一种高空气耦合度扬声器棉条吸附卷曲贴合设备及其贴合方法与流程
1.本发明属于高空气耦合度扬声器技术领域,尤其涉及高空气耦合度扬声器棉条吸附卷曲贴合设备及其贴合方法。
背景技术:
2.扬声器是一种把电信号转变为声信号的换能器件,扬声器的性能优劣对音质的影响很大。扬声器在音响设备中是一个最薄弱的器件,而对于音响效果而言,它又是一个最重要的部件。扬声器的种类繁多,而且价格相差很大。音频电能通过电磁,压电或静电效应,使其纸盆或膜片振动并与周围的空气产生共振(共鸣) 而发出声音。低档塑料音箱因其箱体单薄、无法克服谐振,无音质可言(也有部分设计好的塑料音箱要远远好于劣质的木质音箱);木制音箱降低了箱体谐振所造成的音染,音质普遍好于塑料音箱。通常多媒体音箱都是双单元二分频设计,一个较小的扬声器负责中高音的输出,而另一个较大的扬声器负责中低音的输出;
3.如专利号cn214304733u公开了一种用于扬声器生产的棉条贴合装置包括底座,所述底座上端设置有支柱,所述支柱上端设置有工作台,所述工作台下端设置有放料真空泵,所述工作台上端设置有棉条座;所述工作台上端设置有吸尘支撑架,所述吸尘支撑架下端设置有吸尘液压杆,所述吸尘液压杆下侧设置有吸尘真空泵,所述吸尘真空泵下端设置有吸尘盒;所述工作台上端设置有旋转电机,所述旋转电机上端设置有旋转支撑架,所述旋转支撑架下端设置有抓料液压杆,所述抓料液压杆下端设置有抓料板,但是该技术方案的缺点是没有办法实现对完成棉条吸附卷曲贴合的高空气耦合度扬声器的压合和卸料。
技术实现要素:
4.本发明目的在于提供高空气耦合度扬声器棉条吸附卷曲贴合设备及其贴合方法,以解决没有办法实现对完成棉条吸附卷曲贴合的高空气耦合度扬声器的压合和卸料的技术问题。
5.为实现上述目的,本发明的高空气耦合度扬声器棉条吸附卷曲贴合设备及其贴合方法的具体技术方案如下:
6.高空气耦合度扬声器棉条吸附卷曲贴合设备,包括底架组件,所述底架组件包括底架本体、中端传动杆、传动杆带轮、中端锥齿一、中端转动部、槽轮、拨轮、拨轮轴和电机,所述中端传动杆转动安装在底架本体上,中端传动杆上安装有传动杆带轮和中端锥齿一,中端转动部安装在底架本体上,槽轮固定安装在中端传动杆上,拨轮上固定安装有拨轮轴,拨轮轴转动安装在底架本体上,电机安装在底架本体上,拨轮与槽轮配合连接,还包括运载组件一、涂胶组件、运载组件二、卸料组件和皮带a,所述运载组件一、涂胶组件、运载组件二和卸料组件均与底架本体相连接,皮带a的一端连接在传动杆带轮上,皮带a的另一端连接在卸料组件上,涂胶组件与拨轮轴相连接。
7.进一步,所述底架本体上安装有支架一,中端转动部转动安装在支架一上,底架本体上安装有支架二,中端传动杆转动安装在支架一上,支架二上转动安装有拨轮轴,底架本体上安装有支架三,电机固定安装在支架三上。
8.进一步,所述中端转动部包括中端转柱、下端锥齿、上端转盘、转盘开口、转盘滑套和滑套弹簧,所述中端转柱的一端安装有下端锥齿,中端转柱的另一端安装有上端转盘,中端转柱转动安装在支架一上,下端锥齿与所述的中端锥齿一啮合传动,上端转盘上开有多个转盘开口,转盘开口的内端设置有内端限位凸台,转盘开口的内端滑动安装有转盘滑套,转盘滑套上安装有外侧限位凸台,外侧限位凸台与内端限位凸台限位配合,转盘滑套上套装有滑套弹簧,滑套弹簧设置在外侧限位凸台与内端限位凸台之间。
9.进一步,所述运载组件一包括运载支架一、运载辊子a、运载辊子轴a、运载辊子b、运载辊子轴b、运载带轮a、运载连接皮带、运载蜗杆a、运载蜗轮a、运载蜗轮轴a、运载同步带a和出料管a,所述运载支架一上转动安装有运载辊子轴a,运载辊子轴a上安装有运载辊子a,运载支架一上转动安装有运载辊子轴b,运载辊子轴b上固定安装有运载辊子b,运载辊子a和运载辊子b之间连接有运载同步带a,所述底架本体上安装有支架四,运载支架一固定安装在支架四上,运载支架一上转动安装有运载蜗杆a,运载蜗杆a上啮合连接有运载蜗轮 a,运载蜗轮a上安装有运载蜗轮轴a,运载蜗轮轴a转动安装在运载支架一上,运载辊子轴b上安装有运载带轮a,运载带轮a和运载蜗杆a之间连接有运载连接皮带,运载支架一上安装有出料管a,运载蜗轮轴a与中端传动杆固定安装。
10.进一步,所述涂胶组件包括涂胶支架、涂胶锥齿一、涂胶锥齿二、涂胶锥齿轴二、涂胶锥齿三、涂胶锥齿轴三、配合带轮a、配合带轮b、配合连接皮带a、凸轮转柱、凸轮、配合滚轮、滚轮转动轴、涂胶辊子部件、胶箱组件、弧形推板、推板滑杆、滑杆限位套和推板滑杆套簧,所述涂胶锥齿一与涂胶锥齿二啮合传动,涂胶锥齿二上安装有涂胶锥齿轴二,涂胶锥齿轴二转动安装在涂胶支架上,涂胶锥齿二上啮合传动连接有涂胶锥齿三,涂胶锥齿三安装在涂胶锥齿轴三的一端,涂胶锥齿轴三转动安装在涂胶支架上,涂胶锥齿轴三的另一端安装有配合带轮a,配合带轮a和配合带轮b之间连接有配合连接皮带a,配合带轮b安装在凸轮转柱的一端,凸轮转柱的另一端转动安装在涂胶支架上,凸轮转柱上安装有凸轮,凸轮上滚动配合连接有配合滚轮,配合滚轮转动安装在滚轮转动轴上,滚轮转动轴转动安装在涂胶支架上,胶箱组件安装在涂胶支架上,胶箱组件上安装有涂胶辊子部件,滚轮转动轴与涂胶辊子部件相连接,滚轮转动轴上配合连接有弧形推板,弧形推板安装在推板滑杆的一端,推板滑杆的另一端安装有滑杆限位套,推板滑杆与胶箱组件相连,推板滑杆上套装有推板滑杆套簧,并且推板滑杆套簧设置在胶箱组件和弧形推板之间,底架本体上安装有支架五,支架五与涂胶支架固定连接,涂胶锥齿轴二与电机的输出轴固定连接,涂胶锥齿一与拨轮轴固定连接。
11.进一步,所述涂胶辊子部件包括涂胶辊子、触发丁型杆、丁型杆卡簧、内端辊子、辊子连接架、连接架滑板,所述涂胶辊子上开有多个涂胶辊子开口,涂胶辊子开口的内端滑动连接有触发丁型杆,触发丁型杆与丁型杆卡簧相连接,丁型杆卡簧安装在涂胶辊子的内端,涂胶辊子内端转动安装有内端辊子,内端辊子固定安装在辊子连接架上并连通,内端辊子上开有多个内端辊子开口,辊子连接架的上端安装有连接架滑板,所述滚轮转动轴与连接架滑板固定连接,连接架滑板上开有滑板开孔,滑板开孔的配合连接有开孔端盖,开孔端盖
与连接架滑板铰接连接。
12.进一步,所述胶箱组件包括胶箱本体、胶箱端盖、端盖密封板、出料套管、套管连接架,所述胶箱本体上安装有胶箱端盖,胶箱端盖上开有与端盖密封板适配的开孔并通过端盖密封板密封,胶箱本体的下端安装有出料套管并连通,出料套管上安装有套管连接架,套管连接架上开有矩形通孔,辊子连接架与矩形通孔滑动连接,连接架滑板与出料套管滑动配合连接,套管连接架上开有滑孔,滑孔内滑动连接推板滑杆,推板滑杆套簧设置在套管连接架和弧形推板之间。
13.进一步,所述运载组件二包括运载支架二、运载辊子c、运载辊子轴c、运载辊子d、运载辊子轴d、运载带轮b、运载连接皮带b、运载蜗杆b、运载蜗轮 b、运载蜗轮轴b、运载同步带b和出料管b,所述运载支架二上转动安装有运载辊子轴c,运载辊子轴c上安装有运载辊子c,运载支架二上转动安装有运载辊子轴d,运载辊子轴d上固定安装有运载辊子d,运载辊子c和运载辊子d之间连接有运载同步带b,所述底架本体上安装有支架六,运载支架二固定安装在支架六上,运载支架二上转动安装有运载蜗杆b,运载蜗杆b上啮合连接有运载蜗轮b,运载蜗轮b上安装有运载蜗轮轴b,运载蜗轮轴b转动安装在运载支架二上,运载辊子轴d上安装有运载带轮b,运载带轮b和运载蜗杆b之间连接有运载连接皮带b,运载支架二上安装有出料管b,运载蜗轮轴b与中端传动杆固定安装。
14.进一步,所述卸料组件包括卸料支架、矩形滑块一、滑柱一、配合滑架、连接套、下端滑柱、磁性推杆、连接架、弧形滑槽、连接滑柱、扇形齿、配合直齿、拨杆、驱动转杆、驱动转杆带轮、矩形滑块二、矩形滑槽、内端弹簧a、周转连杆、周转铰接杆、配合直齿转柱、驱动摆杆、连接转动柱,所述卸料支架上开有矩形滑槽,矩形滑槽的内端滑动安装有矩形滑块一,矩形滑块二安装在矩形滑块一上,矩形滑块一上滑动安装有滑柱一,滑柱一的下端安装有配合滑架,配合滑架上安装有连接套,连接套的内端滑动安装有下端滑柱,下端滑柱的下端安装有磁性推杆,卸料支架上安装有连接架,连接架上开有弧形滑槽,弧形滑槽的内端滑动安装有连接滑柱,连接滑柱的一端固定连接在配合滑架上,连接滑柱的另一端转动安装在拨杆上,拨杆上安装有配合直齿转柱的一端,配合直齿转柱转动安装在卸料支架上,卸料支架的另一端固定安装有配合直齿,配合直齿上啮合连接有扇形齿,扇形齿上固定连接有连接转动柱,连接转动柱转动安装在卸料支架上,扇形齿上还安装有驱动摆杆,驱动摆杆的内端配合连接有周转铰接杆,周转铰接杆安装在周转连杆上,周转连杆固定安装在驱动转杆的一端,驱动转杆的另一端安装有驱动转杆带轮,所述底架本体上安装有支架七,卸料支架安装在支架七上,皮带a的一端连接在驱动转杆带轮上,皮带a的另一端连接在传动杆带轮上。
15.进一步,高空气耦合度扬声器棉条吸附卷曲贴合方法,所述方法包括如下步骤:
16.启动电机,进而通过电机带动着涂胶锥齿轴二运动,进而通过涂胶锥齿轴二带动着涂胶锥齿二运动,进而通过涂胶锥齿二驱动着涂胶锥齿一运动,进而通过涂胶锥齿一带动着拨轮轴运动,进而通过拨轮轴带动着拨轮运动,进而通过拨轮带动着槽轮运动,进而通过槽轮带动着中端传动杆运动,进而方便通过中端传动杆进行动力输出;同时,中端传动杆转动带动着运载蜗轮a运动,进而通过运载蜗轮a带动着运载蜗杆a运动,进而通过运载蜗杆a带动着运载连接皮带运动,进而通过运载连接皮带带动着运载带轮a运动,进而通过运载带轮a带动着运载辊子轴b运动,进而通过运载辊子轴b带动着运载辊子b运动,进而通过运
载辊子b带动着运载同步带a运动,进而通过运载同步带a实现对未贴合棉条的高空气耦合度扬声器运动,使得高空气耦合度扬声器通过出料管a落在上端转盘上的转盘滑套中,进而实现对未贴合棉条的高空气耦合度扬声器的运载;
17.拨轮轴转动带动着拨轮运动,进而通过拨轮带动着中端传动杆转动,进而通过中端锥齿一带动着下端锥齿运动,进而通过下端锥齿带动着中端转柱运动,进而通过中端转柱带动着上端转盘运动,进而通过上端转盘带动着转盘滑套运动,进而通过转盘滑套带动着未贴合棉条的高空气耦合度扬声器运动,进而方便通过涂胶组件实现对未贴合棉条的高空气耦合度扬声器的涂胶;
18.涂胶锥齿轴二运动带动着涂胶锥齿二运动,进而通过涂胶锥齿二带动着涂胶锥齿三运动,进而通过涂胶锥齿三带动着涂胶锥齿轴三运动,进而通过涂胶锥齿轴三带动着配合带轮a运动,进而通过配合带轮a带动着配合连接皮带a运动,进而通过配合连接皮带a带动着配合带轮b运动,进而通过配合带轮b带动着凸轮转柱运动,进而通过凸轮转柱带动着凸轮运动,进而通过凸轮驱动配合滚轮运动,进而通过配合滚轮带动着滚轮转动轴运动,进而通过滚轮转动轴带动着涂胶辊子部件在出料套管的内端往复运动,进而使得胶箱本体中的胶液通过出料套管流入辊子连接架中,并通过辊子连接架流经内端辊子,通过内端辊子上的内端辊子开口流入涂胶辊子中,当触发丁型杆与未贴合棉条的高空气耦合度扬声器的接触时,使得胶液通过涂胶辊子开口流出,并落在未贴合棉条的高空气耦合度扬声器上,实现对未贴合棉条的高空气耦合度扬声器的涂胶过程;同时,当辊子连接架在出料套管内端的凸轮和配合滚轮驱动下往复运动时,通过开孔端盖与滑板开孔组成简单的单向阀,当辊子连接架沿着出料套管向上运动时,开孔端盖与滑板开孔闭合,当在推板滑杆套簧的弹力作用下,使得辊子连接架沿着出料套管竖向向下运动时,开孔端盖与滑板开孔脱离,在胶液内部压力的作用下,使得胶液通过出料套管流入辊子连接架中;
19.中端传动杆转动带动着运载蜗轮b运动,进而通过运载蜗轮b带动着运载蜗杆b运动,进而通过运载蜗杆b带动着运载连接皮带b运动,进而通过运载连接皮带b带动着运载带轮b运动,进而通过运载带轮b带动着运载辊子轴d运动,进而通过运载辊子轴d带动着运载辊子d运动,进而通过运载辊子d带动着运载同步带b运动,进而通过运载同步带b实现对未贴合的棉条运动,使得对未贴合的棉条通过出料管b落在上端转盘上的转盘滑套中的未贴合棉条的高空气耦合度扬声器上,方便通过卸料组件实现对未贴合棉条和未贴合棉条的高空气耦合度扬声器之间的压合;
20.传动杆带轮转动通过皮带a带动着驱动转杆带轮运动,进而通过驱动转杆带轮带动着驱动转杆运动,进而通过驱动转杆带动着周转连杆运动,进而通过周转连杆带动着周转铰接杆运动,进而通过周转铰接杆带动着驱动摆杆运动,使得周转铰接杆周转运动转化为驱动摆杆的往复摆动,进而通过驱动摆杆驱动着扇形齿往复运动,进而通过扇形齿驱动着配合直齿带动着配合直齿转柱转动,进而通过配合直齿转柱带动着拨杆运动,进而通过拨杆驱动着连接滑柱在弧形滑槽中往复运动,进而通过连接滑柱带动着配合滑架运动,进而通过带动着滑柱一运动,进而通过滑柱一带动着连接套运动,进而通过连接套带动着下端滑柱运动,进而通过下端滑柱带动着磁性推杆运动,当磁性推杆与未贴合棉条和未贴合棉条的高空气耦合度扬声器接触时,实现对未贴合棉条和未贴合棉条的高空气耦合度扬声器的压合,使得棉条和高空气耦合度扬声器之间胶合的更紧密,同时,通过磁性推杆的磁力
实心对贴合完成的高空气耦合度扬声器完成吸取,进而方便对贴合完成的高空气耦合度扬声器的卸载,方便下一个高空气耦合度扬声器的加工。
21.本发明的优点在于:
22.本发明通过拨杆驱动着连接滑柱在弧形滑槽中往复运动,进而通过连接滑柱带动着配合滑架运动,进而通过带动着滑柱一运动,进而通过滑柱一带动着连接套运动,进而通过连接套带动着下端滑柱运动,进而通过下端滑柱带动着磁性推杆运动,当磁性推杆与未贴合棉条和未贴合棉条的高空气耦合度扬声器接触时,实现对未贴合棉条和未贴合棉条的高空气耦合度扬声器的压合,使得棉条和高空气耦合度扬声器之间胶合的更紧密,同时,通过磁性推杆的磁力实心对贴合完成的高空气耦合度扬声器完成吸取,进而方便对贴合完成的高空气耦合度扬声器的卸载,方便下一个高空气耦合度扬声器的加工。
附图说明
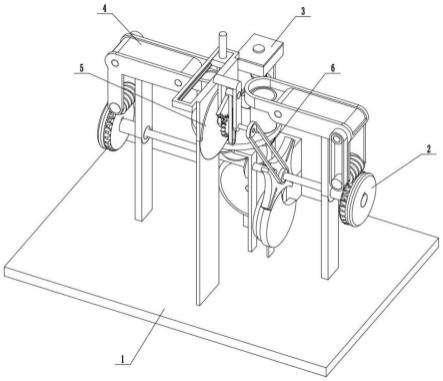
23.图1为本发明的整体结构示意图;
24.图2为图1的剖切线位置;
25.图3为图2的剖视图a-a;
26.图4为本发明的底架组件结构示意图;
27.图5为图4的剖切线位置;
28.图6为图5的剖视图c-c;
29.图7为图6的局部放大图a;
30.图8为本发明的运载组件一结构示意图;
31.图9为图8的剖切线位置;
32.图10为图9的剖视图h-h;
33.图11为本发明的涂胶组件结构示意图;
34.图12为图11的剖切线位置一;
35.图13为图12的剖视图g-g;
36.图14为图11的剖切线位置二;
37.图15为图14的剖视图f-f;
38.图16为本发明的涂胶辊子部件结构示意图;
39.图17为图16的剖切线位置;
40.图18为图17的剖视图i-i;
41.图19为图17的剖视图j-j;
42.图20为本发明的胶箱组件结构示意图;
43.图21为图20的剖切线位置;
44.图22为图21的剖视图k-k;
45.图23为本发明的运载组件二结构示意图;
46.图24为图23的剖切线位置;
47.图25为图24的剖视图l-l;
48.图26为图24的剖视图p-p;
49.图27为本发明的卸料组件结构示意图一;
50.图28为本发明的卸料组件结构示意图二;
51.图29为图27的剖切线位置;
52.图30为图29的剖视图m-m;
53.图31为图29的剖视图n-n;
54.图32为图29的剖视图o-o;
55.图33为本发明的卸料支架结构示意图;
56.图34为本发明的扇形齿结构示意图;
57.图中标记说明:
58.底架组件1;底架本体1-1;支架一1-1-1;支架二1-1-2;支架三1-1-3;支架四1-1-4;支架五1-1-5;支架六1-1-6;支架七1-1-7;中端传动杆1-2;传动杆带轮1-3;中端锥齿一1-4;中端转动部1-5;中端转柱1-5-1;下端锥齿 1-5-2;上端转盘1-5-3;转盘开口1-5-4;转盘滑套1-5-5;滑套弹簧1-5-6;内端限位凸台1-5-7;外侧限位凸台1-5-8;槽轮1-6;拨轮1-7;拨轮轴1-8;电机1-9;运载组件一2;运载支架一2-1;运载辊子a2-2;运载辊子轴a2-3;运载辊子b2-4;运载辊子轴b2-5;运载带轮a2-6;运载连接皮带2-7;运载蜗杆a2-8;运载蜗轮a2-9;运载蜗轮轴a2-10;运载同步带a2-11;出料管a2-12;涂胶组件3;涂胶支架3-1;涂胶锥齿一3-2;涂胶锥齿二3-3;涂胶锥齿轴二 3-4;涂胶锥齿三3-5;涂胶锥齿轴三3-6;配合带轮a3-7;配合带轮b3-8;配合连接皮带a3-9;凸轮转柱3-10;凸轮3-11;配合滚轮3-12;滚轮转动轴3-13;涂胶辊子部件3-14;涂胶辊子3-14-1;触发丁型杆3-14-2;丁型杆卡簧3-14-3;内端辊子3-14-4;辊子连接架3-14-5;连接架滑板3-14-6;涂胶辊子开口3-14-7;内端辊子开口3-14-8;滑板开孔3-14-9;开孔端盖3-14-10;胶箱组件3-15;胶箱本体3-15-1;胶箱端盖3-15-2;端盖密封板3-15-3;出料套管3-15-4;套管连接架3-15-5;矩形通孔3-15-6;滑孔3-15-7;弧形推板3-16;推板滑杆 3-17;滑杆限位套3-18;推板滑杆套簧3-19;运载组件二4;运载支架二4-1;运载辊子轴c4-2;运载辊子c4-3;运载辊子d4-4;运载辊子轴d4-5;运载带轮 b4-6;运载连接皮带b4-7;运载蜗杆b4-8;运载蜗轮b4-9;运载蜗轮轴b4-10;运载同步带b4-11;出料管b4-12;卸料组件5;卸料支架5-1;矩形滑块一5-2;滑柱一5-3;配合滑架5-4;连接套5-5;下端滑柱5-6;磁性推杆5-7;连接架5-8;弧形滑槽5-9;连接滑柱5-10;扇形齿5-11;配合直齿5-12;拨杆5-13;驱动转杆5-14;驱动转杆带轮5-15;矩形滑块二5-16;矩形滑槽5-17;内端弹簧a5-18;周转连杆5-19;周转铰接杆5-20;配合直齿转柱5-21;驱动摆杆5-22;连接转动柱5-23;皮带a6。
具体实施方式
59.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
60.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
1-4,运载支架一2-1固定安装在支架四1-1-4上,运载支架一2-1上转动安装有运载蜗杆a2-8,运载蜗杆a2-8上啮合连接有运载蜗轮a2-9,运载蜗轮a2-9 上安装有运载蜗轮轴a2-10,运载蜗轮轴a2-10转动安装在运载支架一2-1上,运载辊子轴b2-5上安装有运载带轮a2-6,运载带轮a2-6和运载蜗杆a2-8之间连接有运载连接皮带2-7,运载支架一2-1上安装有出料管a2-12,运载蜗轮轴 a2-10与中端传动杆1-2固定安装。
66.其中,如图11-15所示,所述涂胶组件3包括涂胶支架3-1、涂胶锥齿一3-2、涂胶锥齿二3-3、涂胶锥齿轴二3-4、涂胶锥齿三3-5、涂胶锥齿轴三3-6、配合带轮a3-7、配合带轮b3-8、配合连接皮带a3-9、凸轮转柱3-10、凸轮3-11、配合滚轮3-12、滚轮转动轴3-13、涂胶辊子部件3-14、胶箱组件3-15、弧形推板3-16、推板滑杆3-17、滑杆限位套3-18和推板滑杆套簧3-19,所述涂胶锥齿一3-2与涂胶锥齿二3-3啮合传动,涂胶锥齿二3-3上安装有涂胶锥齿轴二 3-4,涂胶锥齿轴二3-4转动安装在涂胶支架3-1上,涂胶锥齿二3-3上啮合传动连接有涂胶锥齿三3-5,涂胶锥齿三3-5安装在涂胶锥齿轴三3-6的一端,涂胶锥齿轴三3-6转动安装在涂胶支架3-1上,涂胶锥齿轴三3-6的另一端安装有配合带轮a3-7,配合带轮a3-7和配合带轮b3-8之间连接有配合连接皮带a3-9,配合带轮b3-8安装在凸轮转柱3-10的一端,凸轮转柱3-10的另一端转动安装在涂胶支架3-1上,凸轮转柱3-10上安装有凸轮3-11,凸轮3-11上滚动配合连接有配合滚轮3-12,配合滚轮3-12转动安装在滚轮转动轴3-13上,滚轮转动轴3-13转动安装在涂胶支架3-1上,胶箱组件3-15安装在涂胶支架3-1上,胶箱组件3-15上安装有涂胶辊子部件3-14,滚轮转动轴3-13与涂胶辊子部件 3-14相连接,滚轮转动轴3-13上配合连接有弧形推板3-16,弧形推板3-16安装在推板滑杆3-17的一端,推板滑杆3-17的另一端安装有滑杆限位套3-18,推板滑杆3-17与胶箱组件3-15相连,推板滑杆3-17上套装有推板滑杆套簧 3-19,并且推板滑杆套簧3-19设置在胶箱组件3-15和弧形推板3-16之间,底架本体1-1上安装有支架五1-1-5,支架五1-1-5与涂胶支架3-1固定连接,涂胶锥齿轴二3-4与电机1-9的输出轴固定连接,涂胶锥齿一3-2与拨轮轴1-8固定连接。
67.其中,如图16-19所示,所述涂胶辊子部件3-14包括涂胶辊子3-14-1、触发丁型杆3-14-2、丁型杆卡簧3-14-3、内端辊子3-14-4、辊子连接架3-14-5、连接架滑板3-14-6,所述涂胶辊子3-14-1上开有多个涂胶辊子开口3-14-7,涂胶辊子开口3-14-7的内端滑动连接有触发丁型杆3-14-2,触发丁型杆3-14-2 与丁型杆卡簧3-14-3相连接,丁型杆卡簧3-14-3安装在涂胶辊子3-14-1的内端,涂胶辊子3-14-1内端转动安装有内端辊子3-14-4,内端辊子3-14-4固定安装在辊子连接架3-14-5上并连通,内端辊子3-14-4上开有多个内端辊子开口 3-14-8,辊子连接架3-14-5的上端安装有连接架滑板3-14-6,所述滚轮转动轴 3-13与连接架滑板3-14-6固定连接,连接架滑板3-14-6上开有滑板开孔 3-14-9,滑板开孔3-14-9的配合连接有开孔端盖3-14-10,开孔端盖3-14-10 与连接架滑板3-14-6铰接连接。
68.其中,如图20-22所示,所述胶箱组件3-15包括胶箱本体3-15-1、胶箱端盖3-15-2、端盖密封板3-15-3、出料套管3-15-4、套管连接架3-15-5,所述胶箱本体3-15-1上安装有胶箱端盖3-15-2,胶箱端盖3-15-2上开有与端盖密封板3-15-3适配的开孔并通过端盖密封板3-15-3密封,胶箱本体3-15-1的下端安装有出料套管3-15-4并连通,出料套管3-15-4上安装有套管连接架3-15-5,套管连接架3-15-5上开有矩形通孔3-15-6,辊子连接架3-14-5与矩形通孔 3-15-6滑动连接,连接架滑板3-14-6与出料套管3-15-4滑动配合连接,套管连接架3-15-5上开有滑孔3-15-7,滑孔3-15-7内滑动连接推板滑杆3-17,推板滑杆套簧3-19设
置在套管连接架3-15-5和弧形推板3-16之间;
69.同时,拨轮轴1-8转动带动着拨轮1-7运动,进而通过拨轮1-7带动着中端传动杆1-2转动,进而通过中端锥齿一1-4带动着下端锥齿1-5-2运动,进而通过下端锥齿1-5-2带动着中端转柱1-5-1运动,进而通过中端转柱1-5-1带动着上端转盘1-5-3运动,进而通过上端转盘1-5-3带动着转盘滑套1-5-5运动,进而通过转盘滑套1-5-5带动着未贴合棉条的高空气耦合度扬声器运动,进而方便通过涂胶组件3实现对未贴合棉条的高空气耦合度扬声器的涂胶;同时,涂胶锥齿轴二3-4运动带动着涂胶锥齿二3-3运动,进而通过涂胶锥齿二3-3带动着涂胶锥齿三3-5运动,进而通过涂胶锥齿三3-5带动着涂胶锥齿轴三3-6运动,进而通过涂胶锥齿轴三3-6带动着配合带轮a3-7运动,进而通过配合带轮a3-7 带动着配合连接皮带a3-9运动,进而通过配合连接皮带a3-9带动着配合带轮 b3-8运动,进而通过配合带轮b3-8带动着凸轮转柱3-10运动,进而通过凸轮转柱3-10带动着凸轮3-11运动,进而通过凸轮3-11驱动配合滚轮3-12运动,进而通过配合滚轮3-12带动着滚轮转动轴3-13运动,进而通过滚轮转动轴3-13 带动着涂胶辊子部件3-14在出料套管3-15-4的内端往复运动,进而使得胶箱本体3-15-1中的胶液通过出料套管3-15-4流入辊子连接架3-14-5中,并通过辊子连接架3-14-5流经内端辊子3-14-4,通过内端辊子3-14-4上的内端辊子开口3-14-8流入涂胶辊子3-14-1中,当触发丁型杆3-14-2与未贴合棉条的高空气耦合度扬声器的接触,使得胶液通过涂胶辊子开口3-14-7流出,并落在未贴合棉条的高空气耦合度扬声器上,实现对未贴合棉条的高空气耦合度扬声器的涂胶过程;同时,当辊子连接架3-14-5在出料套管3-15-4内端在凸轮3-11和配合滚轮3-12驱动下往复运动时,通过开孔端盖3-14-10与滑板开孔3-14-9组成简单的单向阀,当辊子连接架3-14-5沿着出料套管3-15-4向上运动时,开孔端盖3-14-10与滑板开孔3-14-9闭合,当在推板滑杆套簧3-19的弹力作用下,使得辊子连接架3-14-5沿着出料套管3-15-4竖向向下运动时,开孔端盖3-14-10 与滑板开孔3-14-9脱离,在胶液内部压力的作用下,使得胶液通过出料套管 3-15-4流入辊子连接架3-14-5中。
70.其中,如图23-26所示,所述运载组件二4包括运载支架二4-1、运载辊子轴c4-2、运载辊子c4-3、运载辊子d4-4、运载辊子轴d4-5、运载带轮b4-6、运载连接皮带b4-7、运载蜗杆b4-8、运载蜗轮b4-9、运载蜗轮轴b4-10、运载同步带b4-11和出料管b4-12,所述运载支架二4-1上转动安装有运载辊子c4-3,运载辊子c4-3上安装有运载辊子轴c4-2,运载支架二4-1上转动安装有运载辊子轴d4-5,运载辊子轴d4-5上固定安装有运载辊子d4-4,运载辊子轴c4-2和运载辊子d4-4之间连接有运载同步带b4-11,所述底架本体1-1上安装有支架六1-1-6,运载支架二4-1固定安装在支架六1-1-6上,运载支架二4-1上转动安装有运载蜗杆b4-8,运载蜗杆b4-8上啮合连接有运载蜗轮b4-9,运载蜗轮 b4-9上安装有运载蜗轮轴b4-10,运载蜗轮轴b4-10转动安装在运载支架二4-1 上,运载辊子轴d4-5上安装有运载带轮b4-6,运载带轮b4-6和运载蜗杆b4-8 之间连接有运载连接皮带b4-7,运载支架二4-1上安装有出料管b4-12,运载蜗轮轴b4-10与中端传动杆1-2固定安装;
71.中端传动杆1-2转动带动着运载蜗轮b4-9运动,进而通过运载蜗轮b4-9带动着运载蜗杆b4-8运动,进而通过运载蜗杆b4-8带动着运载连接皮带b4-7运动,进而通过运载连接皮带b4-7带动着运载带轮b4-6运动,进而通过运载带轮 b4-6带动着运载辊子轴d4-5运动,进而通过运载辊子轴d4-5带动着运载辊子 d4-4运动,进而通过运载辊子d4-4带动着运载同步带b4-11运动,进而通过运载同步带b4-11实现对未贴合的棉条运动,使得对未贴合
的棉条通过出料管 b4-12落在上端转盘1-5-3上的转盘滑套1-5-5中的未贴合棉条的高空气耦合度扬声器上,方便通过卸料组件5实现对未贴合棉条和未贴合棉条的高空气耦合度扬声器之间的压合。
72.其中,如图27-34所示,所述卸料组件5包括卸料支架5-1、矩形滑块一5-2、滑柱一5-3、配合滑架5-4、连接套5-5、下端滑柱5-6、磁性推杆5-7、连接架 5-8、弧形滑槽5-9、连接滑柱5-10、扇形齿5-11、配合直齿5-12、拨杆5-13、驱动转杆5-14、驱动转杆带轮5-15、矩形滑块二5-16、矩形滑槽5-17、内端弹簧a5-18、周转连杆5-19、周转铰接杆5-20、配合直齿转柱5-21、驱动摆杆5-22、连接转动柱5-23,所述卸料支架5-1上开有矩形滑槽5-17,矩形滑槽5-17的内端滑动安装有矩形滑块二5-16,矩形滑块二5-16安装在矩形滑块一5-2上,矩形滑块一5-2上滑动安装有滑柱一5-3,滑柱一5-3的下端安装有配合滑架5-4,配合滑架5-4上安装有连接套5-5,连接套5-5的内端滑动安装有下端滑柱5-6,下端滑柱5-6的下端安装有磁性推杆5-7,卸料支架5-1上安装有连接架5-8,连接架5-8上开有弧形滑槽5-9,弧形滑槽5-9的内端滑动安装有连接滑柱5-10,连接滑柱5-10的一端固定连接在配合滑架5-4上,连接滑柱5-10的另一端转动安装在拨杆5-13上,拨杆5-13上安装有配合直齿转柱5-21的一端,配合直齿转柱5-21转动安装在卸料支架5-1上,卸料支架5-1的另一端固定安装有配合直齿5-12,配合直齿5-12上啮合连接有扇形齿5-11,扇形齿5-11上固定连接有连接转动柱5-23,连接转动柱5-23转动安装在卸料支架5-1上,扇形齿5-11 上还安装有驱动摆杆5-22,驱动摆杆5-22的内端配合连接有周转铰接杆5-20,周转铰接杆5-20安装在周转连杆5-19上,周转连杆5-19固定安装在驱动转杆5-14的一端,驱动转杆5-14的另一端安装有驱动转杆带轮5-15,所述底架本体 1-1上安装有支架七1-1-7,卸料支架5-1安装在支架七1-1-7上,皮带a6的一端连接在驱动转杆带轮5-15上,皮带a6的另一端连接在传动杆带轮1-3上;
73.传动杆带轮1-3转动通过皮带a6带动着驱动转杆带轮5-15运动,进而通过驱动转杆带轮5-15带动着驱动转杆5-14运动,进而通过驱动转杆5-14带动着周转连杆5-19运动,进而通过周转连杆5-19带动着周转铰接杆5-20运动,进而通过周转铰接杆5-20带动着驱动摆杆5-22运动,使得周转铰接杆5-20周转运动转化为驱动摆杆5-22的往复摆动,进而通过驱动摆杆5-22驱动着扇形齿 5-11往复运动,进而通过扇形齿5-11驱动着配合直齿5-12带动着配合直齿转柱5-21转动,进而通过配合直齿转柱5-21带动着拨杆5-13运动,进而通过拨杆5-13驱动着连接滑柱5-10在弧形滑槽5-9中往复运动,进而通过连接滑柱 5-10带动着配合滑架5-4运动,进而通过带动着滑柱一5-3运动,进而通过滑柱一5-3带动着连接套5-5运动,进而通过连接套5-5带动着下端滑柱5-6运动,进而通过下端滑柱5-6带动着磁性推杆5-7运动,当磁性推杆5-7与未贴合棉条和未贴合棉条的高空气耦合度扬声器接触时,实现对未贴合棉条和未贴合棉条的高空气耦合度扬声器的压合,使得棉条和高空气耦合度扬声器之间胶合的更紧密,同时,通过磁性推杆5-7的磁力实心对贴合完成的高空气耦合度扬声器完成吸取,进而方便对完成贴合完成的高空气耦合度扬声器的卸载,方便下一个高空气耦合度扬声器的加工。
74.其中,高空气耦合度扬声器棉条吸附卷曲贴合方法,所述方法包括如下步骤:
75.步骤一:启动电机1-9,进而通过电机1-9带动着涂胶锥齿轴二3-4运动,进而通过涂胶锥齿轴二3-4带动着涂胶锥齿二3-3运动,进而通过涂胶锥齿二 3-3驱动着涂胶锥齿一3-2运动,进而通过涂胶锥齿一3-2带动着拨轮轴1-8运动,进而通过拨轮轴1-8带动着拨轮
1-7运动,进而通过拨轮1-7带动着槽轮 1-6运动,进而通过槽轮1-6带动着中端传动杆1-2运动,进而方便通过中端传动杆1-2进行动力输出;同时,中端传动杆1-2转动带动着运载蜗轮a2-9运动,进而通过运载蜗轮a2-9带动着运载蜗杆a2-8运动,进而通过运载蜗杆a2-8带动着运载连接皮带2-7运动,进而通过运载连接皮带2-7带动着运载带轮a2-6 运动,进而通过运载带轮a2-6带动着运载辊子轴b2-5运动,进而通过运载辊子轴b2-5带动着运载辊子b2-4运动,进而通过运载辊子b2-4带动着运载同步带 a2-11运动,进而通过运载同步带a2-11实现对未贴合棉条的高空气耦合度扬声器运动,使得高空气耦合度扬声器通过出料管a2-12落在上端转盘1-5-3上的转盘滑套1-5-5中,进而实现对未贴合棉条的高空气耦合度扬声器的运载;
76.步骤二:拨轮轴1-8转动带动着拨轮1-7运动,进而通过拨轮1-7带动着中端传动杆1-2转动,进而通过中端锥齿一1-4带动着下端锥齿1-5-2运动,进而通过下端锥齿1-5-2带动着中端转柱1-5-1运动,进而通过中端转柱1-5-1带动着上端转盘1-5-3运动,进而通过上端转盘1-5-3带动着转盘滑套1-5-5运动,进而通过转盘滑套1-5-5带动着未贴合棉条的高空气耦合度扬声器运动,进而方便通过涂胶组件3实现对未贴合棉条的高空气耦合度扬声器的涂胶;
77.步骤三:涂胶锥齿轴二3-4运动带动着涂胶锥齿二3-3运动,进而通过涂胶锥齿二3-3带动着涂胶锥齿三3-5运动,进而通过涂胶锥齿三3-5带动着涂胶锥齿轴三3-6运动,进而通过涂胶锥齿轴三3-6带动着配合带轮a3-7运动,进而通过配合带轮a3-7带动着配合连接皮带a3-9运动,进而通过配合连接皮带a3-9 带动着配合带轮b3-8运动,进而通过配合带轮b3-8带动着凸轮转柱3-10运动,进而通过凸轮转柱3-10带动着凸轮3-11运动,进而通过凸轮3-11驱动配合滚轮3-12运动,进而通过配合滚轮3-12带动着滚轮转动轴3-13运动,进而通过滚轮转动轴3-13带动着涂胶辊子部件3-14在出料套管3-15-4的内端往复运动,进而使得胶箱本体3-15-1中的胶液通过出料套管3-15-4流入辊子连接架3-14-5 中,并通过辊子连接架3-14-5流经内端辊子3-14-4,通过内端辊子3-14-4上的内端辊子开口3-14-8流入涂胶辊子3-14-1中,当触发丁型杆3-14-2与未贴合棉条的高空气耦合度扬声器的接触时,使得胶液通过涂胶辊子开口3-14-7流出,并落在未贴合棉条的高空气耦合度扬声器上,实现对未贴合棉条的高空气耦合度扬声器的涂胶过程;同时,当辊子连接架3-14-5在出料套管3-15-4内端在凸轮3-11和配合滚轮3-12驱动下往复运动时,通过开孔端盖3-14-10与滑板开孔组成简单的单向阀,当辊子连接架3-14-5沿着出料套管3-15-4向上运动时,开孔端盖3-14-10与滑板开孔3-14-9闭合,当在推板滑杆套簧3-19的弹力作用下,使得辊子连接架3-14-5沿着出料套管3-15-4竖向向下运动时,开孔端盖 3-14-10与滑板开孔3-14-9脱离,在胶液内部压力的作用下,使得胶液通过出料套管3-15-4流入辊子连接架3-14-5中;
78.步骤四:中端传动杆1-2转动带动着运载蜗轮b4-9运动,进而通过运载蜗轮b4-9带动着运载蜗杆b4-8运动,进而通过运载蜗杆b4-8带动着运载连接皮带b4-7运动,进而通过运载连接皮带b4-7带动着运载带轮b4-6运动,进而通过运载带轮b4-6带动着运载辊子轴d4-5运动,进而通过运载辊子轴d4-5带动着运载辊子d4-4运动,进而通过运载辊子d4-5带动着运载同步带b4-11运动,进而通过运载同步带b4-11实现对未贴合的棉条运动,使得对未贴合的棉条通过出料管b4-12落在上端转盘1-5-3上的转盘滑套1-5-5中的未贴合棉条的高空气耦合度扬声器上,方便通过卸料组件5实现对未贴合棉条和未贴合棉条的高空气耦
合度扬声器之间的压合;
79.步骤五:传动杆带轮1-3转动通过配合连接皮带a3-9带动着驱动转杆带轮 5-15运动,进而通过驱动转杆带轮5-15带动着驱动转杆5-14运动,进而通过驱动转杆5-14带动着周转连杆5-19运动,进而通过周转连杆5-19带动着周转铰接杆5-20运动,进而通过周转铰接杆5-20带动着驱动摆杆5-22运动,使得周转铰接杆5-20周转运动转化为驱动摆杆5-22的往复摆动,进而通过驱动摆杆 5-22驱动着扇形齿5-11往复运动,进而通过扇形齿5-11驱动着配合直齿5-12 带动着配合直齿转柱5-21转动,进而通过配合直齿转柱5-21带动着拨杆5-13 运动,进而通过拨杆5-13驱动着连接滑柱5-10在弧形滑槽5-9中往复运动,进而通过连接滑柱5-10带动着配合滑架5-4运动,进而通过带动着滑柱一5-3运动,进而通过滑柱一5-3带动着连接套5-5运动,进而通过连接套5-5带动着下端滑柱5-6运动,进而通过下端滑柱5-6带动着磁性推杆5-7运动,当磁性推杆 5-7与未贴合棉条和未贴合棉条的高空气耦合度扬声器接触时,实现对未贴合棉条和未贴合棉条的高空气耦合度扬声器的压合,使得棉条和高空气耦合度扬声器之间胶合的更紧密,同时,通过磁性推杆5-7的磁力实心对贴合完成的高空气耦合度扬声器完成吸取,进而方便对贴合完成的高空气耦合度扬声器的卸载,方便下一个高空气耦合度扬声器的加工。
80.可以理解,本发明是通过一些实施例进行描述的,本领域技术人员知悉的,在不脱离本发明的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。另外,在本发明的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本发明的精神和范围。因此,本发明不受此处所公开的具体实施例的限制,所有落入本技术的权利要求范围内的实施例都属于本发明所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1