一种用于扬声器出音口的粘贴装置及方法与流程
本发明涉及扬声器生产设备,尤其是涉及一种用于扬声器出音口的粘贴装置以及相应的打胶方法。
背景技术:
1、扬声器,是一种能够将电信号转换为声音的电声器件,目前,扬声器主要由外壳体、音圈、音膜以及磁路等部分构成,在外壳体上需要开口孔洞形成出音口,由于出音口与外部是连通的,由此需要在出音口位置粘贴相应的防尘材料来避免杂质的进入,保证扬声器的使用寿命。
2、目前,由于扬声器结构限制,出音口的位置存在位于壳体侧面的,常规的设备无法对其进行粘贴,对于防尘材料的置入,通常是在流水线上由人工进行置入粘贴,导致生产效率低下,且良品率较低,存在不足。
技术实现思路
1、本发明是为了避免现有技术存在的不足之处,提供了一种用于扬声器出音口的粘贴装置以及相应的粘贴方法,实现对扬声器侧向出音口位置的自动防尘材料的粘贴动作,提高生产效率以及粘贴精度。
2、本发明解决技术问题采用如下技术方案:本发明提供的用于扬声器出音口的粘贴装置,一种用于扬声器出音口的粘贴装置,用以对扬声器壳料的出音口位置进行防尘材料的自动粘贴,所述粘贴装置具有:
3、壳料移载部,包括移载支架与设置在移载支架上的第一移载驱动组件、第二移载驱动组件以及载料组件,所述第二移载驱动组件与第一移载驱动组件用以带动载料组件在水平方向与竖直方向做出直线运动,所述载料组件用以容纳扬声器;
4、壳料翻转部,设置在壳料移载部一侧,所述壳料翻转部包括第一壳料驱动组件、第二壳料驱动组件与翻转载料组件,所述第一壳料驱动组件与第二壳料驱动组件用以带动翻转载料组件做出旋转运动与水平方向的直线运动,所述翻转载料组件用以容纳以及压制扬声器;
5、壳料搬运部,设置在壳料移载部与壳料翻转部的后侧,所述壳料搬运部包括第一搬运驱动组件、第二搬运驱动组件与搬运吸附组件,所述第一搬运驱动组件与第二搬运驱动组件用以带动搬运吸附组件在水平方向与竖直方向做出直线运动,所述搬运吸附组件用以吸附扬声器;
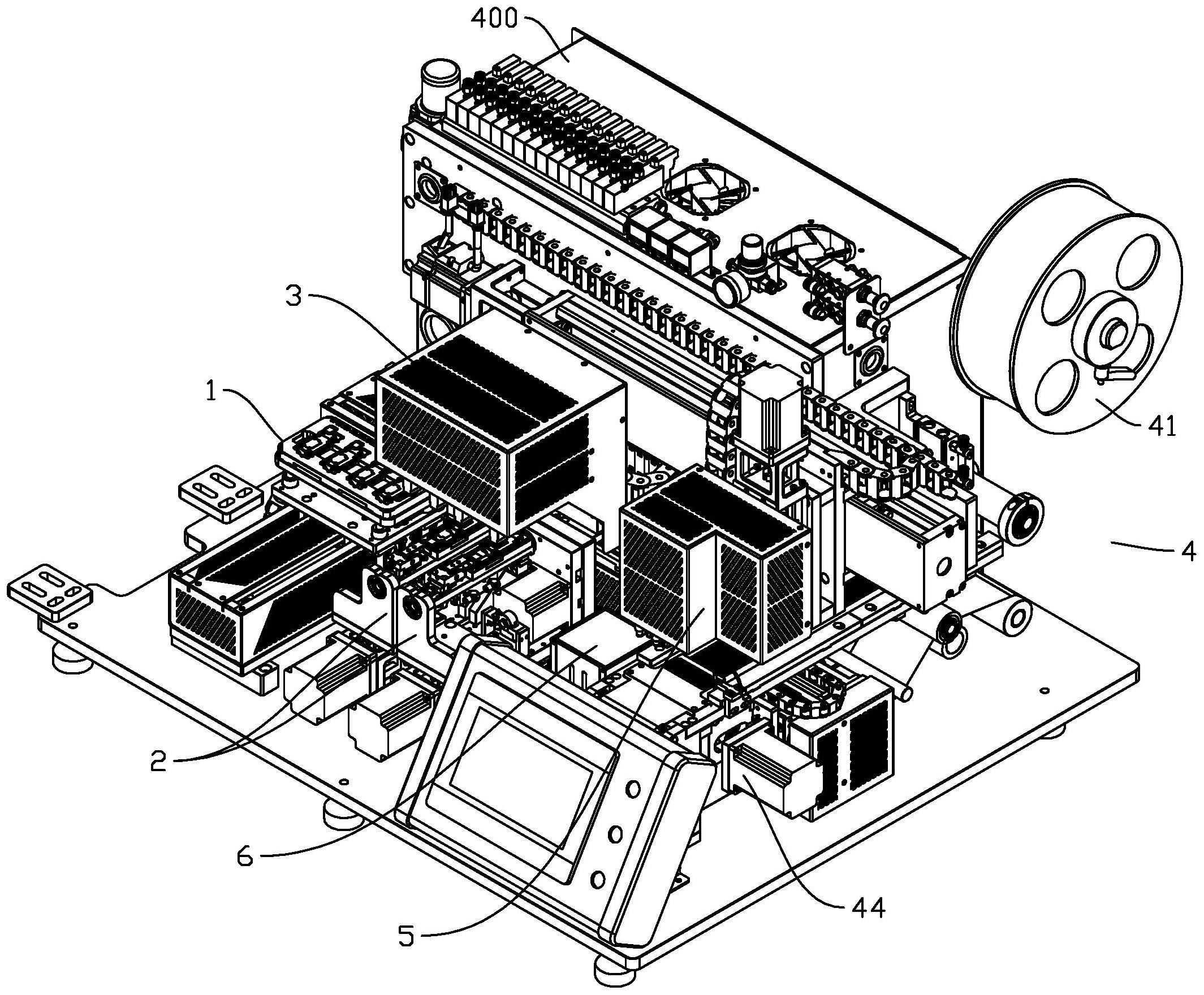
6、防尘料出料部,设置在壳料翻转部一侧,所述防尘料出料部包括储料组件、输送组件、定位组件、顶出组件,所述储料组件用以储存容纳带有防尘料的卷带,所述输送组件用以将卷带带出并进行输送,所述定位组件设置在输送组件末端并用以定位卷带上的防尘料,所述顶出组件设置在定位组件一侧并用以将定位组件内的防尘料顶出;
7、防尘料矫正搬运部,设置在输送组件上方,所述防尘料矫正搬运部包括第一矫正驱动组件、第二矫正驱动组件、第三矫正驱动组件、第四矫正驱动组件与矫正吸附组件,所述第一矫正驱动组件与第二矫正驱动组件用以带动矫正吸附组件在水平方向与竖直方向做出直线运动,所述第三矫正驱动组件用以调节两个矫正吸附组件之间的间距,所述第四矫正驱动组件用以带动矫正吸附组件做出转动运动,所述矫正吸附组用以吸附防尘料;
8、aoi检测部,设置在壳料翻转部与防尘料出料部之间,所述aoi检测部用以检测防尘料矫正搬运部中防尘料的位置信息并控制防尘料矫正搬运部将位置信息不正确的防尘料调节至设定位置。
9、在数个实施方式中,第二移载驱动组件与第一移载驱动组件相连接并随第一移载驱动组件做出水平方向的直线往复运动,所述载料组件与第二移载驱动组件相连接并随第二移载驱动组件做出竖直方向的直线往复运动。
10、在数个实施方式中,至少两个壳料翻转部并列设置,所述第一壳料驱动组件与第二壳料驱动组件之间通过翻转活动架体进行连接,所述第一壳料驱动组件带动翻转活动架体做出水平方向的直线往复运动;
11、所述第二壳料驱动组件与翻转载料组件均设置在翻转活动架体上;
12、所述翻转载料组件包括翻转载料体、设置在翻转载料体上的第三壳料驱动组件与压制体,所述翻转载料体与第二壳料驱动组件相连接并随其发生转动运动,所述翻转载料体用以容纳单个扬声器,所述第三壳料驱动组件用以带动压制体做出水平方向的直线往复运动,所述压制体可运动至扬声器上方并与扬声器表面发生接触。
13、在数个实施方式中,第二搬运驱动组件与第一搬运驱动组件相连接并随其做出水平方向的直线往复运动,至少两个搬运吸附组件设置在第二搬运驱动组件上并随其做出竖直方向的直线往复运动;
14、所述搬运吸附组件包括第三搬运驱动组件与至少两个并列设置的搬运吸附单体,所述第三搬运驱动组件用以带动单个搬运吸附单体做出水平方向的直线往复运动并由此调节两个搬运吸附单体之间的间距。
15、在数个实施方式中,输送组件包括多个导向辊体与水平设置的输送架体,所述导向辊体用以引导卷带,所述输送架体用以水平输送卷带,所述防尘料均匀排列设置在卷带上。
16、在数个实施方式中,定位组件包括定位驱动单体与定位框架,所述定位驱动单体用以带动定位框架做出升降运动,所述定位框架内具有一开口,所述定位框架可运动至压制在卷带表面并将一排防尘料进行定位围绕,该排所述防尘料位于开口范围内。
17、在数个实施方式中,顶出组件包括第一顶出驱动组、第二顶出驱动组与顶出模具,所述第二顶出驱动组与第一顶出驱动组相连接并随其做出水平方向的直线往复运动,所述顶出模具与第二顶出驱动组相连接并随其做出竖直方向的直线往复运动,所述第二顶出驱动组包括第二顶出电机、偏摆板、滚轮体与联结板,所述偏摆板一端与第二顶出电机的输出轴转动连接,所述滚轮体与偏摆板的另一端转动连接,所述滚轮体可转动的设置在联结板内并带动联结板做出升降运动;
18、所述顶出模具与联结板相连接并用以顶出定位框架内的至少两个防尘料。
19、在数个实施方式中,输送架体上方还设置有两个限位组件,所述限位组件包括限位气缸与限位压板,所述限位压板可随限位气缸做出升降运动并与输送架体上的卷带表面不存在防尘料的两侧位置相接触。
20、在数个实施方式中,第二矫正驱动组件与第一矫正驱动组件相连接并随其做出水平方向的直线往复运动,所述第二矫正驱动组件上设置有一安装板体并随第二矫正驱动组件做出竖直方向的直线往复运动,所述第三矫正驱动组件、第四矫正驱动组件与矫正吸附组件均设置在安装板体上;
21、至少两个所述矫正吸附组件并列设置,所述第三矫正驱动组件用以带动其中一个矫正吸附组件做出水平方向的直线往复运动;
22、所述矫正吸附组件包括吸附安装架体与矫正吸附头,所述第四矫正驱动组件设置在矫正安装架体上并用以带动矫正吸附头做出转动运动,所述矫正吸附头用以吸附防尘料。
23、本发明还提供了相应的粘贴方法,由上述粘贴装置进行操作加工,主要包括以下步骤:
24、步骤一:通过人工或者机械手将至少两个扬声器放置在载料组件上,并通过第一移载驱动组件、第二移载驱动组件将载料组件移动至待取料位置;
25、步骤二:通过第一搬运驱动组件、第二搬运驱动组件带动搬运吸附组件运动,并将载料组件上的扬声器单体吸附至壳料翻转部位置,随后将扬声器单体置入翻转载料组件内待用,同时搬运吸附组件回归原位;
26、步骤三:第三壳料驱动组件带动压制体运动并将扬声器进行压制,同时通过第二壳料驱动组件带动翻转载料组件发生转动,直至翻转载料组件内的扬声器的出音口位置翻转至竖直朝上;
27、步骤四:防尘料出料部向前输送具有防尘料的卷带至固定位置后停止,定位组件与限位组件下压将卷带并限制其继续运动,此时顶出组件工作将定位组件内的至少两个防尘料向上顶出待用;
28、步骤五:第一矫正驱动组件、第二矫正驱动组件运动并带动矫正吸附组件运动至步骤四中的待用防尘料位置并将其进行吸附,由述第三矫正驱动组件调整两个矫正吸附组件的间距之后运动至aoi检测部的正上方,经过aoi检测部的检测后,对于位置错误的防尘料,由第四矫正驱动组件控制矫正吸附头将防尘料转动至设定位置待用;
29、步骤六:第一矫正驱动组件、第二矫正驱动组件运动并带动矫正吸附组件运动至步骤三中的翻转载料组件的正上方位置,并将防尘料下压至相应的扬声器的出音口位置进行粘贴,随后矫正吸附组件回归原位,完成扬声器出音口的粘贴动作,形成扬声器成品;
30、步骤七:壳料搬运部运动至步骤六中的扬声器成品位置,并将扬声器成品吸附搬运至壳料移载部,并将扬声器成品置入载料组件内,与步骤一中的待取料扬声器分隔存放;
31、步骤八:重复上述步骤。
32、本发明的有益效果在于:
33、本发明通过壳料移载部、壳料翻转部、壳料搬运部、防尘料出料部、防尘料矫正搬运部与aoi检测部的结合,实现了对扬声器侧面出音口位置的自动粘贴动作,实现自动化作业;通过壳料翻转部实现扬声器出音口位置的翻转,通过防尘料矫正搬运部将防尘料进行搬运以及自动矫正位置后置入出音口位置进行粘贴,极大的提高了生产效率以及粘贴精度。
- 还没有人留言评论。精彩留言会获得点赞!