一种永磁四极磁铁的加工制造工艺的制作方法
本发明属于四极磁铁,具体涉及一种永磁四极磁铁的加工制造工艺。
背景技术:
1、永磁四极磁铁,是加速器束线的重要零部件。永磁四极磁铁有轻量化、调场范围大、磁场精度高、工程造价低、运行费用低且易于维护的优点。
2、永磁块和线圈均通过软磁材料导磁,磁场精度由极头的加工精度保证,与传统电磁四极磁铁无异,但需要通过1/4铁芯的粘接、装配、整个过程都是在强磁环境中进行,需要做好工装防护,防止在粘接过程中,磁块磁方向装反,导致整个1/4铁芯报废;在1/4铁芯、1/2铁芯的组装过程中,都需有严格的工装及工艺流程,防止受强磁影响,导致磁力快速吸合、损坏整个零部件;整个工艺过程及工装是磁体研发至关重要的。该部件加工难度大,目前缺乏成熟可靠的加工工艺。
技术实现思路
1、本发明提供了一种永磁四极磁铁的加工制造工艺,目的在于提供一种成熟可靠的永磁四极磁铁的加工制造工艺。
2、为此,本发明采用如下技术方案:
3、一种永磁四极磁铁的加工制造工艺,永磁四极磁铁包括极头、磁轭、永磁块和漆包线圈,制造工艺包括以下步骤:
4、1)零部件加工
5、a.磁轭按图纸尺寸加工成型;
6、b.极头按图纸尺寸加工,中走丝线切割加工极头,极头高度尺寸留余量;
7、c.永磁块加工到图纸要求的尺寸范围,再进行镀镍;按磁场要求进行充磁,标记磁场方向,包装标识;
8、d.铝填充块,采用与永磁块同样的尺寸范围进行加工;
9、e.不锈钢定位端板,按照图纸尺寸加工;
10、f.漆包线圈通过在模具绕制后,浇注成形;
11、2)永磁四极铁1/4铁芯的加工及安装;
12、a.极头与磁轭之间装入铝填充块,极头和磁轭分别通过螺栓安装至不锈钢端板上,检测铝填充块与极头、磁轭的安装精度保证满足要求;
13、b.通过销定位,将磁轭、铝填充块、极头用螺栓固定成一体;再将其他1/4铁芯通过骑缝销定位以及螺栓固定安装成四极透镜铁芯组件;中走丝线切割,切割极头的留余量,将极头切割至图纸要求尺寸;
14、3)永磁四极铁1/4铁芯永磁块的粘接;
15、a.装配前检测永磁块、铝填充块的几何尺寸,保证满足装配要求;对永磁块的尺寸进行测量,结合测磁数据,进行编号工作;对铝填充块进行编号,铝填充块的编号与永磁块编号一一对应;
16、b.永磁块按照磁铁极头顺序编号sz、sy、xz、xy;单个极头永磁块编号为sz1、sz2、sz3、sz4...依次类推;将编号的永磁块分别装入对应编号的储存空间中,保证磁块之间无磁场力影响;
17、c.将装有铝填充块的1/4铁芯拆掉一侧不锈钢端板,保留另一侧不锈钢端板,依次进行安装,粘接永磁块sz1、sz2、sz3、sz4,永磁铁铁芯的粘接完成后,常温固化48小时以上;
18、4)永磁四极铁两个1/4铁芯之间的安装;
19、a.在工装平台上,用弯板将两个1/4铁芯分别固定在工装平台上,两个1/4铁芯相对布设,距离100-200mm;
20、b.两个1/4铁芯上分别通过螺栓固定调节块,在调节块之间固定调节螺栓组,调节螺栓组用于拉近两个1/4铁芯;
21、c.拆除1/4铁芯上的弯板,通过调节螺栓组的调节,缓慢将两个1/4铁芯安装面结合在一起的同时,将骑缝销装入骑缝销孔中,用扳手固定螺栓组;拆除辅助安装用螺栓、调节块;通过两个1/4铁芯的安装,组装成1/2铁芯;
22、5)永磁四极铁两个1/2铁芯之间的安装;
23、a.在工装平台上,用弯板固定两个1/2铁芯;
24、b.在工装平台上,在两个1/2铁芯上安装上导向螺栓组;调节两1/2铁芯距离大于200mm;
25、c.通过导向螺栓组的缓慢调节,拉近两个1/2铁芯并将两个1/2铁芯安装在一起,同时使用骑缝销定位;
26、d.安装完成后,保证永磁四极铁的孔径尺寸公差和极头间气隙尺寸公差满足设计要求。
27、进一步地,所述磁轭、极头采用软磁材料dt4,永磁块采用钕铁硼磁性材料。
28、本发明的有益效果在于:
29、1.本发明的磁四极铁极头与磁轭之间没有直接用螺栓连接,直接装入铝填充块,采用两侧不锈钢端板再用2组销子通过不锈钢端板分别与极头和磁轭定位连接的方式连接到一起;再将1/4铁芯组装成四极磁铁后整体中走丝线切割加工,保证粘接永磁块后,二次装配的精度;降低了磁铁粘接后磁铁孔径和气隙公差精度受磁力的影响难以保证的工艺难度,实现了电磁铁和永磁铁在磁铁中同时存在并组装在一起的应用的工艺突破;
30、2.本发明采用采用四极透镜的极头、磁轭之间装有一层永磁块材料,没有螺钉连接,需要既保证四个极头尺寸精度,又要保证形位精度,还要满足综合磁场参数要求,就需要考虑,零件的加工精度,装配精度,磁块的安装标识的要求;通过工艺流程、工装等一系列的控制,实现了该新型永磁铁的加工工艺的可行性;本发明的生产工艺的可操作性大,生产成本低,能更有经济效益的实现产品的研制;
31、3.本发明加工的永磁四极铁的相对与传统磁铁,磁铁体积变小,轻量化;磁场调节范围变大;磁场精度高;运行成本低等优点;且有经济价值;
32、4.本发明加工的永磁四极铁相对与传统永磁铁,便于后期的维护、维修及线包的更换提供了工艺的可行性,对该产品的质量服务提供了保障;
技术特征:
1.一种永磁四极磁铁的加工制造工艺,其特征在于,永磁四极磁铁包括极头、磁轭、永磁块和漆包线圈,制造工艺包括以下步骤:
2.根据权利要求1所述的永磁四极磁铁的加工制造工艺,其特征在于,所述磁轭、极头采用软磁材料dt4,永磁块采用钕铁硼磁性材料。
技术总结
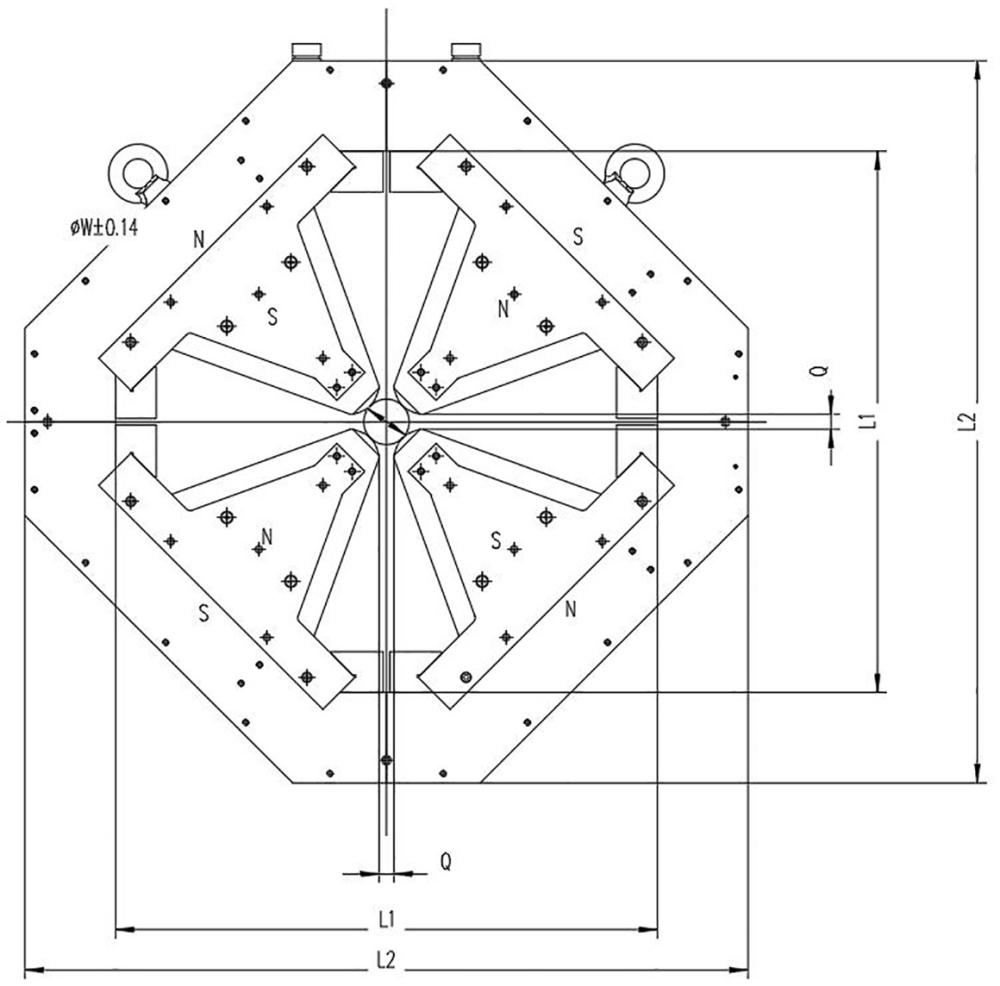
本发明公开了一种永磁四极磁铁的加工制造工艺,永磁四极磁铁采用极头、磁轭、永磁块、漆包线圈等组成的四极磁铁;永磁四极磁铁组装后的孔径为ΦW±0.1,极头间气隙为ΦQ±0.08;四极透镜内腔尺寸L1,外形尺寸为L2;永磁铁长度为H;加工工艺包括:1)永磁四极铁磁轭、极头、永磁块、铝填充块、不锈钢定位端板、不锈钢挡块、线包等的制作;2)永磁四极铁1/4铁芯的加工及安装;3)新型永磁四极铁1/4铁芯永磁块的粘接;4)永磁四极铁两个1/4铁芯之间的安装;5)永磁四极铁两个1/2铁芯之间的安装。
技术研发人员:牛小强,姚俊杰,张亚龙,李顺顺,李平,姚代宝,魏志恒,刘广生,王旺林,陈双龙,李世虎,陶亚雷,葛辉,郭伟
受保护的技术使用者:兰州科近泰基新技术有限责任公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!