摄像头装饰件的制作方法、摄像头装饰件和电子装置与流程
1.本技术涉及制造工艺技术领域,更具体而言,涉及一种摄像头装饰件的制作方法、摄像头装饰件和电子装置。
背景技术:
2.目前,在手机等电子装置的后置摄像头处通常设置有摄像头装饰件,在相关技术中,摄像头装置件通常采用塑胶底座和铝环结构的方式或者直接采用铝合金进行cnc制作形成有,然而,铝合金或塑胶的强度较低,对于对于薄壁或强度较高的结构件,性能无法满足,同时,在对于3d曲面造型的装饰件,采用cnc加工的周期长,成本高。
技术实现要素:
3.本技术实施方式提供了一种摄像头装饰件的制作方法、摄像头装饰件和电子装置。
4.本技术实施方式的摄像头装饰件的制作方法包括:
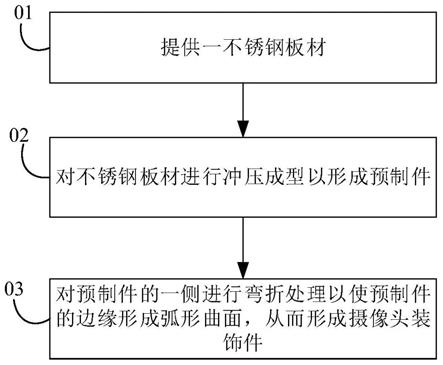
5.提供一不锈钢板材;
6.对所述不锈钢板材进行冲压成型以形成预制件;
7.对所述预制件的一侧进行弯折处理以使所述预制件的边缘形成弧形曲面,从而形成所述摄像头装饰件。
8.本技术实施方式的摄像头装饰件利用上述实施方式所述的摄像头装饰件的制作方法制成。
9.本技术实施方式的电子装置包括壳体、摄像头和上述实施方式所述的摄像头装饰件,所述摄像头安装在所述壳体内的;所述摄像头装饰件安装在所述壳体上且套设所述摄像头。
10.在本技术实施方式的摄像头装饰件制作方法、摄像头装饰件和电子装置中。摄像头装饰件制作方法包括:提供一不锈钢板材;对不锈钢板材进行冲压成型以形成预制件;对预制件的一侧进行弯折处理以使预制件的边缘形成弧形曲面,从而形成摄像头装饰件。如此,摄像头外表面的装饰件使用了强度更好的不锈钢,通过冲压和弯折成型的方法能够有效实现复杂3d造型的产品,同时节省制造成本和时间。
11.本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
附图说明
12.本技术的上述和/或附加的方面和优点从结合下面附图对实施方式的描述中将变得明显和容易理解,其中:
13.图1是本技术实施方式的摄像头装饰件的制作方法的流程示意图;
14.图2是本技术实施方式的摄像头装饰件的制作过程示意图;
15.图3是本技术实施方式的摄像头装饰件的立体结构示意图;
16.图4是本技术实施方式的电子装置的结构示意图;
17.图5是本技术实施方式的电子装置的又一结构示意图;
18.图6是本技术实施方式的电子装置的另一结构示意图;
19.图7是本技术实施方式的摄像头装饰件的制作方法的又一流程示意图;
20.图8是本技术实施方式的摄像头装饰件的制作方法的另一流程示意图;
21.图9是本技术实施方式的摄像头装饰件的又一制作过程示意图;
22.图10是本技术实施方式的摄像头装饰件的制作方法的再一流程示意图;
23.图11是本技术实施方式的摄像头装饰件的制作方法的再一流程示意图;
24.图12是本技术实施方式的摄像头装饰件的另一制作过程示意图;
25.图13是本技术实施方式的摄像头装饰件的制作方法的再一流程示意图;
26.图14是本技术实施方式的摄像头装饰件的制作方法的再一流程示意图;
27.图15是本技术实施方式的摄像头装饰件的制作方法的再一流程示意图。
28.主要元件符号说明:
29.电子装置100;
30.摄像头装饰件10、不锈钢板材11、预制件12、底壁121、功能孔1211、侧壁122、弧形曲面123、凹槽124、外观膜层13、第一外观膜层131、第二外观膜层132、第一表面14、第二表面15、遮蔽层16、壳体20、正面21、背面22、弧形过渡面23、摄像头30、弯折模具40。
具体实施方式
31.下面详细描述本技术的实施方式,所述实施方式的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施方式是示例性的,仅用于解释本技术,而不能理解为对本技术的限制。
32.在本技术中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
33.下文的公开提供了许多不同的实施方式或例子用来实现本技术的不同结构。为了简化本技术的公开,下文中对特定例子的部件和设定进行描述。当然,它们仅仅为示例,并且目的不在于限制本技术。此外,本技术可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施方式和/或设定之间的关系。此外,本技术提供了的各种特定的工艺和材料的例子,但是本领域普通技术人员可以意识到其他工艺的应用和/或其他材料的使用。
34.请参阅图1至图5,本技术实施方式的摄像头装饰件10的制作方法包括步骤:
35.01,提供一不锈钢板材11;
36.02,对不锈钢板材11进行冲压成型以形成预制件12;
37.03,对预制件12的一侧进行弯折处理以使预制件12的边缘形成弧形曲面123,从而
形成摄像头装饰件10。
38.如此,摄像头30外表面的装饰件使用了强度更好的不锈钢,通过冲压和弯折成型的方法能够有效实现复杂3d造型的产品,同时节省较多成本和时间。
39.请参阅图3,本技术实施方式的摄像头装饰件10可利用本技术实施方式的摄像头装饰件10的制作方法制成。
40.请参阅图4,本技术实施方式的电子装置100包括壳体20、摄像头30和上述实施方式的摄像头装饰件10,摄像头30安装在壳体20内的;摄像头装饰件10安装在壳体20上且套设摄像头30。
41.如此,摄像头装饰件10可以套设摄像头30起到保护摄像头30的作用,摄像头装饰件10和摄像头30设置在壳体20中,使得壳体20可以吸收外界的冲击和振动。
42.具体地,在步骤01中,提供的不锈钢板材11可以是316l型不锈钢板材11,不锈钢具有较好的力学性能,便于加工成型为所需要的形状。同时不锈钢板材11强度较好,在形成摄像头装饰件10后可以承担保护摄像头30的作用。在步骤02中,可以使用压力机和模具对不锈钢板材11进行冲压,使得不锈钢板材11可以发生塑性形变,形成装饰件所需要的尺寸。在步骤03中,对预制件12的一侧的边缘进行弯折使得预制件12的边缘形成弧形曲面123,使得摄像头装饰件10手感更加顺滑。而预制件12的形成弧形曲面123的另一侧的边缘可以形成圆角,使得整个摄像头装饰件10更加美观。
43.在本技术实施方式中,壳体20包括正面21和背面22,壳体20自背面22向正面21延伸形成有弧形过渡面23,摄像头装饰件10安装在背面22。摄像头装饰件10通过步骤03形成的弧形曲面123的曲率半径与壳体20的弧形过渡面23的曲率半径相同。这样,请结合图5,在某些实施方式中,摄像头30可以设置在电子装置100的侧边,摄像头装饰件10可以凸出于壳体20并与壳体20的弧形过渡面23接合,用户触摸的手感顺滑。请结合图6,在某些实施方式中,摄像头装饰件10可以完全嵌合在壳体20中,以使电子装置100的外表面一致,使得电子装置100的整个背面22为一个平面,外观效果更好。
44.本技术实施方式的电子装置100可以是智能手机、游戏装置、音乐播放装置、存储装置、平板电脑等智能移动终端设备,还可以是照相机、摄影机、笔记本电脑、增强现实(augmented reality,ar)设备、虚拟现实(virtual reality,vr)设备、数据存储装置、音频播放装置、视频播放装置、可穿戴设备等具有拍照和摄像功能的设备。在本技术实施方式中,对电子装置100具体的类型不做限定,以满足不同需求。
45.请参阅图3,在某些实施方式中,预制件12包括底壁121和连接底壁121的侧壁122,侧壁122与底壁121围成有凹槽124,底壁121上形成有功能孔1211。
46.如此,凹槽124的空间可以用于放置摄像头30,底壁121上的功能孔1211为通孔,可以使得凹槽124一侧的摄像头30可以接收来自凹槽124另一侧的光线。
47.具体地,在某些实施方式中,可以在步骤02中通过冲压形成了预制件12的侧壁122与底壁121以及在底壁121开设功能孔1211。功能孔1211用于使得摄像头30和其他传感器可以设置在凹槽124中并接收来自凹槽124外的光线或者红外线。在一个例子中,底壁121上可以形成两个圆形功能孔1211,两个圆形功能孔1211可以用于对接摄像头30的两个镜头,底壁121还可以形成一个用于放置闪光灯的矩形功能孔1211。
48.请参阅图2和图7,在某些实施方式中,在步骤03之前,制作方法还包括步骤:
49.04,对预制件12的外表面和内表面进行cnc加工处理。
50.如此,通过cnc加工的精度更高,可以形成所需要的尺寸和结构,提高最终的摄像头装饰件10的做工质量。
51.具体地,cnc加工是指计算机数字化控制精密机械加工,通过数控机床对预制件12进行精密加工,加工精度高,可以形成所需要的各种结构。例如,可以使用cnc加工形成功能孔1211,在这样的实施方式中,功能孔1211可以不使用冲压而是完全使用cnc加工形成。在其它实施方式中,功能孔1211可以同时经历冲压和cnc加工两个步骤形成,或者说功能孔1211先由冲压形成,在经过cnc加工保证功能孔1211的尺寸精度。
52.请参阅图3,在某些实施方式中,经过cnc加工处理后的预制件12的底壁121的厚度为0.39mm
‑
0.41mm,侧壁122的厚度为0.34mm
‑
0.36mm。例如,经过cnc加工处理后的预制件12的底壁121的厚度可以为0.39mm、0.40mm和0.41mm,侧壁122的厚度可以为0.34mm、0.35mm和0.36mm。
53.如此,摄像头装饰件10的厚度尺寸既可以保证装饰件的强度,又可以使得装饰件尽可能的纤薄,保证摄像头装饰件10性能满足需求。
54.具体地,在步骤01中,提供不锈钢板材11的尺寸可以设置为0.39mm
‑
0.41mm,再经过冲压形成底壁121和侧壁122,在通过步骤04对侧壁122进行cnc加工,使得侧壁122的厚度为0.34mm
‑
0.36mm。在一个例子中,底壁121的厚度为0.40mm,侧壁122的厚度为0.35mm。
55.进一步地,请参阅图3,在某些实施方式中,侧壁122的顶面与底壁121的底面之间的距离为1mm
‑
1.1mm。例如,侧壁122的顶面与底壁121的底面之间的距离可以为1mm、1.01mm、1.02mm、1.03mm、1.04mm、1.05mm、1.06mm、1.07mm、1.08mm、1.09mm和1.1mm。如此,摄像头装饰件10整体厚度较为纤薄,使得摄像头装饰件10美观且强度性能较好,将摄像头30设置在摄像头装饰件10内,可有效利用电子装置100内空间,降低电子装置100的整机的厚度。
56.请参阅图8和图9,在某些实施方式中,步骤03还包括步骤:
57.031,提供一弯折模具40;
58.032,将预制件12放置在弯折模具40内;
59.033,利用弯折机台对预制件12进行弯折处理以使预制件12的边缘形成弧形曲面123,从而形成摄像头装饰件10。
60.如此,通过弯折模具40将预制件12弯折形成需要的弧形曲面123,使得摄像头装饰件10可以更加贴合摄像头30和壳体20,外光效果更好。
61.可以理解的是,预制件12的边缘形成的弧形曲面123和底壁121形成的功能孔1211互不干涉,避免弯折功能孔1211造成应力集中等问题。具体地,在某些实施方式中,在执行完步骤031
‑
步骤033后,再执行步骤04,以对弯折后的摄像头装饰件10再进行cnc加工以去除弯折产生的多余的结构。
62.请参阅图10,在某些实施方式中,制作方法还包括步骤:
63.05,对摄像头装饰件10进行抛光处理。
64.如此,抛光处理可以去除摄像头装饰件10上的毛刺,使得摄像头装饰件10包面更加光滑,提高摄像头装饰件10的亮度,使得摄像头装饰件10更加美观。
65.具体地,可以摄像头装饰件10的外表面和功能孔1211等结构进行抛光处理,以去
除冲压和cnc加工产生的多余结构和毛刺,使得整个摄像头装饰件10表面平整、光滑和明亮。抛光处理可以降低摄像头装饰件10表面的粗糙度,使得摄像头装饰件10与其他元件配合误差变小,例如,可以抛光处理功能孔1211,以去除功能孔1211内缘的毛刺,保证功能孔1211的表面粗糙度和尺寸精度。
66.请参阅图11,在某些实施方式中,制作方法还包括步骤:
67.06,采用气相沉积法在摄像头装饰件10的表面制备外观膜层13。
68.如此,通过气相沉积的方法可以在摄像头装饰件10表面制备具有颜色的外观膜层13,使得摄像头装饰件10外观效果更佳。
69.具体地,气相沉积法可以为物理气相沉积(physical vapor deposition,pvd),通过蒸发或溅射的方法在摄像头装饰件10表面形成带有颜色的外观膜层13,使得摄像头装饰件10可以带有特定的颜色,也即外观膜层13带有所需要的颜色。在一些实施方式中,步骤06可以设置在步骤05之后,也即完成步骤03之后,再对摄像头装饰件10进行抛光处理,然后再采用气相沉积法在摄像头装饰件10的表面制备外观膜层13,进一步增加摄像头装饰件10的外观效果。
70.请结合图12,在本技术实施方式中,摄像头装饰件10可以包括依次设置的第一表面14和第二表面15,使用遮蔽层16遮蔽第二表面15,再通过气相沉积法在第一表面14形成第一外观膜层131,然后使用遮蔽层16遮蔽第一表面14,通过气相沉积法在第二表面15形成第二外观膜层132,这样,第一外观膜层131和第二外观膜层132可以形成不同的颜色层,使得摄像头装饰件10更加美观。可以理解的,在其它实施方式中,可以将摄像头装饰件10分为多个表面,通过遮蔽层16遮蔽不同表面,以使得不同表面形成不同的颜色,提高摄像头装饰件10的外观效果。
71.请参阅图13,在某些实施方式中,在步骤03之前,制作方法还包括步骤:
72.07,对预制件12进行退火处理。
73.如此,退火处理可以释放预制件12的应力、增加预制件12延展性和韧性,最终提高摄像头装饰件10的力学性能。
74.具体地,将预制件12暴露在高温一段时间后,再慢慢冷却,这样消除预制件12的应力,提高预制件12的强度。退火处理可以设置在对预制件12的边缘形成弧形曲面123之前,也即步骤07设置在步骤03之前。
75.在一些实施方式中,请结合图14,退火处理可以设置在预制件12进行cnc加工处理之后,也即步骤07设置在步骤04之后,步骤03之前。在另一些实施方式中,请结合图15,可以依次执行步骤01、步骤02、步骤04、步骤07、步骤03、步骤05和步骤06,以最终提高摄像头装饰件10外观效果和强度。
76.在本发明的实施方式的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个所述特征。在本发明的实施方式的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
77.在本说明书的描述中,参考术语“一个实施方式”、“一些实施方式”、“示意性实施方式”、“示例”、“具体示例”、或“一些示例”等的描述意指结合所述实施方式或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施方式或示例中。在本说明书
中,对上述术语的示意性表述不一定指的是相同的实施方式或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施方式或示例中以合适的方式结合。
78.流程图中或在此以其他方式描述的任何过程或方法描述可以被理解为,表示包括一个或更多个用于实现特定逻辑功能或过程的步骤的可执行指令的代码的模块、片段或部分,并且本发明的优选实施方式的范围包括另外的实现,其中可以不按所示出或讨论的顺序,包括根据所涉及的功能按基本同时的方式或按相反的顺序,来执行功能,这应被本发明的实施例所属技术领域的技术人员所理解。
79.尽管上面已经示出和描述了本技术的实施方式,可以理解的是,上述实施方式是示例性的,不能理解为对本技术的限制,本领域的普通技术人员在本技术的范围内可以对上述实施方式进行变化、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1