一种元器件引脚加工工装的制作方法
本技术属于元器件加工,尤其是涉及一种元器件引脚加工工装。
背景技术:
1、目前,在对元器件进行贴装之前,需根据pcb焊盘的尺寸裁剪引脚,同时为提高焊接质量对引脚进行去金搪锡。
2、首先裁剪引脚,一般引脚剩余长度为1.5mm左右,由专人使用剪刀按预留长度剪短后,较难尺寸控制,裁剪完成后再进行去金搪锡工艺,由专人进行手工搪锡。此过程存在器件的周转浪费,由于这两个过程元器件引脚质地较软,在来料、处理和周转过程容易发生“起翘”和“偏移”变形,贴装前不及时对其引脚修整将会造成虚焊、短路的现象。同时手工搪锡容易造成元器件掉入锡锅或因器件引脚长度较短,无法控制搪锡高度,容易导致元器件本体连锡情况,污染表面镀金层。
技术实现思路
1、有鉴于此,本实用新型旨在提出一种元器件引脚加工工装,以期解决上述至少一个问题。
2、为达到上述目的,本实用新型的技术方案是这样实现的:
3、本实用新型提供一种元器件引脚加工工装,包括:
4、衬板,所述衬板上开设有若干与所述元器件对应的容置槽;
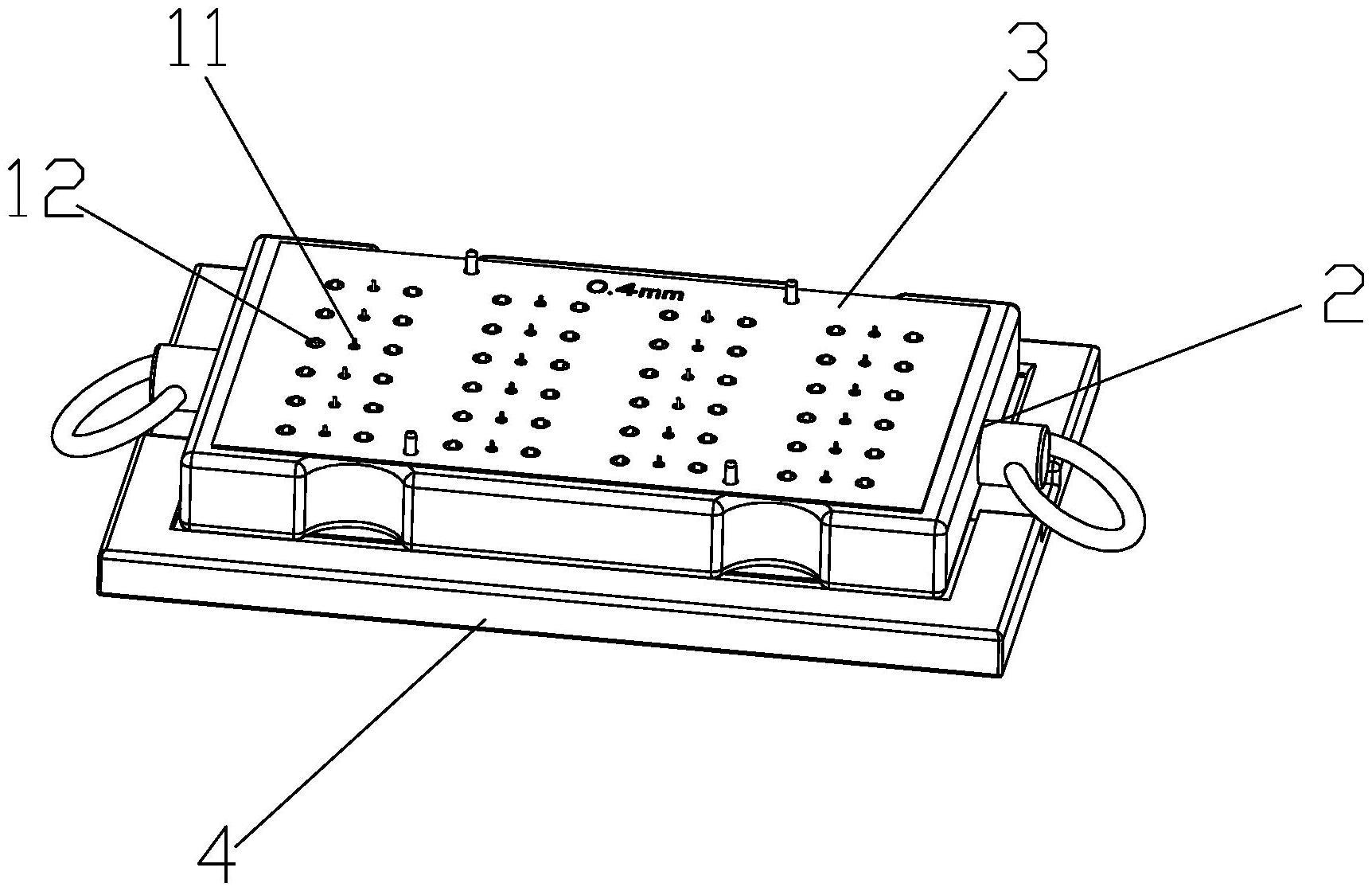
5、限位板,每两个所述限位板为一组,且分别可拆卸设置在所述衬板的上下两端,所述限位板上开设有与所述元器件的引脚对应的过孔;
6、助焊膏载具,所述助焊膏载具上端面向内凹陷形成凹陷部,所述衬板、所述限位板可对应放置在所述凹陷部内,所述助焊膏载具内开设有若干用以盛放助焊膏的凹槽,裁剪后的所述元器件的引脚伸入至所述凹槽内,以蘸取助焊膏。
7、进一步地,若干所述容置槽等间隔或不等间隔布设在所述衬板上,所述容置槽贯穿所述衬板设置。
8、进一步地,所述衬板的两端面上各设有多个磁吸件;
9、所述限位板通过所述磁吸件吸附在所述衬板上。
10、进一步地,所述衬板的两端面上各设有多个对所述限位板进行定位的定位柱;
11、每个所述定位柱设置在相邻两个所述磁吸件之间。
12、进一步地,所述限位板上设有与所述定位柱配合的第一定位孔。
13、进一步地,所述限位板上设有与所述元器件的接地端对应的通孔。
14、进一步地,所述凹陷部内设有与所述定位柱对应的第二定位孔。
15、进一步地,所述衬板的两边缘位置均设有向内凹陷的槽口。
16、进一步地,所述衬板的两侧均设有提把。
17、进一步地,所述助焊膏载具的上端面,且位置所述凹陷部的两侧位置开设有避让槽。
18、相对于现有技术,本实用新型所述的一种元器件引脚加工工装具有以下
19、有益效果:
20、本实用新型所述的一种元器件引脚加工工装通过衬板、限位板和助焊膏载具的配合,实现元器件引脚裁剪和去金搪锡的连续作业,提高了作业效率,保证加工后的元器件引脚的一致性,有效控制搪锡高度,提高搪锡效率。
技术特征:
1.一种元器件引脚加工工装,其特征在于,包括:
2.根据权利要求1所述的一种元器件引脚加工工装,其特征在于:
3.根据权利要求1所述的一种元器件引脚加工工装,其特征在于:
4.根据权利要求3所述的一种元器件引脚加工工装,其特征在于:
5.根据权利要求4所述的一种元器件引脚加工工装,其特征在于:
6.根据权利要求5所述的一种元器件引脚加工工装,其特征在于:
7.根据权利要求4所述的一种元器件引脚加工工装,其特征在于:
8.根据权利要求1所述的一种元器件引脚加工工装,其特征在于:
9.根据权利要求1所述的一种元器件引脚加工工装,其特征在于:
10.根据权利要求1所述的一种元器件引脚加工工装,其特征在于:
技术总结
本技术提供了一种元器件引脚加工工装,包括:衬板,衬板上开设有若干与元器件对应的容置槽;限位板,每两个限位板为一组,且分别可拆卸设置在衬板的上下两端,限位板上开设有与元器件的引脚对应的过孔;助焊膏载具,助焊膏载具上端面向内凹陷形成凹陷部,衬板、限位板对应可放置在凹陷部内,助焊膏载具内开设有若干用以盛放助焊膏的凹槽,裁剪后的元器件的引脚伸入至凹槽内,以蘸取助焊膏。本技术所述的一种元器件引脚加工工装能够实现元器件引脚裁剪和去金搪锡的连续作业,提高了作业效率,保证加工后的元器件引脚的一致性,有效控制搪锡高度,提高搪锡效率。
技术研发人员:张泽辉,冯焕栋
受保护的技术使用者:天津七一二通信广播股份有限公司
技术研发日:20230602
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!