喇叭振动片的检测方法及其系统与流程
本发明涉及重量分类系统,特别涉及一种喇叭振动片的检测方法及其系统。
背景技术:
1、一般喇叭包括低音单元、中音单元、高音单元,这三种单元分别负责不同的频率。一个典型的动圈式喇叭,当电流流过电线至音圈时,会产生出电磁场,由于这个电磁场与喇叭上的永久磁铁的磁场成直角方向,使得活动线圈受力于间隙内产生运动。这个运动所产生的机械力,使附着音圈的纸盘产生垂直、上下的振动,从而使空气振动,发出音频传送到人耳,达到声音还原供人聆听的目的,实现了电能至声能的转化。
2、为了避免喇叭中的音圈因垂直、上下的振动而接触其他的金属组件,因此喇叭内部所包含的非金属零件基材有多种是采用布材制成,主要原因在于经过特殊处理的布材具备适当的弹性与强度,能提供喇叭作动时所要功能的要求,其中,又以喇叭振动片(或称弹波damper)为喇叭或扬声器结构中最重要的组件之一,喇叭振动片除了提供喇叭或扬声器较佳的输出功率及音频特性,也是喇叭或扬声器制造者在制造喇叭或扬声器时,质量管理的基础。
3、习知技术喇叭振动片的制造方法,包括有含浸步骤、烘烤步骤、热压步骤及裁切步骤。其中,含浸步骤将布料含浸于树脂之中,使布料吸收树脂,并于布料的纤维外部形成一树脂层,从而使布料具有一定的硬度。烘烤步骤将吸收树脂的布料烘干,以去除布料中的水分。
4、然而,习知技术的喇叭振动片的制造方法的问题在于,当半成品的喇叭振动片进行热压步骤时,可能由于运输时布料未完全贴平于表面,从而导致热压后的喇叭振动片的表面凹凸不平或者存在沟痕等瑕疵,造成其在输出音频时产生噪音,从而影响喇叭的音质。
5、另一方面,若不解决喇叭振动片的表面凹凸不平或者存在沟痕等瑕疵的问题,可能经振动片长时间的振动,导致金属导线无法稳固与音圈及输入端子连接,从而影响喇叭音质的输出,此外,导线更有可能因产生错位的问题发生变形松散或断裂的状况。
6、有鉴于习见的包装提袋结构具有上述缺点,创作人乃针对该缺点研究改进之道,终于有本发明产生。
技术实现思路
1、本发明实施例提供一种喇叭振动片的检测系统,其通过热压模具以及裁切模具自动形成得复数个喇叭振动片,并且通过运输模组运输该喇叭振动片至分类模组,该分类模组根据重量区间分类该喇叭振动片。借此,根据重量区间分类该喇叭振动片,检测喇叭振动片的表面是否凹凸不平或者存在沟痕瑕疵,防止喇叭振动片在输出音频时产生噪音,从而影响喇叭的音质。
2、为达上述目的,本创作提供一种喇叭振动片的检测方法,包括:一含浸步骤,将一布材含浸于树脂中;一热压成形步骤,一热压模具以热压方式对该布材进行加温及加压,使该布材上同时形成复数个振动片成形部;一裁切步骤,对应该振动片成形部予以裁切,并取得复数个喇叭振动片;一运输步骤,将该裁切步骤后的该喇叭振动片借由至少一运输模组运送至一分类模组;一量测步骤,通过一分类模组量测该喇叭振动片的重量;以及一分类步骤,该分类模组根据一重量区间分类该喇叭振动片;其中,当该待测物的重量落入该重量区间时,该分类模组判断该待测物的重量为良品,当该待测物的重量未落入该重量区间时,该分类模组判断该待测物的重量为不良品。
3、较佳地,根据本发明的检测方法,其中,该检测方法还包括:
4、一转运步骤,借由一转运模组转运裁切步骤后的该喇叭振动片。
5、较佳地,根据本发明的检测方法,其中,该检测方法还包括:
6、一良品检测步骤,当该分类模组判断该待测物的重量为良品时,一正确运输模组将该喇叭振动片运输至一正确区,当该分类模组判断该待测物的重量为不良品时,一错误运输模组将该喇叭振动片运输至一错误区。
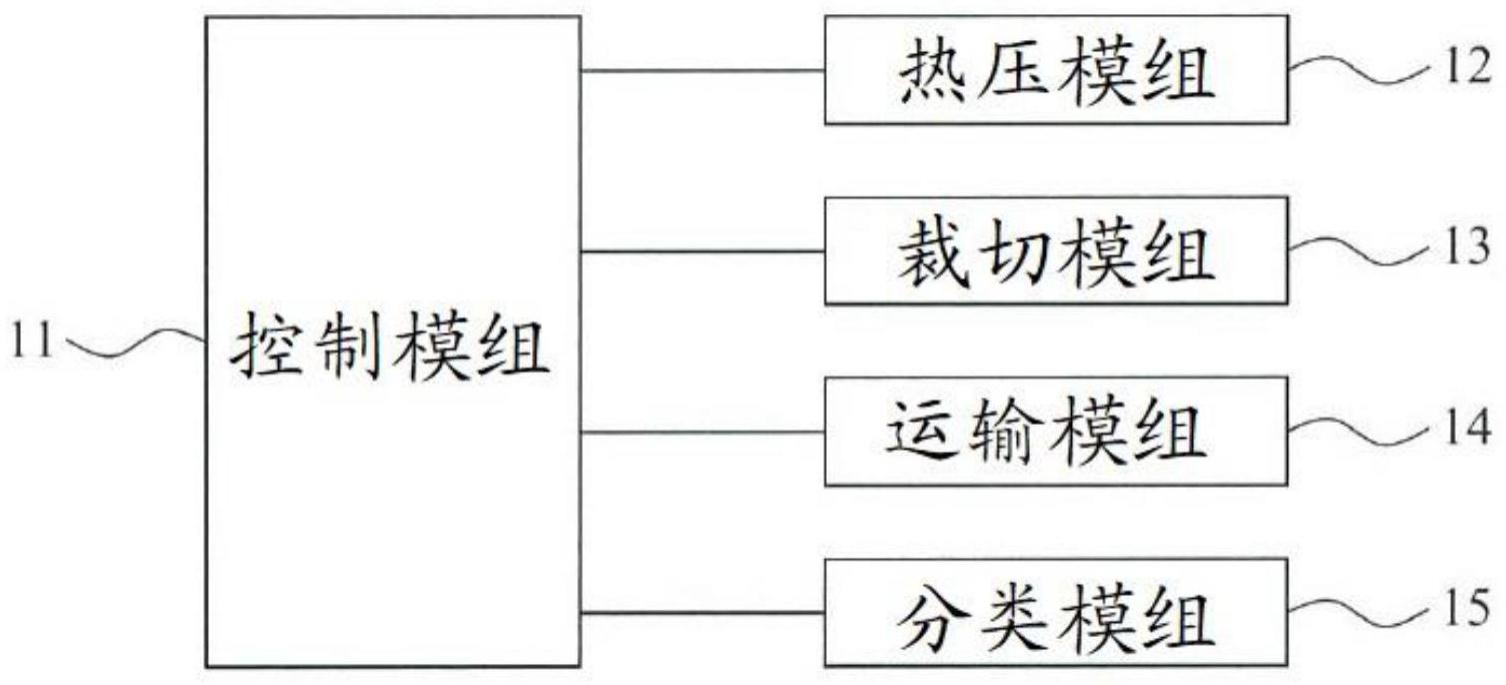
7、又,为达上述目的,本发明再以上述的检测方法为基础,进一步提出一种检测系统,包含有:一控制模组,用于控制该检测系统;一热压模具,耦接于该控制模组,该热压模具以热压方式对该布材进行加温及加压,使该布材上同时形成至少一振动片成形部;一裁切模具,耦接于该控制模组,该裁切模具对应该振动片成形部予以裁切,并取得至少一喇叭振动片;至少一运输模组,耦接于该控制模组,该运输模组用于运输该喇叭振动片;以及一分类模组,其耦接于该控制模组,该分类模组根据一重量区间分类该喇叭振动片。
8、较佳地,根据本发明的检测系统,其中,该分类模组还包括:
9、一正确运输模组以及一错误运输模组,其中,当该喇叭振动片的重量落入该重量区间时,该正确运输模组将该喇叭振动片运输至一正确区,当该喇叭振动片的重量未落入该重量区间时,一错误运输模组将该喇叭振动片运输至一错误区。
10、较佳地,根据本发明的检测系统,其中,该检测系统还包括:
11、一设定模组,设置该控制模组上,该设定模组用于供用户设定该重量区间。
12、较佳地,根据本发明的检测系统,其中,该分类模组还包括:
13、一正确警示灯以及一错误警示灯,该正确灯号以及该错误警示灯皆设置于该分类模组上,其中,当该喇叭振动片的重量落入该重量区间时,该正确警示灯亮起,反的,当该喇叭振动片的重量未落入该重量区间时,该错误警示灯亮起。
14、较佳地,根据本发明的检测系统,其中,该分类模组与该控制模组的连接方式为有线连接以及无线连接的其中之一。
15、较佳地,根据本发明的检测系统,其中,该检测系统还包括:
16、一吸取单元,设置于该裁切模具上,该吸取单元用于固定裁切后的该喇叭振动片。
17、较佳地,根据本发明的检测系统,其中,该检测系统还包括:
18、一转运模组,耦接于该控制模组,该转运模组用于转运裁切后的该喇叭振动片。
19、本发明的有益效果是:
20、本发明的喇叭振动片的检测系统,通过热压模具以及裁切模具自动形成得复数个喇叭振动片,并且通过运输模组运输该喇叭振动片至分类模组,该分类模组根据重量区间分类该喇叭振动片。借此,根据重量区间分类该喇叭振动片,检测喇叭振动片的表面是否凹凸不平或者存在沟痕等瑕疵,防止喇叭振动片在输出音频时产生噪音。如此一来,根据本发明的检测方法及其系统可以实现一种自动化检测的设备,其热压、裁切、运输、量测、以及检测皆可以实现由一人控制检测系统的控制模组以完成操作,达成节省空间、节省劳动力、以及降低劳动强度的功效。
技术特征:
1.一种喇叭振动片的检测方法,其特征在于,包括:
2.根据权利要求1所述的喇叭振动片的检测方法,其特征在于,该检测方法还包括:
3.根据权利要求1所述的喇叭振动片的检测方法,其特征在于,该检测方法还包括:
4.一种喇叭振动片的检测系统,其特征在于,包括:
5.根据权利要求4所述的喇叭振动片的检测系统,其特征在于,该分类模组还包括:
6.根据权利要求4所述的喇叭振动片的检测系统,其特征在于,该检测系统还包括:
7.根据权利要求4所述的喇叭振动片的检测系统,其特征在于,该分类模组包括:
8.根据权利要求4所述的喇叭振动片的检测系统,其特征在于,该分类模组与该控制模组的连接方式为有线连接以及无线连接的其中之一。
9.根据权利要求4所述的喇叭振动片的检测系统,其特征在于,该检测系统系还包括:
10.根据权利要求9所述的喇叭振动片的检测系统,其特征在于,该检测系统系还包括:
技术总结
本发明提供了一种喇叭振动片的检测方法,其步骤包括:含浸步骤、热压成形步骤、裁切步骤、运输步骤、量测步骤、以及分类步骤。首先将一布材含浸于树脂中;接着,对该布材进行加温及加压,使布材上同时成形振动片成形部;随后,对应振动片成形部予以裁切,并取得喇叭振动片;之后,将喇叭振动片借由运输模组运送至分类模组;最后,通过分类模组量测喇叭振动片的重量;并且,根据重量区间分类喇叭振动片。如此一来,根据本发明的检测方法及其系统可以实现一种自动化检测的设备,其热压、裁切、运输、量测、以及检测皆可以实现由一人控制检测系统的控制模组以完成操作,达成节省空间、节省劳动力、以及降低劳动强度的功效。
技术研发人员:大原祐子
受保护的技术使用者:大原祐子
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!