框体和电子设备的制作方法
1.本公开涉及移动终端的组装技术领域,尤其涉及一种框体和电子设备。
背景技术:
2.随着通讯领域的快速发展,各种电子产品也在快速发展。在手机等具有触摸屏的电子产品的生产过程中,触摸屏通过与电子产品框体上的点胶面进行粘合进而安装在电子产品上。其中,触摸屏与点胶面之间的粘合宽度决定了触摸屏粘合固定的牢固程度。
3.但目前整机轻薄化是手机等移动式电子设备的发展趋势,为了压缩电子产品的体积,电子产品的框体的点胶面宽度也有所缩减。因此,如果追求整机的轻薄化,则可能影响触摸屏的粘合牢固程度。如果追求触摸屏的粘合牢固程度,则有可能影响整机的轻薄化。
技术实现要素:
4.为克服相关技术中存在的问题,本公开提供一种框体和电子设备。
5.根据本公开实施例的第一方面,提供一种框体,所述框体包括:第一边框,所述第一边框包括内周壁和屏幕粘合部,所述内周壁的表面与屏幕粘合部的表面相交;第一点胶面,所述第一点胶面设置于所述第一边框的所述屏幕粘合部,所述第一点胶面还邻近设置于所述内周壁;以及第一镭雕点胶部,所述镭雕点胶部设置于所述第一边框的所述屏幕粘合部,并且所述第一镭雕点胶部设置于所述内周壁和所述第一点胶面之间,所述第一镭雕点胶部还与所述第一点胶面相接触,其中,所述第一镭雕点胶部包括第一溢胶槽和第一积漆,所述第一积漆包括第一镭雕点胶面,并且所述第一镭雕点胶面为所述第一边框倾斜第一角度后进行镭雕形成的平面。
6.在一个实施例中,所述第一镭雕点胶面为分段多次镭雕形成的平面。
7.在一个实施例中,所述第一角度在25
°
至35
°
的范围。
8.在一个实施例中,所述第一点胶面与所述第一镭雕点胶面边缘相连。
9.在一个实施例中,所述第一点胶面与所述第一镭雕点胶面处于同一平面上。
10.在一个实施例中,所述框体还包括第二边框,所述第二边框设置有第二点胶面和第二镭雕点胶部,所述第二镭雕点胶部包括第二溢胶槽和第二积漆,所述第二积漆包括第二镭雕点胶面,其中,所述第一边框的长度大于所述第二边框的长度,所述第一镭雕点胶面的长度大于所述第二镭雕点胶面的长度。
11.在一个实施例中,所述第二镭雕点胶面为分段多次镭雕形成的平面,所述第二镭雕点胶面的镭雕分段段落数少于所述第一镭雕点胶面的镭雕分段段落数。
12.根据本公开实施例的第二方面,提供一种电子设备,包括,屏幕;以及如第一方面任一项所述的框体,所述屏幕设置于所述框体内,其中,所述屏幕包括第一粘合部和第二粘合部。
13.在一个实施例中,所述屏幕的所述第一粘合部与所述框体的所述第一边框粘合连接,所述屏幕的所述第二粘合部与所述框体的所述第二边框粘合连接。
14.在一个实施例中,所述第一粘合部与所述第一点胶面粘合连接,所述第一粘合部还与所述第一镭雕点胶面粘合连接,所述第二粘合部与所述第二点胶面粘合连接,所述第二粘合部还与所述第二镭雕点胶面粘合连接。
15.本公开的实施例提供的技术方案可以包括以下有益效果:通过将框体进行镭雕角度变换和分段镭雕处理,可以避免镭雕过程中因框体精度误差导致激光损伤框体的外观面,在扩大了电子设备的框体的点胶面的基础上,使得外观表面无损伤,美观精致。
16.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
附图说明
17.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。
18.图1是根据一示例性实施例示出的一种框体的第一边框的横截面结构示意图。
19.图2是根据一示例性实施例示出的一种框体的第二边框的横截面结构示意图。
20.图3是根据一示例性实施例示出的一种框体的俯视结构示意图。
具体实施方式
21.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本公开相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本公开的一些方面相一致的装置和方法的例子。
22.在相关技术中,为了维持电子产品框体的点胶面的宽度,可以将溢胶槽中的积漆削平至与点胶面平齐,将削平后的积漆作为额外的点胶面使用。
23.因此,经常使用镭雕工艺来削平溢胶槽内的积漆,进而获得额外的点胶面,保证触摸屏的粘合面积充足。但是,镭雕工艺对于精准度要求较高,而电子产品的框体在生产过程中难免有尺寸误差,所以框体的直线度和平面度的误差较大时,会导致垂直照射框体的镭射激光偏移照射至电子产品框体的外观面上,致使电子产品的外观面破损,影响产品的美观度。
24.为了解决上述技术问题,根据本公开的实施例提供一种框体。
25.可以理解的是,本公开所涉及的框体可以适用于以下所列的任意一种终端中。
26.可以理解的是,本公开中涉及的终端,也可以称为终端设备、用户设备(user equipment,ue)、移动台(mobile station,ms)、蓝牙耳机(mobile terminal,mt)等,是一种向用户提供语音和/或数据连通性的设备。例如,终端可以是具有无线连接功能的手持式设备、车载设备等。目前,一些终端的举例为:智能手机(mobile phone)、口袋计算机(pocket personal computer,ppc)、掌上电脑、个人数字助理(personal digital assistant,pda)、笔记本电脑、平板电脑、可穿戴设备、或者车载设备等。此外,当为车联网(v2x)通信系统时,终端设备还可以是车载设备。应理解,本公开实施例对终端所采用的具体技术和具体设备形态不做限定。在以下的说明中,以手机为例进行说明,但本公开不限于此。
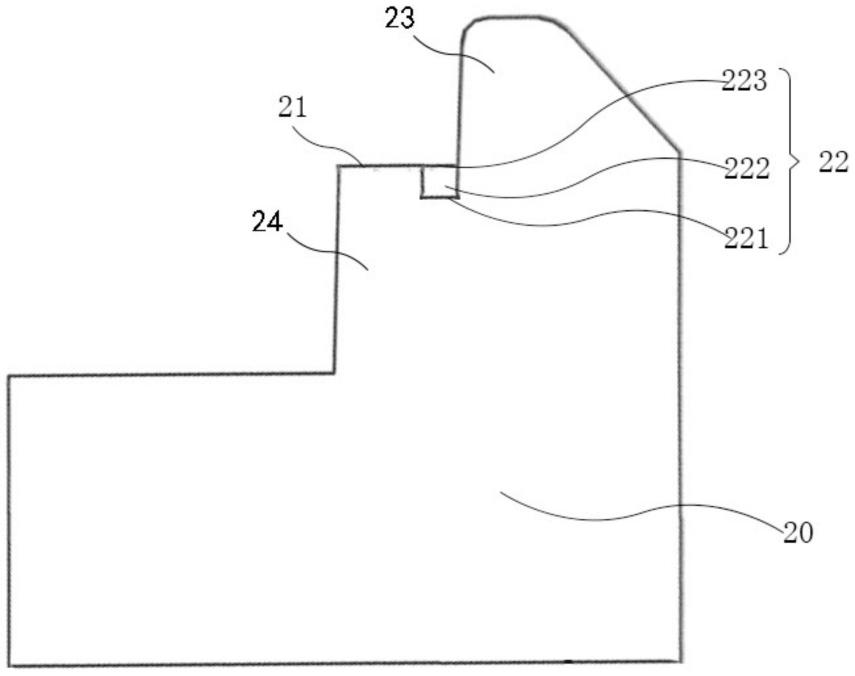
27.图1是根据一示例性实施例示出的一种框体的第一边框的横截面结构示意图。
28.在一个实施例中,如图1所示,框体包括第一边框20、第一点胶面21和第一镭雕点胶部22。
29.第一边框20包括内周壁23和屏幕粘合部24,内周壁23的表面和屏幕粘合部24的表面相交。
30.在一个实施例中,内周壁23的表面和屏幕粘合部24的表面的相交角度为90度。
31.第一点胶面21设置于第一边框20的屏幕粘合部24。
32.第一镭雕点胶部22也设置于第一边框20的包括屏幕粘合部24,并且第一镭雕点胶部22与第一点胶面21相接触。
33.在一个实施例中,第一镭雕点胶部22在第一点胶面21的外围,即第一镭雕点胶部22设置于内周壁23和第一点胶面21之间。
34.第一镭雕点胶部22包括第一溢胶槽221和第一积漆222,第一积漆222包括第一镭雕点胶面223。
35.在电子产品的生产过程中,为了改善框体基材的表层外观和增加表面耐磨性延长产品使用寿命,会对电子产品的框体进行喷漆。
36.在喷漆作业中,结构为凹槽的第一溢胶槽221内会汇聚油漆,在喷漆作业完成后,第一溢胶槽221内的油漆会在第一溢胶槽221内凝固,在第一溢胶槽221内形成第一积漆222。
37.在一个实施例中,第一溢胶槽221邻近于框体的拐角结构。框体的拐角结构使得第一溢胶槽221内的积漆堆积较多,使得第一积漆222的上表面会略高于邻近的第一点胶面21。
38.在生产过程中,第一积漆222的上表面平整度较低,且高于第一点胶面21,不能直接作为点胶面使用。可以通过镭雕工艺将第一积漆222的上表面削平,一方面使得第一积漆222的上表面的平整度大幅提高,另一方面使得第一积漆222的上表面与第一点胶面21水平平齐,使其满足作为额外的点胶面的应用条件。
39.在本实施例中,第一镭雕点胶面223由第一积漆222的上表面通过镭雕工艺削平后形成,第一镭雕点胶面223可以作为一个点胶面使用。
40.镭雕工艺的加工精度高,适用于电子设备上的小尺寸精细零部件雕刻,并且镭雕机与工件之间没有加工力的作用,具有无接触、无切削力、热影响小的优点,能够保证工件的保持原有尺寸精度。2
41.在一个实施例中,第一镭雕点胶面223是由第一积漆222的上表面进行多次分段的镭雕形成的平面,第一镭雕点胶面223的镭雕作业的分段数可以是2至4段。
42.在实际生产中,受限于工艺和材料等因素限制,电子设备的实际成型框体与设计的理想模型有些许偏差,具体表现为框体平面部分的平整度和框体直线部分的直线度两个方面,框体平面和直线的些许偏差,会导致整个框体的形状发生些许改变。镭雕工艺一方面加工精度较高,会沿着根据设计的理想模型设定的路径高精度完成镭雕作业,在框体与理想模型有偏差的时候,镭雕激光就会偏射至框体的其他部位进行镭雕。另一方面镭雕工艺在加工过程中与被镭雕的框体无接触等相互作用力,所以无法依靠加工器具与工件的相互作用被动修正镭雕位置。
43.所以对第一边框20的第一积漆222进行镭雕时,可以根据第一边框20的长度进行
分段式镭雕作业,第一边框20的长度越长,镭雕作业的分段数越多。每完成一段镭雕作业之后,镭雕作业机器可以重新校准下一段作业框体的平面部分的平整度和直线部分的直线度,根据获得的框体尺寸精度数据修正接下来的镭雕作业位置和位移路径,保证镭雕的照射偏移情况在一个较小的范围内。
44.在本实施例中,第一镭雕点胶面223的镭雕作业的分段数可以是3段。
45.在一个实施例中,当第一积漆222的上表面在进行镭雕前,第一边框20以长度方向为旋转轴,向框体外部方向旋转第一角度,第一角度在25
°
至35
°
范围内。
46.在已有的相关技术当中,在镭雕作业中,镭雕激光垂直照射在第一积漆222的上表面,而第一积漆222与外观面在水平方向上的投影邻近。而电子设备框体受限于工艺和材料等因素限制,框体的尺寸精度会与理想设计模型有所偏差,部分偏差较大的框体,可能会使得镭雕激光照射位置偏移,使得镭雕机光照射在框体的外观面,致使电子设备外观面受损,影响电子设备的美观性。
47.将框体旋转第一角度后,对于镭雕激光的照射方向的上的框体投影,第一积漆222的投影与框体的外观面的投影间距加大,且框体的外观面的投影面积缩小,这可以避免在镭雕作业时,镭雕激光因框体尺寸角度偏差而错误照射至框体的外观面。
48.在本实施例中,第一角度可以是30
°
。
49.在一个实施例中,第一积漆222的投影与框体外观面的投影间距大于等于0.15mm。
50.在镭雕作业过程中,第一积漆222的投影与框体外观面的投影间距越大,镭射激光越不容易偏射到框体的外观面,这款有有效保护电子产品的外观完好性,但是第一积漆222的投影与框体外观面的投影间距过大则需要增加框体的宽度或者缩小电子设备的内部空间,更大的电子设备体积与电子设备轻薄化的发展趋势相违背,更小的电子设备内部空间则使得内部元件的堆叠设计更为困难。
51.图2是根据一示例性实施例示出的一种框体的第二边框的横截面结构示意图。
52.图3是根据一示例性实施例示出的一种框体的俯视结构示意图。
53.在一个实施例中,如图2和图3所示,框体10还包括第二边框30,第二边框30设置有第二点胶面31和第二镭雕点胶部32,第二镭雕点胶部32包括第二溢胶槽321和第二积漆322,第二积漆322包括第二镭雕点胶面323。第二点胶面31设置于第二边框30。
54.第二镭雕点胶部32也设置于第二边框30,并且第二镭雕点胶部32与第二点胶面31邻近设置。
55.在一个实施例中,第二镭雕点胶部32在第二点胶面31的外围。
56.第二镭雕点胶部32包括第二溢胶槽321和第二积漆322,第二积漆322包括第二镭雕点胶面323。
57.在电子产品的生产过程中,为了改善框体基材的表层外观和增加表面耐磨性延长产品使用寿命,会对电子产品的框体进行喷漆。
58.在喷漆作业中,结构为凹槽的第二溢胶槽321内会汇聚油漆,在喷漆作业完成后,第二溢胶槽321内的油漆会在第二溢胶槽321内凝固,在第二溢胶槽321内形成第二积漆322。
59.在一个实施例中,第二溢胶槽321邻近于框体10的拐角结构。框体10的拐角结构使得第二溢胶槽321内的积漆堆积较多,使得第二积漆322的上表面会略高于邻近的第二点胶
面31。
60.在生产过程中,第二积漆322的上表面平整度较低,且高于第二点胶面31,不能直接作为点胶面使用。可以通过镭雕工艺将第二积漆322的上表面削平,一方面使得第二积漆322的上表面的平整度大幅提高,另一方面使得第二积漆322的上表面与第二点胶面31水平平齐,使其满足作为额外的点胶面的应用条件。
61.在本实施例中,第二镭雕点胶面323由第二积漆322的上表面通过镭雕工艺削平后形成,第二镭雕点胶面323可以作为一个点胶面使用。
62.在一个实施例中,第二镭雕点胶面323是由第二积漆322的上表面进行多次分段的镭雕形成的平面,第二镭雕点胶面323的镭雕作业的分段数可以是1至3段。
63.对第二边框30的第二积漆322进行镭雕时,可以根据第二边框30的长度进行分段式镭雕作业,第二边框30的长度越长,镭雕作业的分段数越多。每完成一段镭雕作业之后,镭雕作业机器可以重新校准下一段作业框体的平面部分的平整度和直线部分的直线度,根据获得的框体尺寸精度数据修正接下来的镭雕作业位置和位移路径,保证镭雕的照射偏移情况在一个较小的范围内。
64.在一个实施例中,当第二积漆322的上表面在进行镭雕前,第二边框30以长度方向为旋转轴,向框体外部方向旋转第二角度,第二角度在25
°
至35
°
范围内。
65.将框体旋转第二角度后,对于镭雕激光的照射方向的上的框体投影,第二积漆322的投影与框体的外观面的投影间距加大,且框体的外观面的投影面积缩小,这可以避免在镭雕作业时,镭雕激光因框体尺寸角度偏差而错误照射至框体的外观面。
66.在一个实施例中,第二积漆322的投影与框体外观面的投影间距大于等于0.15mm。
67.在一个实施例中,第一边框20的长度大于第二边框30的长度,第一镭雕点胶面223的长度大于第二镭雕点胶面323的长度。
68.在一个实施例中,电子设备的形状可以是长方体,第一边框20可以是电子设备中较长的边框,第二边框可以是电子设备中较短的边框。
69.在一个实施例中,第二镭雕点胶面323为由第二积漆322的上表面进行多次分段的镭雕形成的平面,第二镭雕点胶面323的镭雕作业的分段数可以是1至3段。
70.镭雕作业的分段数与被镭雕的部分的长度成正比。被镭雕的部分长度越短,因框体10尺寸误差所导致的镭射激光错误照射的影响越小。
71.在一个实施例中,第二镭雕点胶面323的镭雕作业的分段数可以是2段。
72.基于相同的构思,本公开实施例还提供一种电子设备。
73.其中,电子设备可以是笔记本电脑、台式计算机、移动手机、数字广播终端、消息收发设备、游戏控制台、平板设备、医疗设备、健身设备、个人数字助理、翻译机以及手表、手环等可穿戴设备等,可以是具有扬声器的任何一种电子设备。在以下的说明中,以手机为例进行说明,但本公开不限于此。
74.其中,电子设备包括屏幕和框体10,屏幕设置于框体10内。
75.屏幕的形状与框体10相对应,例如电子设备的框体10形状为长方体,则屏幕为与之对应的长方形。
76.在一个实施例中,屏幕与框体10粘合连接,粘合连接时可以在固定连接屏幕和框体10的同时,在屏幕和框体10间形成密封效果,提升了电子产品的防水性能。
77.在一个实施例中,屏幕包括第一粘合部和第二粘合部。
78.第一粘合部设置于屏幕的长边边缘,第二粘合部设置于屏幕的短边边缘,且第一粘合部与第二粘合部设置于屏幕的同一面。
79.屏幕的第一粘合部与框体10的第一边框20黏合连接,屏幕的第二粘合部与框体10的第二边框30黏合连接。
80.第一粘合部的形状与第一边框20的第一点胶面21和第一镭雕点胶面223共同构成的形状相对应。第二粘合部的形状与第二边框30的第二点胶面31和第二镭雕点胶面323共同构成的形状相对应。
81.在一个实施例中,屏幕的第一粘合部与第一边框20的第一点胶面21粘合连接,屏幕的第一粘合部还与第一边框20的第一镭雕点胶面223粘合连接。屏幕的第二粘合部与第二边框30的第二点胶面31粘合连接,屏幕的第二粘合部还与第二边框30的第二镭雕点胶面323粘合连接。
82.通过镭雕工艺将第一溢胶槽221内的第一积漆222和第二溢胶槽321内的第二积漆322削平并使其分别与第一点胶面21和第二点胶面31水平平齐,这使得框体10在不额外扩大框体10的体积或压缩框体10的内部空间的前提下获得了额外的第一镭雕点胶面223和第二镭雕点胶面323,两个额外的镭雕点胶面扩大了屏幕的粘合部与框体10的粘合总面积,更大的粘合总面积一方面强化了屏幕与边框的粘合固定强度,另一方面拓宽了屏幕与边框的粘合宽度,使得电子设备的防水性能有所提升。
83.在另一个实施例中,屏幕设置的粘合部的数量与框体10的点胶面数量相对应,框体10的点胶面数量与框体10的边框数量相对应。
84.可以理解的是,本公开中“多个”是指两个或两个以上,其它量词与之类似。“和/或”,描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。字符“/”一般表示前后关联对象是一种“或”的关系。单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。
85.进一步可以理解的是,术语“第二”、“第二”等用于描述各种信息,但这些信息不应限于这些术语。这些术语仅用来将同一类型的信息彼此区分开,并不表示特定的顺序或者重要程度。实际上,“第二”、“第二”等表述完全可以互换使用。例如,在不脱离本公开范围的情况下,第二信息也可以被称为第二信息,类似地,第二信息也可以被称为第二信息。
86.进一步可以理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作。
87.进一步可以理解的是,除非有特殊说明,“连接”包括两者之间不存在其他构件的直接连接,也包括两者之间存在其他元件的间接连接。
88.进一步可以理解的是,本公开实施例中尽管在附图中以特定的顺序描述操作,但是不应将其理解为要求按照所示的特定顺序或是串行顺序来执行这些操作,或是要求执行全部所示的操作以得到期望的结果。在特定环境中,多任务和并行处理可能是有利的。
89.本领域技术人员在考虑说明书及实践这里公开的实用新型后,将容易想到本公开
的其它实施方案。本技术旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围和精神由下面的权利范围指出。
90.应当理解的是,本公开并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本公开的范围仅由所附的权利范围来限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1