引线加工系统的制作方法
[0001]
本实用新型涉及一种鞭炮或焰花引线的生产设备及工艺,具体而言,涉及引线加工系统。
背景技术:
[0002]
鞭炮或焰花引线常见的生产工艺包括:设置1、和药机及和药间;2、拉线设备和拉线车间;3、包纸机和包纸车间;4绕引机和绕引车间;5、木架绕引和晒场;6、再回到收引车间。此类常规工艺中的每套工序都必须用人工去中转,劳动强度大,生产效率较低。
[0003]
而且,现有的生产工艺安全隐患大,中转不及时,各工序各车间常出现危险品超量的情况,极易引发安全事故。
[0004]
而且,现有的生产工艺中,给药等工序中产品质量受工人本身的经验、态度等影响较大,导致产品质量不稳定。
[0005]
因此,现有技术中尚缺乏自动化程度高、生产质量更稳定、安全性更高的引线加工设备。
技术实现要素:
[0006]
为了克服现有技术的不足,本实用新型提供了一种引线加工系统,具体技术方案如下所示:
[0007]
一种引线加工系统,包括:
[0008]
至少一个放线装置,所述放线装置用于设置待加工的引线;
[0009]
至少一个给药装置,用于接收从所述放线装置释放的引线,并给引线添加药体;
[0010]
包封装置,用于将已添加药体的引线的外表面进行包封形成引线;
[0011]
绕引装置,用于将完成加工的引线牵引缠绕。
[0012]
在一个具体的实施例中,所述放线装置包括放线架和至少一个线轴,所述线轴可转动地设置在所述放线架上,所述线轴上分别缠绕待加工的引线。
[0013]
在一个具体的实施例中,所述给药装置包括混药箱、输送管路、粘药装置,所述混药箱内设置有对药体进行搅拌混合的搅拌装置,所述粘药装置通过所述输送管路连接所述混药箱的出药口,所述粘药装置配置为将药体粘附在引线上;
[0014]
优选地,所述粘药装置包括粘药箱,所述粘药箱上设置有供引线穿过的开口,所述粘药箱内存储有药体;
[0015]
优选地,药体包括可燃原料和/或固引剂;
[0016]
优选地,所述粘药装置包括存储仓、药体推进装置和出药嘴,所述存储仓通过所述输送管路连接所述混药箱的出药口,所述出药嘴用于输出药体以使引线粘药,所述药体推进装置用于将所述存储仓内的药体推进到所述出药嘴;进一步优选,所述药体推进装置包括为定量型的药体推进装置;进一步优选,定量型的所述药体推进装置包括计量阀和/或定量推进螺杆。
[0017]
在一个具体的实施例中,所述放线装置的数量为多个;
[0018]
和/或,所述粘药装置的数量为多个,一个所述混药箱通过所述输送管路连接多个所述粘药装置。
[0019]
在一个具体的实施例中,所述包封装置包括机架和包纸装置,所述包纸装置包括收线装置和放纸装置,所述放纸装置用于向所述收线装置释放包纸材料,所述收线装置设置在所述机架上且位于所述放纸装置的后方;
[0020]
所述收线装置上具有通过孔,用于使引线和包纸材料在所述通过孔处汇合并一起通过所述通过孔,所述通过孔具有预设的孔径,使汇合在一起的引线和包纸材料在所述通过孔时,包纸材料被收紧并封装在引线外层;
[0021]
优选地,所述通过孔为孔径逐渐变小的喇叭状;
[0022]
优选地,所述包封装置还包括引导装置,所述引导装置设置在所述收线装置的前方,且所述引导装置用于限定引线的行进方向,使引线和包纸材料在所述收线装置处对齐;
[0023]
优选地,所述放纸装置包括纸盘,所述纸盘可转动地设置在所述机架上,所述纸盘上缠绕包纸材料。
[0024]
在一个具体的实施例中,所述包封装置还包括驱动装置和至少一级包线装置,所述包线装置包括转盘,所述转盘可转动地设置在所述机架上,且所述转盘位于所述收线装置的后方,所述转盘上设置有多个线辊,所述线辊上缠绕包线材料,从所述收线装置引出的包纸后的引线和所述线辊上的包线材料从所述转盘的中心孔穿过;
[0025]
所述驱动装置传动连接所述转盘以带动所述转盘转动,使所述线辊上的包线材料被缠绕在引线的外表面;
[0026]
优选地,所述包线装置包括两级或更多级,两级或更多级所述包线装置在所述收线装置的后方依次设置,使引线的外表面被多次缠绕包线材料。
[0027]
在一个具体的实施例中,所述驱动装置包括电机和带传动组件,所述电机驱动所述带传动组件,所述带传动组件传动连接各级所述包线装置中的所述转盘,使所述转盘在所述电机驱动下转动;
[0028]
优选地,所述带传动组件包括主动轮、从动轮和传动带,所述主动轮连接所述电机的输出轴,所述主动轮通过所述传动带连接所述从动轮,所述从动轮传动连接所述转盘;
[0029]
进一步优选,每级所述包线装置上设置有多个所述转盘,所述从动轮和所述传动带的数量分别为多个,所述主动轮通过所述传动带连接其中第一个所述从动轮,第一个所述从动轮通过所述传动带或转轴传动连接其它所述从动轮。
[0030]
在一个具体的实施例中,所述包线装置包括两级或更多级,其中,至少一级所述包线装置配置有离合装置,用于松开或制动所述包线装置中各所述转盘与所述带传动组件之间的传动连接;
[0031]
优选地,所述离合装置包括主动链轮、从动链轮、传动链和离合链轮,所述主动链轮传动连接所述带传动组件,所述从动链轮通过所述传动链连接所述主动链轮,所述离合链轮可移动地设置在所述机架上,用于通过移动抵紧或松开对应所述包线装置中的所述传动带;
[0032]
进一步优选,所述从动轮中的一个套设在转轴上,所述转轴上设置有蜗杆,所述主动链轮具有同轴的蜗轮,所述蜗轮与所述蜗杆啮合。
[0033]
在一个具体的实施例中,所述给药装置和所述包封装置之间设置有用于对引线进行烘干的第一级烘干装置;
[0034]
优选地,所述包封装置和所述绕引装置之间也设置有用于对引线进行烘干的第二级烘干装置;
[0035]
进一步优选,所述第一级烘干装置还可包括温度检测单元和温度控制单元,所述温度检测单元对所述第一级烘干装置的温度进行实时监测,所述温度控制单元接收所述温度检测单元发送的温度信号,当温度超过预设的上限值时,则所述温度控制单元停止所述第一级烘干装置的加热,当温度低于预设的下限值时,则所述温度控制单元控制所述第一级烘干装置恢复加热;
[0036]
进一步优选,所述第二级烘干装置还可包括温度检测单元和温度控制单元,所述温度检测单元对所述第二级烘干装置的温度进行实时监测,所述温度控制单元接收所述温度检测单元发送的温度信号,当温度超过预设的上限值时,则所述温度控制单元停止所述第二级烘干装置的加热,当温度低于预设的下限值时,则所述温度控制单元控制所述第二级烘干装置恢复加热;
[0037]
进一步优选,所述第一级烘干装置和所述第二级烘干装置之间通过管道连通并共用热源。
[0038]
在一个具体的实施例中,所述引线加工系统中一处或多处位置设置有安全隔离装置,用于在检测到引线的某一处位置断裂时,在所述安全隔离装置处切断引线;
[0039]
优选地,所述安全隔离装置包括拉力穿线板、电磁开关、磁力元件和切引元件,引线以预拉伸的状态穿设在所述拉力穿线板上,所述电磁开关连接所述拉力穿线板、并用于在引线断裂时所述拉力穿线板移动触发所述电磁开关,所述磁力元件设置在所述电磁开关和所述切引元件之间,使所述电磁开关触发时通过所述磁力元件带动所述切引元件切断所述安全隔离装置处的引线;
[0040]
进一步优选,所述安全隔离装置还包括弹性元件,用于使所述切引元件复位。
[0041]
在一个具体的实施例中,还包括用于对所述引线加工系统中各装置进行控制的主控制单元。
[0042]
在一个具体的实施例中,所述引线加工系统中一处或多处位置设置有断线监测装置,用于监测到引线断裂时触发信号并发送给所述主控制单元;
[0043]
优选地,所述断线监测装置包括光电监测器和套筒,所述套筒悬挂在引线上,所述光电监测器设置在所述套筒和引线旁侧,用于检测所述套筒是否从引线上掉落。
[0044]
在一个具体的实施例中,所述引线加工系统中一处或多处位置设置有故障监测装置,用于检测引线的张力,在引线的张力超过预设阈值时产生触发信号并发送给所述主控制单元;
[0045]
优选地,所述故障监测装置包括弹性元件、压重杆和光电监测器,引线经过所述压重杆,所述弹性元件施加弹性于所述压重杆,所述压重杆配置为引线张力增大并超过所述弹性元件作用于所述压重杆的弹性时,所述压重杆恢复原位置使所述光电监测器触发信号并发送给所述主控制单元。
[0046]
在一个具体的实施例中,所述引线加工系统中一处或多处位置设置有牵引装置,用于为引线的行进提供助力。
[0047]
在一个具体的实施例中,所述引线加工系统中设置有上漆装置,用于给引线外表面上漆;
[0048]
和/或,所述引线加工系统中设置有上胶装置,用于给引线外表面上胶;
[0049]
和/或,所述引线加工系统中设置有切引装置,用于切断完成加工的引线。
[0050]
本实用新型至少具有以下有益效果:
[0051]
本实用新型中,放线装置、给药装置、包封装置、绕引装置等装置组成前后衔接、连续工作的加工系统,能替代原来引线加工制造工艺中所有的中转环节,进而工房由原来的多个工房改变为一栋工房,由原来的多套工序改造为一体化生产。与现有技术相比,成本更低、生产效率更高、产品质量更稳定更标准,操作难度低,危险品药量更少,且使得生产安全得到更有效保障。
[0052]
进一步地,本实用新型中提供了特定设计的放线装置、给药装置、包封装置等子部件,各装置结构更合理、自动化程度更高、生产效率更好、加工质量控制更精确,且进一步提升了安全性。
[0053]
进一步地,引线加工系统中一处或多处位置设置有断线监测装置、安全隔离装置、故障监测装置等,进一步提升了安全性。
[0054]
为使本实用新型的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
附图说明
[0055]
为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
[0056]
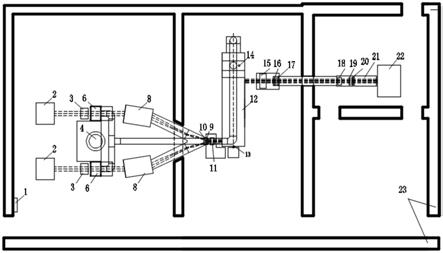
图1是实施例中引线加工系统的主视图;
[0057]
图2是实施例中引线加工系统的俯视图;
[0058]
图3是实施例中第一种给药装置的示意图;
[0059]
图4是实施例中第二种给药装置的示意图;
[0060]
图5是实施例中包封装置的俯视图;
[0061]
图6是实施例中包封装置的主视图;
[0062]
图7是实施例中收线装置的示意图;
[0063]
图8是实施例中安全隔离装置的简化示意图;
[0064]
图9是实施例中断线监测装置的俯视图;
[0065]
图10是实施例中故障监测装置的简化示意图。
[0066]
主要元件符号说明:
[0067]
1-主控制单元;2-放线装置;3-断线监测装置;4-混药箱;5-粘药装置;6-第一级烘干装置;7-管道;8-包封装置;9-故障监测装置;10-安全隔离装置;11-牵引装置;12-第二级烘干装置;13-长度测量装置;14-温度检测单元;15-上漆装置;16
-ꢀ
故障监测装置;17-安全隔离装置;18-牵引装置;19-切引装置;20-牵引装置;21
-ꢀ
切引定位装置;22-绕引装置;23-墙体;24-引线;401-转动叶片;501-出药嘴;502
-ꢀ
药体推进装置;503-计量阀;504-存储仓;
801-引导装置;802-放纸装置;803-转盘;804-线辊;805-电机;806-主动轮;807-从动轮;808-传动带;809-转轴;810
-ꢀ
离合装置;811-收线装置;812-主动链轮;813-蜗轮;814-蜗杆;815-从动链轮; 816-离合链轮;817-传动链;101-拉力穿线板;102-电磁开关;103-磁力元件;104
-ꢀ
弹性元件;105-切引元件;301-过线孔;302-套筒;303-光电监测器;901-压重杆; 902-弹性元件;903-光电监测器;25-包纸材料;818-通过孔。
具体实施方式
[0068]
下面结合具体实施方式对本实用新型作进一步的说明。其中,附图仅用于示例性说明,不能理解为对本专利的限制;为了更好地说明本实用新型的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
[0069]
实施例
[0070]
如图1-图10所示,如一种引线加工系统,包括放线装置2、给药装置、包封装置8 和绕引装置22。
[0071]
其中,放线装置2的数量为至少一个,即为一个或多个,优选为多个。放线装置2 上设置待加工的引线24。其中,放线装置2包括放线架和至少一个线轴,线轴可转动地设置在放线架上,线轴上分别缠绕待加工的引线24,优选地,同一个放线架上设置有多个线轴。
[0072]
其中,待加工的引线24可以是棉线。当同一个放线架上设置有多个线轴时,放线装置2可同时放置若干个棉线团,各棉线团可同时进行加工,相互不影响,加工效率高。且可根据需求,将多股棉线组合展开后续给药、烘干、和/或包封等加工,多股棉线缠绕形成的代加工的引线24的机械强度更大,不易被拉断。
[0073]
本实施例中,给药装置用于接收从放线装置2释放的引线24,并给引线24添加药体。其中,给药装置包括混药箱4、输送管路、粘药装置5,混药箱4内设置有对药体进行搅拌混合的搅拌装置,粘药装置5通过输送管路连接混药箱4的出药口,粘药装置 5配置为将药体粘附在引线24上。
[0074]
其中,药体包括可燃原料和/或固引剂。具体地,混药箱4用于将药体、固引剂等药体搅拌均匀,使得混合物具有较好的粘度。可燃原料是指含硫、硝、磷、氯酸钾、木炭粉等可燃物的原料,固引剂是指将可燃原料粘着在引线24上的粘性剂。即给药装置可在引线24上高效、均匀、顺序地混合添加可燃原料、固引剂等药体。
[0075]
在加工时,药体按照所需配比从混药箱4的进药口加入,在混合箱中被混合均匀,混合均匀后的药体从混药箱4的出药口输出,经输送管路输送给粘药装置5。示例性地,混合箱中的搅拌装置包括转动叶片401和驱动转动叶片401转动的电机。
[0076]
其中,如图3所示,在第一种粘药装置5中,粘药装置5包括粘药箱,粘药箱上设置有供引线24穿过的开口,粘药箱内存储有药体。当引线24穿过粘药箱时,粘药箱内的药体粘在引线24上。
[0077]
其中,如图4所示,在第二种粘药装置5中,粘药装置5包括存储仓504、药体推进装置502和出药嘴501,存储仓504通过输送管路连接混药箱4的出药口,出药嘴501 用于输出药体以使引线24粘药,药体推进装置502用于将存储仓504内的药体推进到出药嘴501。
[0078]
本实施例提供了一种优选的药体推进装置502,药体推进装置502包括为定量型的
药体推进装置502。进一步优选,定量型的药体推进装置502包括计量阀503和/或定量推进螺杆。因此,并可通过定量推进螺杆等定量型的药体推进装置502定量输出药体,使引线24在出药嘴501通过,可燃原料与引线24充分接触,并附着在引线24上,此过程中称为“加药”,可通过调节出计量阀503流量大小来控制所粘药量的大小。一方面可节省药体,另一方面避免生产环境中暴露出过多的可燃原料,安全性更高。
[0079]
优选地,粘药装置5的数量为多个,一个混药箱4通过输送管路连接多个粘药装置 5。由此,给药装置可以同时给从放线装置2上释放的多跟引线24同时给药,显著提升了给药效率。
[0080]
本实施例中,包封装置8用于将已添加药体的引线24的外表面进行包封形成引线 24。其中,如图5-图7所示,包封装置8包括机架和包纸装置,包纸装置包括收线装置 811和放纸装置802,放纸装置802用于向收线装置811释放包纸材料25,收线装置811 设置在机架上且位于放纸装置802的后方。其中,放纸装置802包括纸盘,纸盘可转动地设置在机架上,纸盘上缠绕包纸材料25。在加工时,包纸材料25是具有一定长度的纸带,纸带缠绕在纸盘上,当绕引装置22绕引时,带动引线24和纸带移动,此时,纸盘转动,纸带从纸盘上释放。其中,包纸材料25通常选用棉纸,皮纸等鞭炮、烟花常用的纸带。可在机架上同时放置若干个纸盘,各纸盘同时进行包封加工,相互不影响,加工效率高。
[0081]
本实施例中,收线装置811上具有通过孔818,用于使引线24和包纸材料25在通过孔818处汇合并一起通过通过孔818,通过孔818具有预设的孔径,例如通过孔818 的孔径接近引线24的尺寸,即相同、略大于或略小于,使汇合在一起的引线24和包纸材料25在通过孔818时,包纸材料25在通过孔818的孔壁的压力作用下被收紧并封装在引线24外层。
[0082]
优选地,通过孔818为孔径逐渐变小的喇叭状。通过孔818具有一定长度,经加药后的一根或多根引线24和包纸材料25同时被拉入通过孔818中,包纸材料25被收紧并封装在引线24外层,此过程中称为“包纸”,获得包纸引线24。包封材料通常是一定宽度的纸带。包纸工序中,可根据所需引线24的粗细程度调节通过孔818孔径。
[0083]
优选地,包封装置8还包括引导装置801,引导装置801设置在收线装置811的前方,且引导装置801用于限定引线24的行进方向,使引线24和包纸材料25在收线装置811处对齐。由于还包括引导装置801,可固定引线24的行进方向,使其更准确地导入收线装置811,避免在收线装置811引线24与包纸材料25的偏离。具体地,导向装置801包括固定在机架上的导线板,导线板上设置有供引线24通过的通孔。
[0084]
本实施例中,包封装置8还包括驱动装置和至少一级包线装置。优选地,包线装置包括两级或更多级,两级或更多级包线装置在收线装置811的后方依次设置,使引线24 的外表面被多次缠绕包线材料。示例性地,图5和图6示出了包线装置包括两级包线装置的情形。
[0085]
其中,包线装置包括转盘803,转盘803可转动地设置在机架上,且转盘803位于收线装置811的后方,转盘803上设置有多个线辊804,线辊804上缠绕包线材料,从收线装置811引出的包纸后的引线24和线辊804上的包线材料从转盘803的中心孔穿过。驱动装置传动连接转盘803以带动转盘803转动,使线辊804上的包线材料被缠绕在引线24的外表面。
[0086]
其中,驱动装置包括电机805和带传动组件,电机驱动带传动组件,带传动组件传动连接各级包线装置中的转盘803,使转盘803在电机805驱动下转动。
[0087]
本实施例中,通过转盘803的转动,带动线辊804上的线缠绕在包纸引线24外表面,此过程中称为“包线”。转盘803用于给包纸引线24外表面缠线,以确保包封好的引线24不散开,保持收紧的状态,并隔绝空气,避免引线24掉渣、受潮等问题,保证引线24质量的同时避免安全事故。可根据生产需求,依次设置两级或更多级包线装置,例如3线引,4线引,5线引等,是指3-5条引线24被包封纸带包封在一起,形成强度更大的3-5线引。使包纸引线24外表面缠绕多重线,形成紧实的“包纸包线引线 24”。因为引线24包含可燃性原料,属于易燃易爆危险品。经过包封装置8后,含可燃物的引线24与外界隔绝,可保证可燃性原料及其他原料不易脱落,不易被氧化,同时外包包封材料的引线24机械强度变大,不易被拉断。
[0088]
其中,带传动组件包括主动轮806、从动轮807和传动带808,主动轮806连接电机的输出轴,主动轮806通过传动带连接从动轮807,从动轮807传动连接转盘803。
[0089]
优选地,每级包线装置上设置有多个转盘803,从动轮807和传动带808的数量分别为多个,主动轮806通过传动带连接其中第一个从动轮807,第一个从动轮807通过传动带808或转轴传动连接其它从动轮807。由此,可实现对多根引线24的包线加工,加工效率更高,且无需使用更多的电机,减少电机数量、能耗,降低了电控系统的成本。
[0090]
包线装置包括两级或更多级时,其中,至少一级包线装置配置有离合装置810,用于松开或制动包线装置中各转盘803与带传动组件之间的传动连接。由此,可实现对转盘803的制动、转向、转速等方面的有效调节。
[0091]
优选地,离合装置810包括主动链轮812、从动链轮815、传动链817和离合链轮 816,主动链轮812传动连接带传动组件,从动链轮815通过传动链817连接主动链轮 812,离合链轮816可移动地设置在机架上,用于通过移动抵紧或松开对应包线装置中的传动带808。
[0092]
进一步优选,从动轮807中的一个套设在转轴809上,转轴809上设置有蜗杆814,主动链轮812具有同轴的蜗轮813,蜗轮813与蜗杆814啮合。
[0093]
本实施例中,绕引装置22用于将完成加工的引线24牵引缠绕。具体地,绕引装置 22由机座、转轴、电机等组成,绕引装置22的电机启动时提供引线24行进的初始动力。关于绕引装置22中各部件的具体结构关系,可参考现有技术,本实例中不再赘述。
[0094]
本实施例中,给药装置和包封装置8之间设置有用于对引线24进行烘干的第一级烘干装置6。由此,加药后的比较湿的引线24先进行烘干,再进行包封工序,可显著增加药体在引线24上的粘接效果,引线24的质量更好。
[0095]
优选地,包封装置8和绕引装置22之间也设置有用于对引线24进行烘干的第二级烘干装置12。由此,可对包封好的引线24进行烘干,进一步提升了引线24产品的品质稳定性。
[0096]
其中,第一级烘干装置6和第二级烘干装置12可采用烘干筒,烘干筒的具体结构可参考现有技术,本实施例中不再对烘干筒的具体结构赘述。
[0097]
进一步优选,第一级烘干装置6还可包括温度检测单元14和温度控制单元,温度检测单元14对第一级烘干装置6的温度进行实时监测,温度控制单元接收温度检测单元14发送的温度信号,当温度超过预设的上限值时,则温度控制单元停止第一级烘干装置6的加热,当温度低于预设的下限值时,则温度控制单元控制第一级烘干装置6恢复加热。
[0098]
进一步优选,第二级烘干装置12还可包括温度检测单元14和温度控制单元,温度
检测单元14对第二级烘干装置12的温度进行实时监测,温度控制单元接收温度检测单元14发送的温度信号,当温度超过预设的上限值时,则温度控制单元停止第二级烘干装置12的加热,当温度低于预设的下限值时,则温度控制单元控制第二级烘干装置12 恢复加热。
[0099]
由此,对第一级烘干装置6、第二级烘干装置12的温度进行实时监测,例如,当第一级烘干装置6温度超过上限如60℃,则停止第一级烘干装置6的热源加热,当第一级烘干装置6温度低于下限如30℃,则恢复热源加热。通过温度的检测和控制,使得烘干装置内处于适当温度区间,避免过热过冷,确保生产安全,提高热能利用效率。
[0100]
进一步优选,第一级烘干装置6和第二级烘干装置12之间通过管道7连通并共用热源。由此,第一级烘干装置6和第二级烘干装置12通过管道7连接形成热风循环系统,可以减少热量损失,提高热能利用率。
[0101]
其中,第一级烘干装置6和第二级烘干装置12烘干装置可以是电热风烘干,空气能烘干,大阳能烘干和/或导热油烘干,可降低引线24湿度,使可燃性原料更牢固地附着在引线24上。
[0102]
本实施例中,引线加工系统中一处或多处位置设置有安全隔离装置10、17,用于在检测到引线24的某一处位置断裂时,在安全隔离装置10处切断引线24。
[0103]
如图8所示,作为一种优选的安全隔离装置10,安全隔离装置10包括拉力穿线板101、电磁开关103、磁力元件103和切引元件105,引线24以预拉伸的状态穿设在拉力穿线板101上,电磁开关103连接拉力穿线板101、并用于在引线24断裂时拉力穿线板101移动触发电磁开关103,磁力元件设置在电磁开关103和切引元件105之间,使电磁开关103触发时通过磁力元件带动切引元件105切断安全隔离装置10处的引线24。
[0104]
进一步优选,安全隔离装置10还包括弹性元件104,用于使切引元件105复位。
[0105]
由此,安全隔离装置10可用于隔断安全隐患,避免危险向其他工序传导。例如,运行的引线24穿过拉力穿线板101,由于运动前行的引线24本身具有一定张力,其将拉力穿线板101向一预设方向拉动,拉力穿线板101的位移使与其相连的电磁开关103 闭合。当出现燃烧等危险情况使得引线24烧断时,引线24张力消失,使得拉力穿线板 101位移消失,其恢复原有位置,并使与其相连的电磁开关103打开,电磁开关103打开后将导致磁力元件移动,磁力元件的移动使得与其相连的弹性元件拉紧或放松,弹性元件拉紧或放松将推动切引元件105切断引线24,引线24切断后燃烧等危险将被阻断。其中,安全隔离装置10可选择设置在本实施例系统中的一处或多处位置,如给药装置和第一级烘干装置6之间,或第一级烘干装置6和包封装置8之间,或第二级烘干装置 12和绕引装置22之间等。
[0106]
本实施例中,还包括用于对引线加工系统中各装置进行控制的主控制单元1,例如 plc、单片机、触控设备、工控机等。主控制单元1可以调节各装置中电机的开关,显示电机运行参数包括耗电量、运行功率,实现对各装置进行控制。
[0107]
本实施例中,引线加工系统中一处或多处位置设置有断线监测装置3,用于监测到引线24断裂时触发信号并发送给主控制单元1。
[0108]
如图9所示,作为一种优选的断线监测装置3,断线监测装置3包括光电监测器303 和套筒302,套筒302悬挂在引线24上,光电监测器303设置在套筒302和引线24旁侧,例如下方,用于检测套筒302是否从引线24上掉落。系统运行时,引线24从套筒 302中通过,光电监测器303设置在套筒302和引线24下方;当发生引线24断裂时,套筒302掉下,被下方的光电
监测器303监测到,则触发设备停机,并发出预警。该断线监测装置3用于实时监测引线24是否存在某根引线24或多根引线24断线的情况。通常可采用红外等光电检测手段,监测发现断线情况,则暂停引线加工设备的运行,待断线被修复后再重启运行,以避免断线造成残次品。断线监测装置3可选择设置在本实用新型系统中的一处或多处位置,如给药装置和第一级烘干装置6之间,或第一级烘干装置6和包封装置8之间,或第二级烘干装置12和绕引装置22之间等。
[0109]
本实施例中,引线加工系统中一处或多处位置设置有故障监测装置9、16,用于检测引线24的张力,在引线24的张力超过预设阈值时产生触发信号并发送给主控制单元 1。
[0110]
如图10所示,作为一种优选的故障监测装置9,故障监测装置9包括弹性元件902、压重杆901和光电监测器903,引线24经过压重杆901,弹性元件902施加弹性于压重杆901,压重杆901配置为引线24张力增大并超过弹性元件作用于压重杆901的弹性时,压重杆901恢复原位置使光电监测器903触发信号并发送给主控制单元1。该故障监测装置9用于监测系统中是否存在因引线24黏连、缠绕、打结、或引线24包封材料脱落堆积等故障引发的引线24张力增大过载。系统正常运行时,引线24经过压重杆901,而弹性元件施加一定弹性于压重杆901上,该弹性大小是引线24正常运行时可承受的,压重杆901因弹性产生位移,其位移使光电监测器903处于接通状态。当因故障导致引线24张力增大,并超过压重杆901所加弹性时,压重杆901将恢复原位置,位移消失,同时光电监测器903被切断,从而触发本实用新型设备停机,并发出预警,待故障被排除后再重启运行,以避免频繁断线影响生产效率,引发安全事故。故障监测装置9可选择设置在本实用新型系统中的一处或多处位置,如给药装置和第一级烘干装置6之间,或第一级烘干装置6和包封装置8之间,或第二级烘干装置12和绕引装置22之间等。
[0111]
本实施例中,引线加工系统中一处或多处位置设置有牵引装置11、18、20,用于为引线24的移动提供助力。具体地,牵引装置11可包括电机、滚动辊和/或转向轮。滚动辊可以是单辊或多辊。单辊时,电机带动滚动辊转动,引线24缠绕滚动辊一周或多周,滚动辊通过摩擦力牵引引线24前进。多辊时,电机带动主动辊转动,主动辊通过摩擦力带动从动辊转动,而引线24从两辊之间穿过,辊转动牵引引线24前进。转向轮用于将引线24导向下一工序的器件。该装置作用在于将引线24从前一工序装置中拉出,并均匀送至下一工序的装置。当引线24拉力不足时,引线24在系统中的多个装置可能处于打滑的状态,无法正常运行前进。通过在适当位置设置牵引装置11,打滑的引线 24将被拉动前进,正常运行。牵引装置11可选择设置在本实用新型系统中的一处或多处位置,如给药装置和第一级烘干装置6之间,或第一级烘干装置6和包封装置8之间,或第二级烘干装置12和绕引装置22之间等。通过调节滚动辊的转速,可有效调节施加于引线24的拉力范围,确保有效拉动引线24的同时避免引线24断裂。
[0112]
本实施例中,引线加工系统中设置有上漆装置15,用于给引线24外表面上漆。
[0113]
本实施例中,引线加工系统中设置有上胶装置,用于给引线24外表面上胶。
[0114]
本实施例中,引线加工系统中设置有切引装置19,用于切断完成加工的引线24。
[0115]
本实施例的引线加工系统,可通过结构优化形成需求导向的模块化组合,形成了一体化的成套引线加工设备,实现定量给料、自动包封、有效烘干、实时监测等功能,可高效、安全、稳定、全自动地开展引线24生产加工。
[0116]
本实施例的引线加工系统,可由放线装置2、给药装置、包封装置8、绕引装置22、烘干装置、断线监测装置3、故障监测装置9、牵引装置11、切引装置19、安全隔离装置10、上漆(胶)装置、和/或电控模块等组合为成套设备。使用本实用新型的引线加工设备可替代原来引线加工烘干中所有的中转环节,工房由原来的多个工房改变为一栋工房,由原来的多个分离操作的工序改造为一体化生产,由原来多人操作和中转改变为无人工全自动生产,由原来多个工房药量几百公斤改变为几十公斤流动药量(其中百分之八十为湿药),显著地提高了生产效率,极大地降低了安全生产风险。
[0117]
本实用新型的引线加工系统,提供一种结构合理、工艺流程简便、易操作、药量少、无人工、高效节能的引线加工工艺流程,使得生产安全上得到有效保障。
[0118]
本实施例引线加工方法为:启动绕引装置22使放线装置2上待加工的引线24持续放线,从放线装置2释放的引线24通过给药装置完成添加药体,引线24继续通过包封装置8将进行包封形成引线24,完成加工的引线24在绕引装置22上牵引缠绕。
[0119]
其中,还使用第一级烘干装置6、第二级烘干装置12进行烘干,使用断线监测装置3进行断线监测,使用故障监测装置9进行故障监测,使用牵引装置11为引线24 行进提供助力,使用切引装置19切断完成加工的引线24,使用安全隔离装置10进行安全隔离,使用上漆装置15进行上漆,使用上胶装置进行上胶等,具体方法参见本实施例前述部分的记载。
[0120]
本领域技术人员可以理解附图只是一个优选实施场景的示意图,附图中的模块或流程并不一定是实施本实用新型所必须的。
[0121]
本领域技术人员可以理解实施场景中的装置中的模块可以按照实施场景描述进行分布于实施场景的装置中,也可以进行相应变化位于不同于本实施场景的一个或多个装置中。上述实施场景的模块可以合并为一个模块,也可以进一步拆分成多个子模块。
[0122]
上述本实用新型序号仅仅为了描述,不代表实施场景的优劣。
[0123]
以上公开的仅为本实用新型的几个具体实施场景,但是,本实用新型并非局限于此,任何本领域的技术人员能思之的变化都应落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1