一种用于无缝钢管生产的信息跟踪系统的制作方法
本发明属于无缝钢管生产领域,涉及数字图像处理技术,具体是一种用于无缝钢管生产的信息跟踪系统。
背景技术:
1、无缝钢管是一种由坯料经过穿孔、轧制和加工等工艺制成的钢管,其特点是无缝连接,没有焊缝。无缝钢管的生产过程经过多道工序,使得管壁更加均匀,内外表面更加光滑,性能更为优越。这些特性使得无缝钢管在各种领域得到广泛应用。
2、目前对无缝钢管产品采用多种工序的机器设备进行加工,在加工过程中不能很好的对每根钢管的生产过程进行信息跟踪,当后续生产出现问题时,无法轻易的对相应产品型号和序列号的无缝钢管产品生产历史过程进行溯源,导致发现问题较为困难,并且在无缝钢管产品生产过程中,各个工序机器设备之间相互配合可能出现问题,当换新的产品型号进行生产时,相关人员因工作繁忙未及时修改相关工序产品加工参数,导致无缝钢管对应产品型号生产错误,而产生不必要的损失和返工问题。为此,本发明提出了一种用于无缝钢管生产的信息跟踪系统。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种用于无缝钢管生产的信息跟踪系统,本发明解决了如何对无缝钢管产品生产过程进行信息跟踪,从而实现对逐个无缝钢管产品的加工运行进行全程跟踪和历史生产信息回溯,以及避免各个工序机器设备之间相互配合出错的问题。
2、为了实现上述目的,本发明采用了如下技术方案:
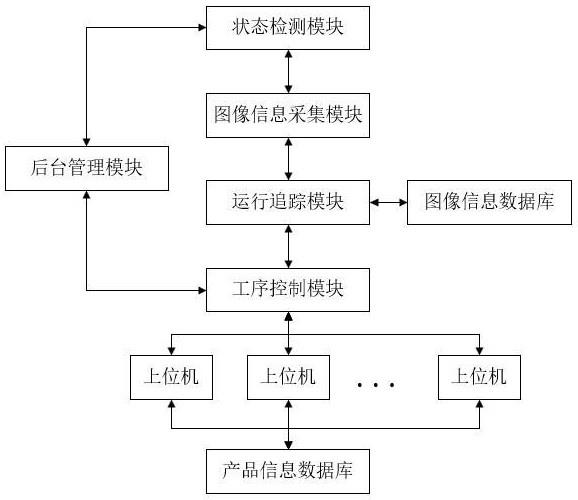
3、一种用于无缝钢管生产的信息跟踪系统,包括:图像信息采集模块、状态检测模块、运行追踪模块以及工序控制模块;
4、所述图像信息采集模块用于采集无缝钢管产品在生产加工过程的视频图像信息;所述图像信息采集模块包括若干个高清摄像头,高清摄像头设置在对无缝钢管产品进行加工的机器设备的相应位置,相邻的高清摄像头之间设置有交叉视野,相邻的高清摄像头各自拍摄的画面包括交叉视野;
5、所述状态检测模块用于对图像信息采集模块所包含的所有高清摄像头进行定期检测,检测各个高清摄像头之间的时间和工作状态是否一致,对不一致的高清摄像头进行相应处理;
6、所述运行追踪模块用于对各个高清摄像头实时拍摄的视频图像信息进行实时处理;包括:针对每一个高清摄像头均设置有对应的图像处理单元,通过图像处理单元识别视频图像中的无缝钢管产品,并与工序控制模块结合对视频图像中的无缝钢管产品的产品型号和序列号进行唯一标记,通过各个图像处理单元实现相邻高清摄像头相互联动,从而实现对标记的逐个无缝钢管产品的加工运行进行全程跟踪;并将对无缝钢管产品加工全过程进行标记追踪的视频图像上传至图像信息数据库进行存储;
7、所述工序控制模块用于结合运行追踪模块对视频图像中的无缝钢管产品的产品型号和序列号进行唯一标记;还用于对无缝钢管产品的工序加工流程进行监测控制,包括结合运行追踪模块对无缝钢管产品所处工序进行监测,根据所处工序对相应产品型号和序列号的无缝钢管产品进行工序编号的标记,以及针对相应产品型号和序列号的无缝钢管产品下一工序的产品加工参数是否符合相应产品型号进行监测控制。
8、进一步地,各个高清摄像头均与ntp服务器通信连接,使得所有高清摄像头的时间一致,高清摄像头为高温防爆类型。
9、进一步地,所述状态检测模块与各个高清摄像头通信连接,检测过程如下:
10、获取所有高清摄像头的实时时间,并进行时间比对,若出现其中高清摄像头的时间与超过一半的高清摄像头的时间不一致,则将该高清摄像头标记为时间异常,并生成重新连接ntp服务器的信号发送至对应高清摄像头,使其重新连接ntp服务器进行时间校准;
11、在时间一致的情况下,同时截取各个高清摄像头所拍摄的预设单位时间段的视频流;其中预设单位时间段是1秒的整数倍,预设单位时间段由相关技术人员进行调整;
12、对获取的视频流进行分析,获取预设单位时间段内各个视频流所对应的连续视频帧和视频帧对应的时间戳;
13、统计各个视频流1秒内视频帧的数量ni,i表示对应视频流或高清摄像头的编号;并将各个视频流1秒内视频帧的数量ni与预设帧数范围(nmin,nmax)进行比对;
14、若ni不属于(nmin,nmax),则确认编号为i的视频流的帧率异常,并生成编号为i的高清摄像头异常的信号发送至管理后台模块;若ni属于(nmin,nmax),则确认编号为i的视频流的帧率正常;
15、其中预设帧数范围(nmin,nmax)是前期相关技术人员对各个高清摄像头进行校准所确定的帧数范围;
16、在将异常帧率视频流剔除的情况下,将各个视频流在预设单位时间段内每秒的中间帧的时间戳进行比对,若出现其中视频流的中间帧的时间戳与其他超过一半的视频流不相同,则确认该视频流出现延迟现象,获取该视频流的编号,生成相应编号高清摄像头异常的信号发送至管理后台模块;若各个视频流的中间帧的时间戳相同,则确认各个视频流没有延迟现象;
17、后台管理模块获取到相应编号高清摄像头异常的信号,对相应编号的高清摄像头进行及时故障排除。
18、进一步地,图像处理单元识别视频图像中无缝钢管产品的方式如下:
19、获取相应高清摄像头实时拍摄的视频图像;
20、对获取的视频图像的各个视频帧进行数字图像预处理;
21、采用物体检测算法对视频帧中无缝钢管产品的位置和边界框进行检测,从而检测出相应高清摄像头视野中正在被加工的无缝钢管产品;
22、其中物体检测算法是前期对相应高清摄像头视野内所采集的大量图像样本进行训练和测试的神经网络模型。
23、进一步地,运行追踪模块与工序控制模块结合对视频图像中的无缝钢管产品的产品型号和序列号进行唯一标记的方式如下:
24、工序控制模块针对无缝钢管产品加工的各个工序均设置有对应的控制单元;将无缝钢管产品加工的第一工序所对应的控制单元标记为第一控制单元;将第一工序所对应的高清摄像头标记为第一高清摄像头;以及将第一高清摄像头所对应的图像处理单元标记为第一图像处理单元;
25、第一控制单元通过第一图像处理单元检测到第一高清摄像头视野中刚进入第一工序的无缝钢管产品,则生成是否为上一个无缝钢管同产品型号的询问信号发送至第一工序机器设备的上位机;该上位机获取该询问信号后,若是,则返回确定信号发送至第一控制单元,若否,则返回新的产品型号发送至第一控制单元;
26、若返回的是确定信号,则第一控制单元从第一图像处理单元获取上一个刚进入第一工序的无缝钢管产品的产品型号,并在上一个刚进入第一工序的无缝钢管产品的序列号的基础上加1,生成当前刚进入第一工序的无缝钢管产品的产品型号和序列号,并控制第一图像处理单元在当前视频图像上使用该生成的产品型号和序列号对当前刚进入第一工序的无缝钢管产品进行标记;
27、若返回信号为新的产品型号,则第一控制单元根据获取的新的产品型号生成当前刚进入第一工序的无缝钢管产品的新的产品型号和起始序列号,并控制第一图像处理单元在当前视频图像上使用该生成的新的产品型号和起始序列号对当前刚进入第一工序的无缝钢管产品进行标记。
28、进一步地,相邻高清摄像头相互联动的方式如下:
29、将相邻的两个高清摄像头分别标记为上一高清摄像头和下一高清摄像头,且上一高清摄像头所对应的图像处理单元标记为上一图像处理单元,下一高清摄像头所对应的图像处理单元标记为下一图像处理单元;
30、上一图像处理单元对上一高清摄像头所拍摄的视频图像中的相应产品型号和序列号的无缝钢管产品进行标记追踪;
31、当相应无缝钢管产品进入上一高清摄像头与下一高清摄像头的交叉视野区域时,则上一图像处理单元获取上一高清摄像头此时的时间戳,并将该时间戳与相应无缝钢管产品的产品型号和序列号进行绑定,发送至下一图像处理单元;
32、下一图像处理单元获取上一图像处理单元发送的带有时间戳的产品型号和序列号后, 根据该时间戳获取下一高清摄像头相同时间戳的视频帧图像,并在该视频帧图像中使用获取的产品型号和序列号对处于与上一高清摄像头交叉视野区域的无缝钢管产品进行标记。
33、进一步地,工序控制模块针对无缝钢管产品的工序加工流程进行监测控制过程如下:
34、当相应工序的控制单元通过运行追踪模块监测到相应产品型号和序列号进入当前工序时,则控制运作追踪模块中相应图像处理单元对该产品型号和序列号的无缝钢管产品进行当前工序编号的标记;
35、当相应工序的控制单元通过运行追踪模块监测到相应产品型号和序列号的无缝钢管产品离开当前工序时,则发送是否已设置为相应产品型号的产品加工参数的询问信号至下一工序机器设备的上位机;
36、下一工序机器设备的上位机接收到询问信号后,将其已设置的产品型号与获取的产品型号进行比对,若是,则返回确定信号发送至相应工序的控制单元,若否,则返回不一致信号发送至相应工序的控制单元;
37、相应工序的控制单元若接收到确定信号,则结束对当前产品型号和序列号的无缝钢管产品的监测;
38、若接收到不一致信号,则发送是否修改为当前产品型号的产品加工参数的提示信号至后台管理模块;
39、若后台管理模块在预设反应时间内未做反馈,则相应工序的控制单元发送修改为相应产品型号的产品加工参数的提示信号至下一工序机器设备的上位机,下一工序机器设备的上位机接受到该提示信号后,从产品信息数据库中调取相应产品型号当前工序的产品加工参数信息进行调整。
40、进一步地,各个工序的控制单元通过前期的大量视频图像的特征训练,实现对无缝钢管进入和离开相应工序的视频图像进行识别。
41、进一步地,当相应产品型号和序列号的无缝钢管产品完成所有机器设备加工后,则最后工序的控制单元将其产品型号和序列号发送至相应机器设备的上位机完成无缝钢管成品的产品型号和序列号的刻蚀、漆喷或纸质标签的标识。
42、与现有技术相比,本发明的有益效果是:
43、1、在本发明中,通过状态检测模块对各个高清摄像头之间的时间和工作状态是否一致进行检测,先后对各个高清摄像头的视频流进行时间对比、帧率对比以及每秒中间帧的时间戳进行对比,进而判断相应高清摄像是否时间不一致、帧率是否异常以及视频流是否出现延迟,从而对其中异常的高清摄像头进行及时故障排除,保证各个高清摄像头之间能够对加工过程中的无缝钢管产品进行联动拍摄追踪,防止因出现故障导致图像处理模块不能对相应产品型号和序列号的无缝钢管产品进行连续标记,从而影响对相应产品型号和序列号的无缝钢管产品进行信息追踪。
44、2、在本发明中,通过运行追踪模块针对每一个高清摄像头均设置有对应的图像处理单元,通过图像处理单元识别视频图像中的无缝钢管产品,并与工序控制模块结合对视频图像中的无缝钢管产品的产品型号和序列号进行唯一标记,通过各个图像处理单元实现相邻高清摄像头相互联动,从而实现对标记的逐个无缝钢管产品的加工运行进行全程跟踪,运行追踪模块将对无缝钢管产品加工全过程进行标记追踪的视频图像上传至图像信息数据库进行存储,方便后续若出现相应产品型号和序列号的无缝钢管产品出现产品问题,可以通过图像信息数据库中存储的对相应产品型号和序列号标记的视频图像进行信息溯源。
45、3、在本发明中,通过工序控制模块结合运行追踪模块对视频图像中的无缝钢管产品的产品型号和序列号进行唯一标记;对无缝钢管产品的工序加工流程进行监测控制,包括结合运行追踪模块对无缝钢管产品所处工序进行监测,根据所处工序对相应产品型号和序列号的无缝钢管产品进行工序编号的标记,以及针对相应产品型号和序列号的无缝钢管产品下一工序的产品加工参数是否符合相应产品型号进行监测控制;防止相应工序机器设备未及时调整为相应产品型号的产品加工参数导致加工出错,从而避免产生不必要的损失和返工问题。
- 还没有人留言评论。精彩留言会获得点赞!