一种新能源汽车用高压模组盖板的制作方法
本技术涉及新能源汽车领域,具体是一种新能源汽车用高压模组盖板。
背景技术:
1、新能源汽车市场只要涉及到高压模组(如:高压配电盒、车载充电机、电机控制器、集成式高压多合一模组等)均需要增设保险丝(进行过电流、过电压的保护),保险丝为市场维护需要更换的电器件。
2、现有市场上只要涉及到有保险丝更换的模组,其盖板的设计均为铝合金压铸成型,因为整机有ip67的要求,盖板需要从造型上增设放置密封介质的外形以及螺钉固定结构的补偿,故不得已采用压铸铝合金的盖板。
3、压铸铝盖板的缺点明显,加工成本高,因此需要一种新的高压模组盖板。
技术实现思路
1、本实用新型的目的在于提供一种新能源汽车用高压模组盖板,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
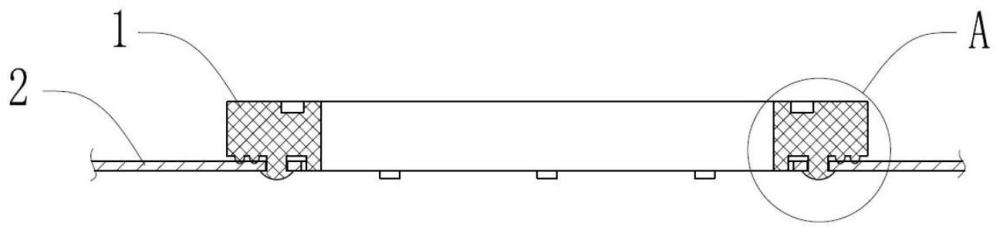
3、一种新能源汽车用高压模组盖板,包括保险丝更换口,保险丝更换口嵌合在盖板上;其中保险丝更换口中间为通孔,由外至内依次设置有热熔密封筋、热熔结构固定柱、限位围挡,盖板中间为限位围挡孔,限位围挡孔四周设置多个热熔结构固定孔,保险丝更换口嵌合在盖板上时,热熔结构固定柱穿过热熔结构固定孔。
4、作为本实用新型再进一步的方案:保险丝更换口材质为塑料材质pbt-gf30。
5、作为本实用新型再进一步的方案:盖板材质为铝合金板材。
6、作为本实用新型再进一步的方案:热熔密封筋共两条,为环形。
7、作为本实用新型再进一步的方案:热熔结构固定柱设置有多个。
8、与现有技术相比,本实用新型的有益效果是:模具成本低:模组盖板采用钣金材质,下料、成型模即可,保险丝更换口采用注塑件;两者模具成本约为修改前的模具费用30%左右;
9、生产成本低:模具特性不同,本发明生产效率上提升约50%;
10、加工成本低:无需对零件二次加工,只需要将两种物料进行加热固定即可;
11、零件重量轻:盖板为铝合金2mm均匀壁厚,保险丝更换口处采用pbt-gf30材料,其材料密度低于铝合金密度。
技术特征:
1.一种新能源汽车用高压模组盖板,其特征在于:该新能源汽车用高压模组盖板包括保险丝更换口,保险丝更换口嵌合在盖板上;其中保险丝更换口中间为通孔,由外至内依次设置有热熔密封筋、热熔结构固定柱、限位围挡,盖板中间为限位围挡孔,限位围挡孔四周设置多个热熔结构固定孔,保险丝更换口嵌合在盖板上时,热熔结构固定柱穿过热熔结构固定孔。
2.根据权利要求1所述的新能源汽车用高压模组盖板,其特征在于,保险丝更换口材质为塑料材质pbt-gf30。
3.根据权利要求1所述的新能源汽车用高压模组盖板,其特征在于,盖板材质为铝合金板材。
4.根据权利要求1或2所述的新能源汽车用高压模组盖板,其特征在于,热熔密封筋共两条,为环形。
5.根据权利要求1或2所述的新能源汽车用高压模组盖板,其特征在于,热熔结构固定柱设置有多个。
技术总结
本技术公开了一种新能源汽车用高压模组盖板,涉及新能源汽车领域,该新能源汽车用高压模组盖板包括保险丝更换口,保险丝更换口嵌合在盖板上;其中保险丝更换口中间为通孔,由外至内依次设置有热熔密封筋、热熔结构固定柱、限位围挡,本技术的有益效果是:模具成本低:模组盖板采用钣金材质,下料、成型模即可,保险丝更换口采用注塑件;两者模具成本约为修改前的模具费用30%左右;生产成本低:模具特性不同,本发明生产效率上提升约50%;加工成本低:无需对零件二次加工,只需要将两种物料进行加热固定即可;零件重量轻:盖板为铝合金2mm均匀壁厚,保险丝更换口处采用PBT‑GF30材料,其材料密度低于铝合金密度。
技术研发人员:曹义军,汤大马,殷莉
受保护的技术使用者:安徽橡豫智能科技有限公司
技术研发日:20230829
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!