加工方法。
背景技术:
1、毫米波雷达,是指工作在毫米波波段(millimeterwave)探测的雷达,通常毫米波是指30~300ghz频域波长为1~10mm。
2、在对毫米波雷达进行生产的时候,需要使用到集成电路板,随着电路板(pcb)朝着高集成化,高精密线路方向快速发展,为了实现轻薄型和高密度互联的需求,就必须尽可能增加层间的布线空间,由此出现了盲孔,埋孔,控深钻孔等集多种孔型为一体的复杂电路板,机械钻盲孔工艺相对hdi盲孔1阶盲孔工艺有成本优势,无需激光+填孔工艺,应用范围广,能满足客户对盲孔品质需求。
3、但是现有技术对激光盲孔设计的毫米波雷达产品,需要激光钻盲孔+盲孔电镀填孔+树脂塞孔+pofv;此流程存在以下缺点:流程长:需要3次沉铜+3次电镀,生产周期长,影响产品交期;后工序生产困难:3次沉铜+3次电镀+2树脂塞孔+2次树脂研磨,容易出现铜厚不均的现象,外层线路蚀刻加工困难;需要镭射激光钻机、电镀填孔线等设备。
4、因此,有必要提供一种机械盲孔设计的毫米波雷达产品的加工方法解决上述技术问题。
技术实现思路
1、本发明提供一种机械盲孔设计的毫米波雷达产品的加工方法,解决了流程长、后工序生产困难和需要多种设备相互进行配合加工的问题。
2、为解决上述技术问题,本发明提供的一种机械盲孔设计的毫米波雷达产品的加工方法,包括以下步骤:
3、s1、先正常完成内层+压合制作(高频混压);
4、s2、棕化减铜将面铜减至7-10um;
5、s3、正常钻出通孔;
6、s4、机械盲孔做控深钻工艺;
7、s5、正常完成板面清洗(高压水洗)+电镀烤板+plasma除胶;
8、s6、正常完成沉铜制作;
9、s7、将沉铜后的板采用脉冲电镀生产,通盲合镀;
10、s8、然后进行树脂塞孔+树脂研磨;
11、s9、树脂塞孔后再次沉铜+vcp电镀镀出铜帽子,pofv镀铜帽子铜厚10+2um,首件切片确认,面铜控制36-46um;
12、s10、然后进行外层线路制作,重点监控天线区域图形,测量取上中下5个值,按下幅,公差±1mil,ea值≤18um
13、s11、正常完成阻焊-……包装制程。
14、优选的,所述s4中使用背钻专用机台作业,一片/叠,首件切片确认,钻穿层至不钻穿层余厚≥2.5mil,满足要求后才能批量生产。
15、优选的,所述s6中使用罗哈药水pth线作业,速度2.5m/min,首件确认背光≥9级后才能批量作业。
16、优选的,所述s7中脉冲电镀参数设定为电流密度15asf,线速:0.6m/min,波形:8:1,首件切片确认,盲孔孔铜≥12um,平均15um,通孔≥18,平均20um,面铜管控25-35um。
17、优选的,所述s8中使用真空树脂塞孔机作业,机械盲孔需二次树脂塞孔,二次研磨作业,树脂aoi,盲孔不允许有黑孔,二次树脂研磨后切片确认,面铜管控20-30um。
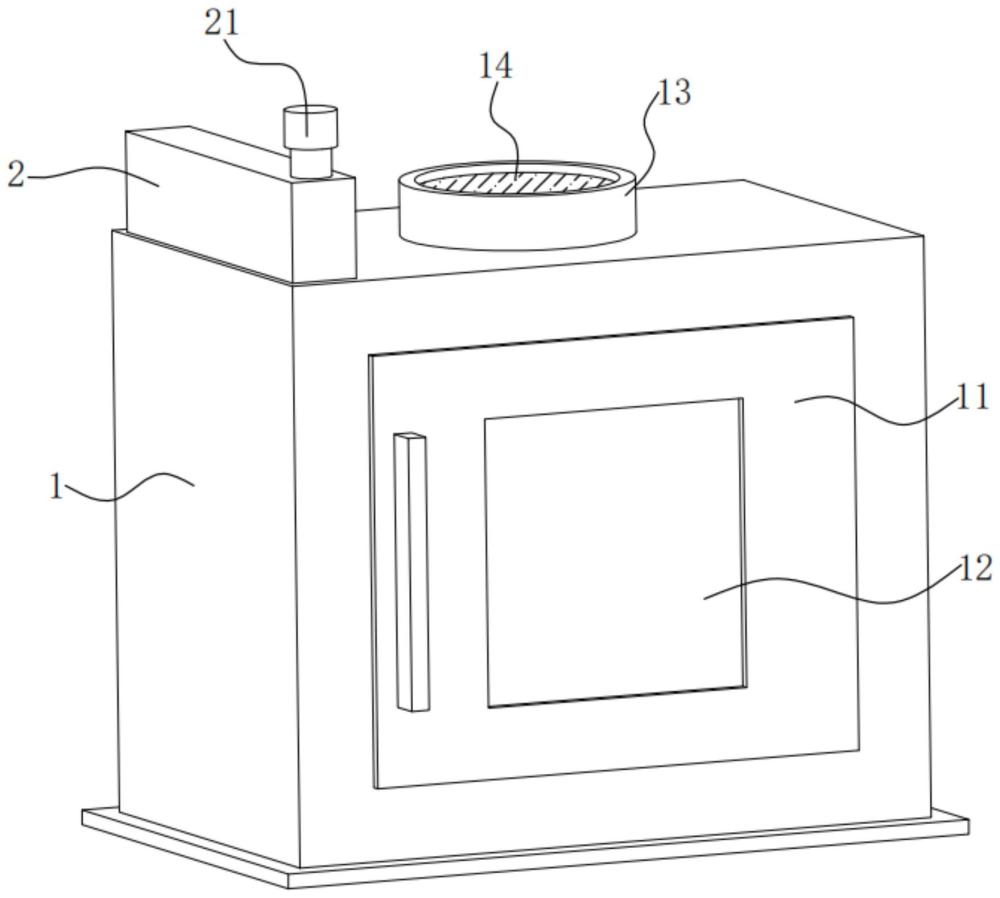
18、优选的,所述s5中的高压水洗会使用到清洗设备,所述清洗设备包括清洗箱,所述清洗箱的正面固定安装有水箱,所述水箱的顶部固定安装有进水口,所述清洗箱的顶部固定安装有水泵,所述水泵的输入端和所述水箱进行连接,所述水泵的输出端通过管道连接有固定框,所述固定框分别固定安装于所述清洗箱的内侧面的两侧,所述固定框的一侧固定安装有若干个喷头。
19、优选的,所述清洗箱的内侧面的顶部固定安装有固定架,所述固定架的顶部转动连接有安装架,所述安装架的侧面开设有多个放置槽,多个所述放置槽的内侧面的两侧均开设有滑槽,多个所述放置槽的内侧面的底部设置有底板,所述底板的顶部设置有夹持板,所述夹持板的两侧均固定安装有限位板,所述限位板滑动连接于所述滑槽的内侧面。
20、优选的,所述底板的顶部和所述夹持板的底部均开设有夹持槽,所述夹持槽的内侧面设置有橡胶垫,所述橡胶垫和所述夹持槽的底部均开设有通孔,所述夹持板的两端内部均开设有滑腔,所述滑腔的内侧面滑动连接有滑杆,所述滑杆的底部固定安装于所述底板的顶部,所述滑杆的顶部固定安装于所述放置槽的内侧面的顶部,所述滑杆的外侧面套设有弹簧,所述弹簧设置于所述夹持板的顶部,所述夹持板的两侧均固定安装有推动板。
21、优选的,所述清洗箱的正面转动连接有门体,所述门体的正面固定安装有观察窗,所述倾清洗箱的顶部固定安装有固定圈,所述固定圈的内侧面固定安装有滤网。
22、优选的,所述固定架的底部的内部固定安装有固定圈,所述固定圈的内部转动连接有转轴,所述转轴的底部固定安装于所述安装架的顶部,所述固定圈的正面内部螺纹连接有锁紧螺丝,所述锁紧螺丝的一端设置于所述转轴的一侧。
23、与相关技术相比较,本发明提供的一种机械盲孔设计的毫米波雷达产品的加工方法具有如下有益效果:
24、本发明提供一种机械盲孔设计的毫米波雷达产品的加工方法,减少了激光钻孔需电镀填孔工艺流程,减少了盲孔填孔电镀流程,缩短了产品生产周期;降低了物料的耗用成本;降低了生产设备需求,又能满足品质要求。
技术特征:
1.一种机械盲孔设计的毫米波雷达产品的加工方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种机械盲孔设计的毫米波雷达产品的加工方法,其特征在于,所述s4中使用背钻专用机台作业,一片/叠,首件切片确认,钻穿层至不钻穿层余厚≥2.5mil,满足要求后才能批量生产。
3.根据权利要求1所述的一种机械盲孔设计的毫米波雷达产品的加工方法,其特征在于,所述s6中使用罗哈药水pth线作业,速度2.5m/min,首件确认背光≥9级后才能批量作业。
4.根据权利要求1所述的一种机械盲孔设计的毫米波雷达产品的加工方法,其特征在于,所述s7中脉冲电镀参数设定为电流密度15asf,线速:0.6m/min,波形:8:1,首件切片确认,盲孔孔铜≥12um,平均15um,通孔≥18,平均20um,面铜管控25-35um。
5.根据权利要求1所述的一种机械盲孔设计的毫米波雷达产品的加工方法,其特征在于,所述s8中使用真空树脂塞孔机作业,机械盲孔需二次树脂塞孔,二次研磨作业,树脂aoi,盲孔不允许有黑孔,二次树脂研磨后切片确认,面铜管控20-30um。
6.根据权利要求1所述的一种机械盲孔设计的毫米波雷达产品的加工方法,其特征在于,所述s5中的高压水洗会使用到清洗设备,所述清洗设备包括清洗箱,所述清洗箱的正面固定安装有水箱,所述水箱的顶部固定安装有进水口,所述清洗箱的顶部固定安装有水泵,所述水泵的输入端和所述水箱进行连接,所述水泵的输出端通过管道连接有固定框,所述固定框分别固定安装于所述清洗箱的内侧面的两侧,所述固定框的一侧固定安装有若干个喷头。
7.根据权利要求6所述的一种机械盲孔设计的毫米波雷达产品的加工方法,其特征在于,所述清洗箱的内侧面的顶部固定安装有固定架,所述固定架的顶部转动连接有安装架,所述安装架的侧面开设有多个放置槽,多个所述放置槽的内侧面的两侧均开设有滑槽,多个所述放置槽的内侧面的底部设置有底板,所述底板的顶部设置有夹持板,所述夹持板的两侧均固定安装有限位板,所述限位板滑动连接于所述滑槽的内侧面。
8.根据权利要求7所述的一种机械盲孔设计的毫米波雷达产品的加工方法,其特征在于,所述底板的顶部和所述夹持板的底部均开设有夹持槽,所述夹持槽的内侧面设置有橡胶垫,所述橡胶垫和所述夹持槽的底部均开设有通孔,所述夹持板的两端内部均开设有滑腔,所述滑腔的内侧面滑动连接有滑杆,所述滑杆的底部固定安装于所述底板的顶部,所述滑杆的顶部固定安装于所述放置槽的内侧面的顶部,所述滑杆的外侧面套设有弹簧,所述弹簧设置于所述夹持板的顶部,所述夹持板的两侧均固定安装有推动板。
9.根据权利要求8所述的一种机械盲孔设计的毫米波雷达产品的加工方法,其特征在于,所述清洗箱的正面转动连接有门体,所述门体的正面固定安装有观察窗,所述倾清洗箱的顶部固定安装有固定圈,所述固定圈的内侧面固定安装有滤网。
10.根据权利要求9所述的一种机械盲孔设计的毫米波雷达产品的加工方法,其特征在于,所述固定架的底部的内部固定安装有固定圈,所述固定圈的内部转动连接有转轴,所述转轴的底部固定安装于所述安装架的顶部,所述固定圈的正面内部螺纹连接有锁紧螺丝,所述锁紧螺丝的一端设置于所述转轴的一侧。
技术总结
本发明提供一种机械盲孔设计的毫米波雷达产品的加工方法,包括以下步骤:S1、先正常完成内层+压合制作(高频混压);S2、棕化减铜将面铜减至7‑10um;S3、正常钻出通孔;S4、机械盲孔做控深钻工艺;S5、正常完成板面清洗(高压水洗)+电镀烤板+PLASMA除胶;S6、正常完成沉铜制作;S7、将沉铜后的板采用脉冲电镀生产,通盲合镀。本发明提供的一种机械盲孔设计的毫米波雷达产品的加工方法,减少了激光钻孔需电镀填孔工艺流程,减少了盲孔填孔电镀流程,缩短了产品生产周期;降低了物料的耗用成本;降低了生产设备需求,又能满足品质要求。
技术研发人员:方文,李军,毛卫,宋波
受保护的技术使用者:奥士康科技股份有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!