壳组件的制作方法、壳组件及电子设备与流程
1.本技术涉及电子设备技术领域,特别是涉及一种壳组件的制作方法、壳组件及电子设备。
背景技术:
2.对于常规手机的壳组件,其摄像头处的玻璃镜片与后盖多采用胶水进行粘接,在胶水固化后将玻璃镜片与后盖稳定的连接在一起。然而,采用胶水粘接的方式容易在玻璃镜片与后盖的结合界面出现溢胶、气泡等缺陷,不仅使得密封性能降低,而且也严重影响外观效果,不利于手机外观精致性的体现。
技术实现要素:
3.基于此,有必要提供一种壳组件的制作方法,使得壳组件的密封效果及外观效果都较好,本技术还提供一种壳组件及电子设备。
4.一种壳组件的制作方法,包括以下步骤:
5.提供玻璃镜片、后盖及金属辅助件;所述后盖具有内侧面及与所述内侧面相对的外侧面,且所述后盖自所述内侧面向所述外侧面贯穿地开设有安装孔;
6.对所述金属辅助件加工出装饰面;
7.将所述装饰面与所述玻璃镜片通过阳极键合的方式结合在一起;
8.将所述金属辅助件连接于所述内侧面,并使所述玻璃镜片容置于所述安装孔内。
9.通过上述壳组件的制作方法所得到的壳组件中,由于金属辅助件具有装饰面,装饰面与玻璃镜片通过阳极键合的方式接合在一起,如此可以使金属辅助件与玻璃镜片之间达到较高的连接强度,且密封效果较好,此外,在外界光线透过玻璃镜片时,部分光线照射至装饰面,使得装饰面呈可视状态并起到装饰效果,从而提高结构的精致程度,增加产品的外观表现力。
10.在其中一个实施例中,对所述金属辅助件加工出装饰面的步骤还包括以下步骤:
11.对所述金属辅助件进行cnc外形加工;
12.对所述金属辅助件进行表面抛光处理;
13.对所述金属辅助件的局部区域进行表面装饰处理,以得到装饰面。
14.在其中一个实施例中,通过拉丝或电镀或物理气相沉积的方式对所述金属辅助件的局部区域进行表面装饰处理。
15.在其中一个实施例中,在将所述装饰面与所述玻璃镜片通过阳极键合的方式结合在一起的步骤包括以下步骤:
16.组装:将所述装饰面贴合于所述玻璃镜片;
17.电路连接:将所述金属辅助件连接于电源的正极,所述玻璃镜片连接于电源的负极;
18.键合:所述金属辅助件与所述玻璃镜片在真空度为p既定电压为v加热温度为m压
紧作用力为f1的情况下键合在一起,其中,p1《-95kpa,0.3mpa≤f1≤0.8mpa,200℃≤m1≤300℃,500v≤v1≤1000v。
19.在其中一个实施例中,当所述金属辅助件、所述玻璃镜片及所述电源所构成的电路内电流稳定不变时,所述装饰面与所述玻璃镜片键合完成。
20.在其中一个实施例中,在所述组装与所述电路连接的步骤之间还包括以下步骤:
21.预键合:所述金属辅助件与所述玻璃镜片在真空度为p2、加热温度为m2、压紧作用力为f2、保持时长为t2的情况下预键合在一起,其中,p2《-95kpa,0.1mpa≤f2≤0.4mpa,50℃≤m2≤150℃,60s≤t2≤120s。
22.在其中一个实施例中,所述金属辅助件的材质为铝合金或不锈钢。
23.在其中一个实施例中,在将所述装饰面与所述玻璃镜片通过阳极键合的方式结合在一起的步骤之前还包括以下步骤:采用中性清洗剂对所述金属辅助件与所述玻璃镜片进行清洗。
24.一种壳组件,所述壳组件由上述的制作方法制作得到。
25.一种电子设备,包括上述的壳组件。
附图说明
26.图1中:(a)为本技术实施例的壳组件的一视角的结构示意图;(b)为(a)中所示壳组件的另一视角的结构示意图;
27.图2为图1中所示壳组件的剖视图;
28.图3为图2中a处的结构放大示意图;
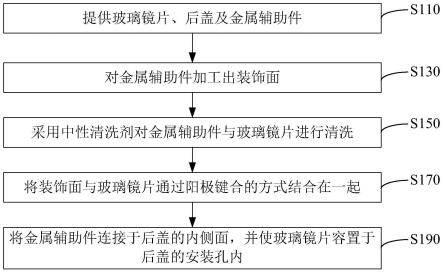
29.图4为图1所示壳组件的制作方法的流程图;
30.图5为图4所示制作方法中s130的流程图;
31.图6为图4所示制作方法中s170的流程图;
32.图7为图6所示流程图中s175电路连接的示意图;
33.图8为图6所示流程图中s177中金属辅助件与玻璃镜片的键合示意图。
具体实施方式
34.为了便于理解本技术,下面将参照相关附图对本技术进行更全面的描述。附图中给出了本技术的较佳的实施例。但是,本技术可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本技术的公开内容的理解更加透彻全面。
35.作为在此使用的“终端设备”指包括但不限于经由以下任意一种或者数种连接方式连接的能够接收和/或发送通信信号的装置:
36.(1)经由有线线路连接方式,如经由公共交换电话网络(public switched telephone networks,pstn)、数字用户线路(digital subscriber line,dsl)、数字电缆、直接电缆连接;
37.(2)经由无线接口方式,如蜂窝网络、无线局域网(wireless local area network,wlan)、诸如dvb-h网络的数字电视网络、卫星网络、am-fm广播发送器。
38.被设置成通过无线接口通信的电子设备可以被称为“移动终端”。电子设备的示例
包括但不限于以下电子装置:
39.(1)卫星电话或蜂窝电话;
40.(2)可以组合蜂窝无线电电话与数据处理、传真以及数据通信能力的个人通信系统(personal communications system,pcs)终端;
41.(3)无线电电话、寻呼机、因特网/内联网接入、web浏览器、记事簿、日历、配备有全球定位系统(global positioning system,gps)接收器的个人数字助理(personal digital assistant,pda);
42.(4)常规膝上型和/或掌上型接收器;
43.(5)常规膝上型和/或掌上型无线电电话收发器等。
44.结合图1至图3所示,本技术提供一种壳组件10及具有该壳组件10的电子设备。电子设备可以为智能手机、平板电脑、游戏机、学习机等。下面以智能手机为例,对电子设备及壳组件10进行详细介绍。
45.具体地,电子设备包括壳组件10及功能器件(未示出)。壳组件10包括后盖310及玻璃镜片320。后盖310具有内侧面311及与内侧面311相对设置的外侧面312,且后盖310自内侧面311向外侧面312贯穿地开设有安装孔313。可以理解,内侧面311与外侧面312共同限定了后盖310的厚度方向,安装孔313沿后盖310的厚度方向延伸并贯穿后盖310。功能器件包括电池及摄像头,电池对应于后盖310的内侧面311,摄像头与电池电连接,且对应于安装孔313设置。玻璃镜片320容置于安装孔313,并与后盖310之间保持密封,玻璃镜片320对摄像头起到保护作用,并可供外界光线透过而进入摄像头内部。在一些实施例中,电子设备包括中框,中框包括中板及连接于中板周缘的边框。后盖310连接于边框,功能器件安装于中板上,且被限定于中框与内侧面311所围成的空间内。
46.在一实施例中,功能器件还包括显示屏和电路板。显示屏和后壳分别固定于中框的相背的两侧,显示屏、中框及壳组件10一起形成电子设备的外部结构,电路板位于该外部结构所围成的空间内,电路板与电池连接,且其上集成有控制器、存储单元、电源管理单元、基带芯片等电子元件,显示屏及摄像头均与电路板连接,电路板可以控制显示屏及摄像头的运行。
47.进一步地,在本技术中,壳组件10包括金属辅助件330,玻璃镜片320与后盖310分别与金属辅助件330连接,从而两者通过金属辅助件330实现连接。具体地,金属辅助件330具有装饰面331,装饰面331与玻璃镜片320通过阳极键合的方式接合在一起,如此,金属辅助件330与玻璃镜片320可以达到较高的连接强度,且密封效果较好,此外,在外界光线透过玻璃镜片320时,部分光线照射至装饰面331,使得装饰面331呈可视状态并起到装饰效果,从而提高结构的精致程度,增加产品的外观表现力。
48.需要指出的是,对于装饰面331,其可以为通过拉丝工艺所形成的纹路效果,也可以为通过电镀或物理气相沉积后所形成的具有装饰效果的镀层。总之,装饰面331为金属辅助件330上用于与玻璃镜片320连接的表面,其通过各种工艺手段处理后得到,并在连接于玻璃镜片320的周缘时能够起到装饰效果。
49.此外,金属辅助件330的材质为金属,玻璃镜片320的材质为玻璃。对于金属材质的金属辅助件330,其不仅能够与玻璃镜片320通过阳极键合的方式稳定接合在一起,而且,通过工艺手段处理后,金属辅助件330上更容易形成具有装饰效果的装饰面331。具体地,金属
辅助件330的材质可以为铝合金或不锈钢。
50.具体地,金属辅助件330还与后盖310的内侧面311连接。在电子设备中,后盖310的内侧面311为不可视区域,则金属辅助件330与内侧面311的连接不可视,因而可通过胶粘、焊接、阳极键合等方式对金属辅助件330与内侧面311连接,且无需对连接的外观效果有较高要求。若采用胶粘的方式将金属辅助件330与内侧面311连接,为保证达到较好的密封,可涂覆较多的胶水,以确保完全密封。若后盖310的材质也为玻璃材质,则可通过阳极键合的方式将金属辅助件330与内侧面311连接,如此也能够达到较好的密封,同时可实现较高强度的连接。若后盖310为金属材质,则可通过焊接的方式将金属辅助件330与内侧面311连接,也能够达到较好的密封,同时可实现较高强度的连接。
51.结合图3与图4所示,在本技术一实施例中,壳组件10的制作方法包括以下步骤:
52.步骤s110,提供玻璃镜片320、后盖310及金属辅助件330,其中,后盖310具有内侧面311及与内侧面311相对的外侧面312,且后盖310自内侧面311向外侧面312贯穿地开设有安装孔313。
53.可以理解,内侧面311与外侧面312共同限定了后盖310的厚度方向,安装孔313沿后盖310的厚度方向延伸并贯穿后盖310。安装孔313的形状与玻璃镜片320的形状相适配,以恰好能够容纳玻璃镜片320。此外,玻璃镜片320为玻璃材质,并可供光线透过。金属辅助件330为金属材质,例如铝合金或不锈钢。
54.步骤s130,对金属辅助件330加工出装饰面331。
55.通过对金属辅助件330进行处理,从而使其表面的局部区域成为装饰面331,且该装饰面331用于与玻璃镜片320连接。具体地,玻璃镜片320的周缘形成有连接面,装饰面331恰好与连接面相贴合而形成连接。
56.在本技术中,装饰面331可分成第一面331a及与第一面331a连接的第二面331b,第一面331a与第二面331b共同配合使得整个装饰面331呈断面为“l”字形的环形结构。第一面331a为与外界入射光线相垂直的平面,第二面331b为与外界入射光线相平行的平面。第一面331a可以被直视而呈现装饰效果,而第二面331b可以被侧视而呈现装饰效果。此外,第一面331a与第二面331b分别在两个方向与玻璃镜片320连接,可以提高连接强度及连接密封性。
57.结合图3至图5所示,具体地,s130还包括以下步骤:
58.s131,对金属辅助件330进行cnc外形加工。
59.通过对金属辅助件330进行cnc加工,从而去除多余的材料,从而形成装饰面331的雏形,以通过后续加工来形成装饰面331。
60.s133,对金属辅助件330进行表面抛光处理。
61.通过表面抛光处理,以使得金属辅助件330的表面粗糙度降低,从而获得光亮、平整的表面。具体地,当金属辅助件330的表面粗糙度不大于0.02mm时,表面抛光处理操作停止。
62.具体在本技术中,可对金属辅助件330先进行粗抛处理,之后进行精抛处理,以最终使表面粗糙度不大于0.02mm。具体地,可通过磁力研磨的方式实现对金属辅助件330的粗抛处理,通过机械抛光的方式实现对金属辅助件330的精抛处理。
63.s135,对金属辅助件330的局部区域进行表面装饰处理,以得到装饰面331。
64.具体地,可通过拉丝或电镀或物理气相沉积的方式对金属辅助件330的局部区域进行表面装饰处理。进一步地,通过拉丝工艺可在装饰面331形成特定的纹路,从而起到装饰效果。通过电镀或物理气相沉积的方式可以在装饰面331形成镀层,通过使镀层具有特定的颜色或图案或镜面效果,从而起到装饰目的。进一步地,也可以是对金属辅助件330的全部表面进行装饰处理,至少需要确保装饰面331具有装饰效果即可。
65.需要指出的是,具体在本技术中,在s133之前,还包括s132,对金属辅助件330进行清洗的步骤,以去除cnc外形加工时在金属辅助件330表面附着的金属碎屑。此外,在s133之后,还包括s134,对金属辅助件330进行清洗的步骤,以去除金属辅助件330表面附着的金属碎屑,以便于后续对装饰面331所对应的局部区域进行处理以具有较为丰富的装饰效果。
66.具体在本技术中,以金属辅助件330为型号是6a09h-t6(deco)的铝合金材质为例,对s130进行说明:
67.第一步:对金属辅助件330进行cnc加工。
68.第二步:采用清洗剂对金属辅助件330进行表面清洗。具体是采用由碳酸钠、表面活性剂及氢氧化钠配置而成的ph值为7~9的清洗剂对金属辅助件330进行表面清洗。
69.第三步:对金属辅助件330的表面进行粗抛。具体是采用抛光液对金属辅助件330的表面进行粗抛,以消除金属辅助件330表面的显著缺陷,使其表面更为平整。抛光液由碳化硅、二氧化硅、表面活性剂、ph稳定剂、络合剂等成分混合而成。
70.第四步:对金属辅助件330的表面进行精抛。具体是采用抛光液对金属辅助件330的表面进行精抛,以进一步提高表面平整程度,实现镜面高光效果。抛光液由氧化铝、氧化剂、分散剂、络合剂,ph值调节剂等成分混合而成。
71.第五步:采用清洗剂对金属辅助件330进行表面清洗。具体是采用由碳酸钠、表面活性剂及氢氧化钠配置而成的ph值为7~9的清洗剂对金属辅助件330进行表面清洗。
72.第六步:对金属辅助件330的表面进行电镀,以在金属辅助件330的表面产生装饰性镀层,达到设计颜色效果。
73.具体地,在该操作步骤中,需要对金属辅助件330依次进行脱脂、碱蚀、活化、镀镍、镀铬、烘干操作。进一步地,镀镍操作中,镍可以为珍珠镍或沙镍或黑镍。在其他实施例中,还可以将镀镍替换为镀银,例如面银或厚银;还可以替换为镀锌,例如彩锌或黑锌或蓝锌;还可以替换为镀铜,例如青鼓铜或白锡铜或碱铜或焦铜或酸铜;还可以替换为镀金。进一步地,镀铬操作中,铬可以为白铬或硬铬或黑铬。通过镀铬操作可以使得装饰面331具有较强的光线反射能力,且长久保持不变色,从而使玻璃镜片320周围呈现金属本身较为闪亮的镜面装饰效果。可以理解,此时的装饰面331不具有装饰纹路,也能够达到增加产品的表现力、提高结构的精致程度的效果。进一步地,镀铬操作还可以被替换为钝化操作,从而在金属辅助件330表面生成非常薄,且致密性好,覆盖性能良好的膜层,并使装饰面331呈现既定的颜色,从而起到装饰效果。
74.继续参阅图3与图4,步骤s150,采用中性清洗剂对金属辅助件330与玻璃镜片320进行清洗。
75.通过对金属辅助件330与玻璃镜片320进行清洗,可以去除附着在两者表面的杂质,确保装饰面331与连接面能够实现紧密贴合。此外,通过使用中性清洗剂,可以避免清洗剂与金属辅助件330及玻璃镜片320发生化学反应,并对装饰面331与连接面造成损伤而导
致装饰面331与连接面无法较好的贴合在一起。
76.需要指出的是,此处所提到的中性清洗剂是指ph值为7~9的清洗剂。在一实施例中,中性清洗剂可以为水。在另一实施例中,中性清洗剂为由碳酸钠、表面活性剂及氢氧化钠配置而成的液体。在其他实施例中,还可以将步骤s150省略。
77.结合图3与图4所示,步骤s170,将装饰面331与玻璃镜片320通过阳极键合的方式结合在一起。
78.在装饰面331与玻璃镜片320结合在一起之后,当外界光线透过玻璃镜片320时,部分光线照射至装饰面331,使得装饰面331呈可视状态并起到装饰效果,从而提高结构的精致程度,增加产品的表现力。此外,相比常规的胶粘方式,阳极键合的方式能够将装饰面331与玻璃镜片320充分结合在一起,从而达到较高的连接强度,且密封效果较好。
79.具体地,结合图3、图4、图6、图7、图8所示,步骤s170进一步包括以下步骤:
80.步骤s171,组装:将装饰面331贴合于玻璃镜片320。
81.将装饰面331对准玻璃镜片320的连接面321,并使装饰面331与连接面321紧贴在一起。连接面321为玻璃镜片320上恰好能够与装饰面331相配合的局部区域。
82.具体在本技术中,可将玻璃镜片320固定于压板410,将金属辅助件330固定于限位治具420,再将装饰面331与连接面321对准并紧贴在一起。需要指出的是,压板410与限位治具420的使用可有助于后续对金属辅助件330与玻璃镜片320施加压紧作用力,如图7所示。
83.步骤s173,预键合:金属辅助件330与玻璃镜片320在真空度为p2、加热温度为m2、压紧作用力为f2、保持时长为t2的情况下预键合在一起,其中,p2《-95kpa,0.1mpa≤f2≤0.4mpa,50℃≤m2≤150℃,60s≤t2≤120s。
84.可以理解,金属材质与玻璃材质的热膨胀系数差异大,如果将金属辅助件330与玻璃镜片320两者直接键合在一起,则会存在较大的裂开风险,因此,通过预键合操作可以提高连接强度,降低开裂的风险。
85.具体地,将限位治具420置于加热板430上,通过对压板410逐渐施加压紧作用力,从而使压板410与加热板430共同夹紧金属辅助件330与玻璃镜片320,同时,对两者所处环境逐渐抽真空,在加热温度、压紧作用力、真空度达到目标值时,保持既定时长,如此即可使金属辅助件330的装饰面331与玻璃镜片320的连接面321之间因不平整而存在空隙的地方通过弹塑性变形而相互容纳,迫使空隙内的空气逸出,从而使得装饰面331与连接面321之间的各个点处都充分吸合在一起。
86.在一实施例中,当加热炉温度升至50℃、压紧作用力逐渐增大至0.1mpa、真空度达到小于-95kpa时,保持时间60s,即可使装饰面331与连接面321充分吸合在一起。在其他实施例中,加热炉的温度还可以设定为100℃或150℃,压紧作用力还可以设定为0.2mpa或0.3mpa或0.4mpa,保持时间还可以设置为90s或120s。在设定的范围内,若加热炉的温度越高,玻璃镜片320的弹塑性变形能力越好,在此情况下,压紧作用力越大,保持时间越长,则越能够将装饰面331与连接面321之间的空气充分挤出,则装饰面331与连接面321的预键合效果越好。在设定范围之外,若加热炉的温度过高,压紧作用力过大,则会导致装饰面331与连接面321发生较大的挤压变形而不利于充分吸合在一起。此外,若保持时间过长,也会影响效率,提高生产成本。
87.需要指出的是,在本技术中,玻璃镜片320具体为康宁gg5摄像头镜片,金属辅助件
330为型号是6a09h-t6(deco)的铝合金材质。
88.步骤s175,电路连接:将金属辅助件330连接于电源的正极,玻璃镜片320连接于电源的负极。
89.如图7所示,具体在本技术中,将压板410与电源的负极之间通过线路连接,从而使固定于压板410上的玻璃镜片320对应于负极。将加热板430与电源的正极之间通过线路连接,从而使与加热板430接触的金属辅助件330对应于正极。具体地,电源可以为0v~1000v的直流电源。
90.步骤s177,键合:金属辅助件330与玻璃镜片320在真空度为p1、既定电压为v1、加热温度为m1、压紧作用力为f1的情况下进行键合,其中,p1《-95kpa,0.3mpa≤f1≤0.8mpa,200℃≤m1≤300℃,500v≤v1≤1000v。
91.具体地,在电源电压一定的情况下,通过对压板410逐渐施加压紧作用力,从而使压板410与加热板430共同夹紧金属辅助件330与玻璃镜片320,同时,对两者所处环境逐渐抽真空,在加热温度、压紧作用力、真空度达到目标值时,保持既定时长,即可实现装饰面331与连接面321的完全键合。
92.结合图7与图8所示,可以理解,在一定温度及电压的作用下,玻璃镜片320中的碱金属氧化物能够发生电离,使得碱金属离子例如na+在电场作用下发生迁移,向接有负极端的玻璃表面处积聚。随着电场作用时间的持续,在玻璃镜片320内靠近连接面321的位置处形成富集了大量负电荷(主要是o2-)的空间电荷区322,该空间电荷区322的厚度随时间的持续延长而增加,空间电荷区322的离子富集使得外加电场的电势能量主要集中在该区域,而空间电荷区322以外的范围内电势能较低。静电场作用下连接于阳极的装饰面331和阴极的连接面321处产生了约数十mv/cm的静电吸引力,其与外界压紧作用力共同作用下,实现了装饰面331与连接面321的紧密接触。同时,玻璃镜片320中形成的空间电荷区322所富集的o2-能够和金属材质的装饰面331发生不可逆反应,从而实现玻璃镜片320与金属辅助件330的阳极键合连接。在较高的键合温度下,玻璃镜片320发生弹性和粘性流动,连接面321与装饰面331之间从初始的点接触逐渐向外扩展至整片区域,最终实现完全接触。
93.在一实施例中,当电源电压为750v,加热炉温度升至250℃、压紧作用力逐渐增大至0.5mpa、真空度达到小于-95kpa时,保持既定时间,即可使装饰面331与连接面321充分键合在一起。在其他实施例中,电源电压还可以设定为500v或1000v,加热炉的温度还可以设定为200℃或300℃,压紧作用力还可以设定为0.3mpa或0.8mpa。需要指出的是,当金属辅助件330、玻璃镜片320及电源所构成的电路内电流稳定不变时,装饰面331与玻璃镜片320键合完成。或者可以理解,键合操作的持续时长由电路内电流达到稳定所耗费的时间来决定。
94.具体地,经过步骤s171、步骤s173、步骤s175、步骤s177之后,装饰面331与连接面321紧密的键合在一起,且两者之间不需要利用任何其他中间介质例如胶水等进行连接,密封效果好,同时也能够达到36mpa以上的连接强度。需要指出的是,在其他对连接强度要求相对较低的实施例中,还可以将步骤s173省略。
95.再次参阅图3及图4,步骤s190,将金属辅助件330连接于内侧面311,并使玻璃镜片320容置于安装孔313内。
96.在电子设备中,后盖310的内侧面311为不可视区域,则金属辅助件330与内侧面311的连接不可视,因而可通过胶粘、焊接、阳极键合等方式对金属辅助件330与内侧面311
连接,且无需对连接的外观效果有较高要求。若采用胶粘的方式将金属辅助件330与内侧面311连接,为保证达到较好的密封,可涂覆较多的胶水,以确保完全密封。若后盖310的材质也为玻璃材质,则可通过阳极键合的方式将金属辅助件330与内侧面311连接,如此也能够达到较好的密封,同时可实现较高强度的连接。若后盖310为金属材质,则可通过焊接的方式将金属辅助件330与内侧面311连接,也能够达到较好的密封,同时可实现较高强度的连接。因此,根据后盖310的材质可选择适合的连接方式将金属辅助件330连接于内侧面311,在此不做详细描述。
97.经过上述步骤所得到的壳组件10中,金属辅助件330通过阳极键合的方式与玻璃镜片320紧密结合在一起,而金属辅助件330也能够与后盖310的内侧面311紧密结合,如此即可使得三者构成一个整体,并在连接处具有较好的密封性。同时,在外界光线透过玻璃镜片320时,部分光线照射至金属辅助件330的装饰面331,使得装饰面331呈可视状态并起到装饰效果,从而提高结构的精致程度,增加产品的外观表现力。
98.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
99.以上所述实施例仅表达了本技术的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。因此,本技术专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1