一种抑菌乳白高温蒸煮PP封口易揭盖膜及其制备方法与流程
一种抑菌乳白高温蒸煮pp封口易揭盖膜及其制备方法
技术领域
1.本发明涉及pp材料封口膜领域,具体涉及一种抑菌乳白高温蒸煮pp封口易揭盖膜,及其制备方法。
背景技术:
2.pp塑料是一类广泛运用于食品包装的塑料,在需要保证内容物新鲜度的场合,采用具有抗菌性能的pp膜能够起到促进抗菌能力的效果,故当前有使用壳聚糖作为抗菌材料添加至pp塑料,以增强其抗菌能力,但由于壳聚糖的添加,会降低pp塑料的挺度、耐热度,并且使其与其他膜层或封口区结合紧密度下降,不利于维持良好的封合效果。在需要控制此类壳聚糖pp膜与封口区的结合力,使之能够应对商业灭菌,并且在使用时易揭开,如对生鲜食品的封装保藏的应用场景下,此类薄膜容易因内层结合力不足而导致涨裂或封合部位破损的现象。
技术实现要素:
3.本发明的目的在于提供一种抑菌乳白高温蒸煮pp封口易揭盖膜,其与pp塑料之间结合力良好,能有效对内容物形成气密封合的同时,具有易揭开性,抗粘连性良好并且揭开后无粉尘掉落。
4.为实现上述目的,本发明采用以下技术手段加以实施:一种抑菌乳白高温蒸煮pp封口易揭盖膜,自外向内包括电晕层、中间层、内层,电晕层、中间层、内层形成宏观分层、相贴合的两贴合面之间形成亚微观复合结构,其中:电晕层为均聚丙烯树脂与第一加工助剂的共混物;中间层为无规嵌段共聚聚丙烯、白色母、第一加工助剂的共混物;内层为无规嵌段共聚聚丙烯:低密度聚乙烯:聚对苯二甲酸乙二醇酯:改性壳聚糖粉:芥酸酰胺:开口剂:第二加工助剂以(45-55):(35-40):(8-10):(1-5):1:1:1比例的共混物;所述的开口剂为二氧化硅、硅藻土、滑石粉中的一种或多种组合;所述的第一加工助剂为含氟树脂、硅酮、聚丙烯酸以(1-2):(1-2):(1-2)的比例形成的共混物;所述的第二加工助剂为含氟树脂:硅酮:edc:nhs以(5-15):(5-15):(1-2):(1-2)的比例形成的共混物。
5.进一步的,所述的电晕层为均聚丙烯树脂与加工助剂以100:0.5-2比例形成的共混物;所述的中间层为无规嵌段共聚聚丙烯、白色母、加工助剂以80-85:15-20:1比例形成的共混物,所述的白色母为金红石钛白粉型白色母。
6.进一步的,所述的改性壳聚糖粉通过以下加工方法制得:(1)使用稀盐酸对洁净虾蟹壳进行浸泡脱除碳酸钙,取出不溶物水洗、干燥、粉碎后,使用氢氧化钠进行浸泡,取出不溶粉末后加至水中煮沸除去蛋白质,得到粗壳质;
(2)对粗壳质使用0.8%-1%的高锰酸钾溶液进行脱色,水洗后,脱色粗壳质粉末转移至草酸中并于60-70℃下反应30-45min,得到改性甲壳粉;(3)将所述的改性甲壳粉浸泡于浓氢氧化钠溶液中,于120℃反应30-45min,加入稀盐酸中和后,向混合溶液中加入过量丙酮,萃取并过滤析出物,水洗析出物至弱酸性,并在60-75℃下干燥,将得到洁白或半透明状的壳聚糖晶体研磨至粉末,得到所述的改性壳聚糖粉。
7.更进一步的,所述的步骤(3)中,将得到洁白或半透明状的壳聚糖晶体研磨至400-500目的粉末状,得到所述的改性壳聚糖粉。
8.作为一种有效的实施例,所述的电晕层、中间层、内层的厚度比为1:(1-3):1。
9.本发明还提供了上述易揭盖膜的制作方法,其通过以下步骤制得:(1)电晕层的制备:将电晕层所需材料按比例加入搅拌机搅拌均匀,并以165~180℃的熔融温度下进行共混挤出,形成电晕层熔融物料,电晕层熔融物料随后进入共挤出模头与其他挤出机出来的中间层熔融物料、内层熔融物料一起进行共挤出;(2)中间层的制备:将中间层所需材料按比例加入搅拌机搅拌均匀,并以165~180℃的熔融温度下进行共混挤出,形成中间层熔融物料,中间层熔融物料随后进入共挤出模头与其他挤出机出来的电晕层熔融物料、内层熔融物料一起进行共挤出;(3)内层的制备:将内层所需材料按比例加入搅拌机搅拌均匀,并以165~180℃的熔融温度下进行共混挤出,形成内层熔融物料,内层熔融物料随后进入共挤出模头与其他挤出机出来的电晕层熔融物料、中间层熔融物料一起进行共挤出;熔膜共挤出:将电晕层、中间层、内层的熔融物按比例料于170-185℃的共挤出模头共挤出,使电晕层、中间层、内层自外而内以熔融状态依次叠加形成熔膜,而后对熔膜吹胀后进行激冷,对电晕层进行电晕处理后,制得所述的易揭盖膜。
10.本发明具有以下有益之处:1. 通过利用edc/nhs活化羧基,聚对苯二甲酸乙二醇酯端羧基与弱酸性壳聚糖的氨基发生酰胺反应,能在内层和中间层共挤贴覆时,在聚丙烯、低密度聚乙烯在亚微观复合层发生交联的同时,起到增强两侧之间紧密度,从而能够提高内层和中间层结合力的同时,减少与封口区揭膜产生的揭膜粉尘;2. 合理调节电晕层、中间层、内层的熔融温度,使中间层的两表面能在熔融粘流状态下,使熔融粘流状态的低密度聚乙烯能在聚丙烯分子链段中相互扩散、渗透、缠绕,起到促进亚微观复合层的结合力;3.有针对性地是内层的抗菌力,并且内层与pp的结合力较强;外侧电晕层通过电晕处理后,承印能力可达到极大提升,适合作为外包装使用。
具体实施方式
11.以下对发明不同实施方案进行详细描述,下述实施例是示例性的,且并不意在限制本发明的主题或本发明主题的应用和用途。
12.实施例1物料配备:按以下物料配比准备各组分:电晕层:均聚丙烯树脂100g,含氟树脂0.5g,硅酮0.5g、聚丙烯酸1g;中间层:无规嵌段共聚聚丙烯170g、市售白色母30g、含氟树脂0.2g,硅酮0.3g、聚丙烯
酸3g;内层:无规嵌段共聚聚丙烯55g、低密度聚乙烯35g、聚对苯二甲酸乙二醇酯10g、改性壳聚糖粉3g、芥酸酰胺1g、二氧化硅0.5g、滑石粉0.5g、含氟树脂0.4g、硅酮0.5g、edc 0.04g、nhs 0.06g;加工过程:(1)电晕层的制备:将电晕层所需材料按比例加入搅拌机搅拌均匀,并以165~175℃的熔融温度下进行共混挤出,形成电晕层熔融物料,电晕层熔融物料随后进入共挤出模头与其他挤出机出来的中间层熔融物料、内层熔融物料一起进行共挤出;(2)中间层的制备:将中间层所需材料按比例加入搅拌机搅拌均匀,并以170~180℃的熔融温度下进行共混挤出,形成中间层熔融物料,中间层熔融物料随后进入共挤出模头与其他挤出机出来的电晕层熔融物料、内层熔融物料一起进行共挤出;(3)内层的制备:将内层所需材料按比例加入搅拌机搅拌均匀,并以165~170℃的熔融温度下进行共混挤出,形成内层熔融物料,内层熔融物料随后进入共挤出模头与其他挤出机出来的电晕层熔融物料、中间层熔融物料一起进行共挤出;熔膜共挤出:将电晕层、中间层、内层的熔融物按比例料于170-185℃的共挤出模头共挤出,使电晕层、中间层、内层自外而内以熔融状态依次叠加形成熔膜,而后对熔膜吹胀后进行激冷,对电晕层进行电晕处理后,制得所述的易揭盖膜。
13.实施例2电晕层:均聚丙烯树脂100g,含氟树脂0.6g,硅酮0.6g、聚丙烯酸0.6g;中间层:无规嵌段共聚聚丙烯245g、市售白色母52.5g、含氟树脂1g,硅酮1.75g、聚丙烯酸1.75g;内层:无规嵌段共聚聚丙烯50g、低密度聚乙烯38g、聚对苯二甲酸乙二醇酯9g、市售改性壳聚糖粉2g、芥酸酰胺1g、二氧化硅0.5g、滑石粉0.5g、含氟树脂0.4g、硅酮0.5g、edc 0.035g、nhs 0.065g;加工过程:(1)电晕层的制备:将电晕层所需材料按比例加入搅拌机搅拌均匀,并以165~180℃的熔融温度下进行共混挤出,形成电晕层熔融物料,电晕层熔融物料随后进入共挤出模头与其他挤出机出来的中间层熔融物料、内层熔融物料一起进行共挤出;(2)中间层的制备:将中间层所需材料按比例加入搅拌机搅拌均匀,并以165~180℃的熔融温度下进行共混挤出,形成中间层熔融物料,中间层熔融物料随后进入共挤出模头与其他挤出机出来的电晕层熔融物料、内层熔融物料一起进行共挤出;(3)内层的制备:将内层所需材料按比例加入搅拌机搅拌均匀,并以165~180℃的熔融温度下进行共混挤出,形成内层熔融物料,内层熔融物料随后进入共挤出模头与其他挤出机出来的电晕层熔融物料、中间层熔融物料一起进行共挤出;熔膜共挤出:将电晕层、中间层、内层的熔融物按比例料于170-185℃的共挤出模头共挤出,使电晕层、中间层、内层自外而内以熔融状态依次叠加形成熔膜,而后对熔膜吹胀后进行激冷,对电晕层进行电晕处理后,制得所述的易揭盖膜。
14.实施例3物料配备:
改性壳聚糖的制备:(1)使用稀盐酸对洁净蟹壳进行浸泡脱除碳酸钙,取出不溶物水洗、干燥、粉碎后,使用氢氧化钠进行浸泡,取出不溶粉末后加至水中煮沸除去蛋白质,得到粗壳质;(2)对粗壳质使用0.8%-1%的高锰酸钾溶液进行脱色,水洗后,脱色粗壳质粉末转移至草酸中并于65-70℃下反应45min,得到改性甲壳粉;(3)将所述的改性甲壳粉浸泡于浓氢氧化钠溶液中,于120℃反应30min,加入稀盐酸中和后,向混合溶液中加入过量丙酮,萃取并过滤析出物,水洗析出物至ph等于6,并在60-75℃下干燥,将得到洁白或半透明状的壳聚糖晶体研磨至至400-500目的粉末状,得到改性壳聚糖,备用。
15.将本实施例制得的改性壳聚糖,代替实施例2的所使用的市售壳聚糖,并配合实施例2的其余物料和制作方法,制作对应的易揭开膜,作为实施例3。
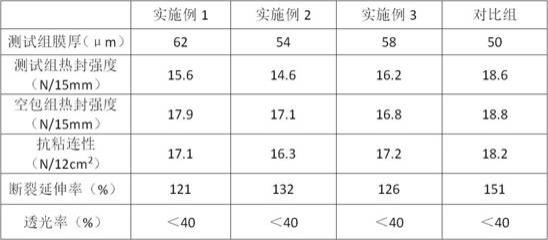
16.表征将实施例1-3制得的易揭盖膜进行性能测定,并作为pp盒体的热封膜建立测试组;同时,将市售普通pp热封膜建立对比组;将上述各组建立测试组、空包组,其中:测试组对应在在pp盒体、pet盒体中放置豆腐,进行封膜(内层朝内热封合)后以120℃,30min蒸汽热杀菌后,置于冰箱中5℃冷藏10天,观察其状态;空包组仅采用实施例1-3制得热封膜进行热封口,直接置于冰箱5℃冷藏10天。
17.测试组空白组对比热封强度以及抗粘连性的差异,均采用剥离强度试验机,以300mm/min的拉伸速度进行测试,结果如表1;并对表1 本发明易揭开膜的性能测定数据表2 本发明装载豆腐在第10天的感官对比
从表1-2中的数据可以发现,在加热蒸煮后,实施例1-3的揭开强度均有所下降,但不出现破裂现象,并且,在300mm/min的拉伸速度进行测试的条件下,热封强度12-16n/15mm范围内,可认为易揭开性较友好的,实施例3虽然有所超出,但偏差较小;而剪切剥离力在小于18n/12cm2的情况下时,应被认为是抗粘连效果较优。
18.从上述指标上看,实施例1易揭开膜在热处理后热封强度有所下降,热封强度依然在合理范围内,更适合于热封包装后短时间热处理的封口包装使用;实施例3相对于实施例1、2而言,在热处理后稳定性更强,推断热处理对膜的影响较小,并且从对豆腐保藏的感官评定结果看,其热封效果更为稳定。
19.对于本领域的普通技术人员而言,具体实施例只是对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的各种非实质性的改进,或未经改进将本发明的构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1