车载电源箱吊耳的制作方法
本技术涉及吊装设备领域,具体涉及一种车载电源箱吊耳。
背景技术:
1、车载电源箱吊耳是车载电源箱上的一种固定装置,通过吊耳,电源箱可以便捷地固定在车辆上或其他设备上,以防止其在运输或使用过程中受到损坏或移动。因此,车载电源箱吊耳的设计通常需要保证其车载电源箱在运输或使用过程中的安全性和稳定性。
2、当前大部分动车组、城铁列车车下箱体的吊耳结构参见图1a和图1b。这类吊耳整体为板材焊接而成,板材焊接结构是通过焊接工艺将多个薄板材料连接在一起形成结构的方式。这类吊耳与箱体连接为面对面焊接结构,参见图1c,其中吊耳的材质根据箱体母材材质不同、牌号不同而选择相应的材料。但是这类吊耳存在不少问题,包括:
3、1、板材作为吊耳的主体结构,当焊缝产生裂纹或者板材焊接发生变形时,吊耳的静强度及疲劳强度下降。
4、2、面对面的焊接方式,增加了焊接热影响区面积,会造成吊耳周边材料的强度下降,同时焊缝位置作为吊耳承载箱体重量及传导高频振动的主要承力位置,会加速焊缝的老化。
5、因此,受结构强度及装配方式限制,这类吊耳不适合承载大重量、高频振动的箱体。
技术实现思路
1、为了解决上述问题,本实用新型提供一种车载电源箱吊耳,对吊耳的结构进行了更改,将吊耳的板材焊接结构变更为厚板铣削加工成型结构,增加了结构强度。同时,改变了传统的面对面焊接方式,吊耳的装配采用先插接后焊接的安装方式,使得吊耳和箱体的连接更牢靠。
2、本实用新型提供了一种车载电源箱吊耳,包括:
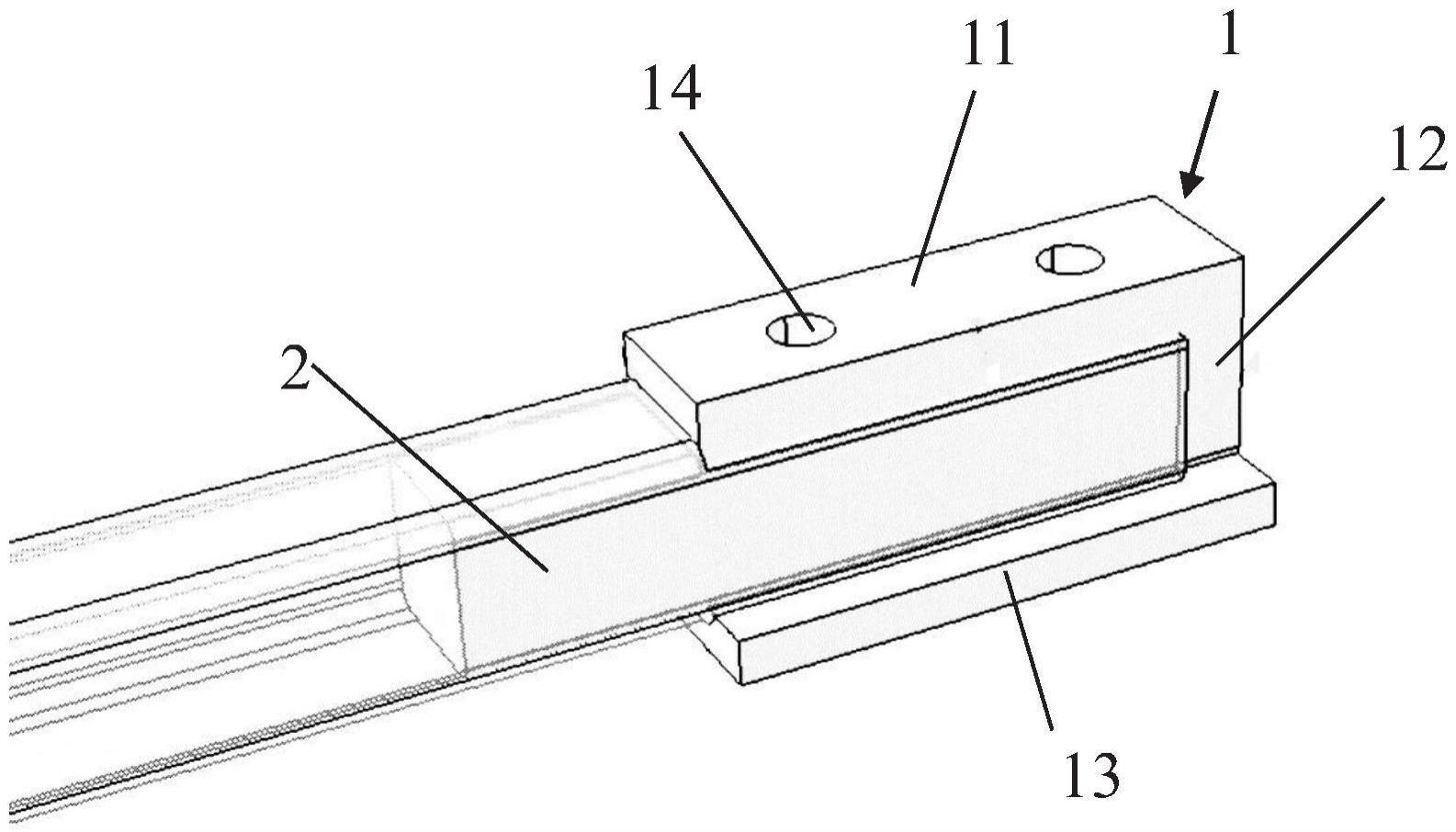
3、吊部,所述吊部包括顶板、侧板和底板,所述顶板的顶部设有至少一个起吊孔,所述顶板的长度方向上的第一端与所述侧板的高度方向上的第一端连接,所述底板的长度方向上的第一端与所述侧板的高度方向上的第二端连接,所述底板与所述顶板平行,所述顶板、侧板和底板一体成型;
4、插接部,所述插接部平行设置于所述顶板和所述底板之间,且与所述顶板和所述底板之间留有间隙,所述插接部的长度方向上的第一端固定于所述侧板的内侧;
5、其中,所述长度方向为所述车载电源箱吊耳插接于车载电源箱的方向,所述宽度方向为水平面上垂直于所述长度方向的方向,所述高度方向为垂直于所述底板且能延伸至所述顶板的方向。
6、在一个实施例中,所述顶板的顶部设有两个起吊孔。
7、在一个实施例中,所述插接部的长度方向的第二端超出所述吊部的长度方向的第二端。
8、在一个实施例中,所述插接部的长度大于所述吊部的长度。
9、在一个实施例中,所述底板的宽度大于所述侧板的宽度,所述侧板的外侧面与所述底板的外侧面组合成几字形结构。
10、在一个实施例中,所述顶板的长度大于所述侧板的高度。
11、在一个实施例中,所述车载电源箱吊耳为厚板铣削加工成型结构。
12、本实用新型的车载电源箱吊耳具有如下有益效果:
13、1、本实用新型对车载电源箱吊耳的结构进行了更改,将吊耳的板材焊接结构变更为厚板铣削加工成型结构,增加了结构强度,提高的产品精度,避免了吊耳本身的焊接变形。
14、2、本实用新型的车载电源箱吊耳通过间隙配合的方式,插进箱体端部开槽后的管中,使该结构的主要承力结构为吊耳壁与箱体的管壁的间隙配合区域,增加了产品的可用性,降低了吊耳脱落的风险。
15、3、本实用新型的车载电源箱吊耳的装配采用先插接后焊接的安装方式,改变了传统的面对面焊接方式,焊缝不作为主要承力结构,降低了焊缝疲劳开裂的概率。同时,增大了焊接面积,使吊耳与箱体的连接更牢靠,在吊耳焊缝完全开裂时,也使箱体不会因为单点吊耳失效而脱落,提高了车辆的可用性。
技术特征:
1.一种车载电源箱吊耳,其特征在于,包括:
2.根据权利要求1所述的车载电源箱吊耳,其特征在于,所述顶板的顶部设有两个起吊孔。
3.根据权利要求1所述的车载电源箱吊耳,其特征在于,所述插接部的长度方向的第二端超出所述吊部的长度方向的第二端。
4.根据权利要求3所述的车载电源箱吊耳,其特征在于,所述插接部的长度大于所述吊部的长度。
5.根据权利要求1所述的车载电源箱吊耳,其特征在于,所述底板的宽度大于所述侧板的宽度,所述侧板的外侧面与所述底板的外侧面组合成几字形结构。
6.根据权利要求1所述的车载电源箱吊耳,其特征在于,所述顶板的长度大于所述侧板的高度。
7.根据权利要求1所述的车载电源箱吊耳,其特征在于,所述车载电源箱吊耳为厚板铣削加工成型结构。
技术总结
本技术提供一种车载电源箱吊耳,包括:吊部和插接部。吊部包括顶板、侧板和底板。所述顶板的顶部设有至少一个起吊孔。所述顶板的长度方向上的第一端与所述侧板的高度方向上的第一端连接,所述底板的长度方向上的第一端与所述侧板的高度方向上的第二端连接,所述底板与所述顶板平行,所述顶板、侧板和底板一体成型。插接部平行设置于所述顶板和所述底板之间,且与所述顶板和所述底板之间留有间隙,插接部的长度方向上的第一端固定于所述侧板的内侧。其中,所述长度方向为所述车载电源箱吊耳插接于车载电源箱的方向,所述宽度方向为水平面上垂直于所述长度方向的方向,所述高度方向为垂直于所述底板且能延伸至所述顶板的方向。
技术研发人员:齐志新,付巍,卞嘉敏,钱冰,曹毅峰,杨晨,杨军
受保护的技术使用者:上海申通长客轨道交通车辆有限公司
技术研发日:20230406
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!