一种用于双压沥青防水卷材的挤压成型机构的制作方法
1.本实用新型涉及沥青防水卷材生产设备技术领域,更具体地,涉及一种用于双压沥青防水卷材的挤压成型机构。
背景技术:
2.沥青防水卷材是指以沥青材料、胎料和表面撒布防黏材料等制成的成卷材料,又称油毡,常用于张贴式防水层。沥青防水卷材包括有胎卷材和无胎卷材。凡是用厚纸或玻璃丝布、石棉布、棉麻织品等胎料浸渍石油沥青制成的卷状材料,称为有胎卷材;将石棉、橡胶粉等掺入沥青材料中,经碾压制成的卷状材料称为辊压卷材即无胎卷材。
3.改性沥青防水卷材俗称改性沥青油毡,以玻纤毡、聚酯毡、黄麻布、聚乙烯膜、聚酯无纺布、金属箔或者两种复合材料为胎基,以掺量不少于10%的合成高分子聚合物改性沥青、氧化沥青为浸涂材料,以粉状、片状、粒状矿质材料、合成高分子薄膜、金属膜为覆面材料制成的可卷曲的片状类防水材料。由于沥青本身的低软化点、高针入度和低温脆性等固有缺点,在利用它作为防水材料时,限制了使用范围。在沥青中添加了高分子聚合物改性后,大大改善了上述性能,使其耐候性、感温性(高温特性、低温柔性)、及与基底龟裂的适应性都有了明显的提高,使用这种改性沥青制成的防水材料从过去的“重、厚、长、大”的时代进入到“轻、薄、短、小”的工业化时代成为现实和可能。
4.无论是未经改性的有胎沥青防水卷材还是改性沥青防水卷材,都属于有胎防水卷材。这类防水卷材的生产工艺通常是在无纺布等胎基布上浸涂沥青,再对浸涂了沥青的胎基布进行挤压使沥青夯实于胎基布上。生产时需经预浸、涂盖两道工序;预浸的作用是将预浸用的沥青浸透到胎基布中,保证胎基布能够全部浸透沥青,避免成品在遇水后出现窜水、分层;涂盖一方面是为了达到一定的厚度要求,更重要的是为了最终得到严实均匀的防水卷材,然而现有的涂盖装置生产出来的防水卷材的严实均匀程度不高,易留气泡,导致生产质量不高,影响防水卷材的使用寿命。
技术实现要素:
5.本实用新型旨在克服上述现有技术的至少一种不足,提供一种用于双压沥青防水卷材的挤压成型机构,用于解决涂盖难易达到预期效果的问题。
6.本实用新型采取的技术方案是,
7.一种用于双压沥青防水卷材的挤压成型机构,包括料池和供料装置,以及设置于料池上方的两对涂盖挤压辊,两对涂盖挤压辊分别为用于精压防水卷材的第一上挤压辊与第一下挤压辊和用于粗压防水卷材的第二上挤压辊与第二下挤压辊,第二上挤压辊与第二下挤压辊可通过调节装置调节第二对涂盖挤压辊的整体高度,所述调节装置设置于料池上方。
8.本实用新型根据沥青防水卷材的生产工艺,针对涂覆沥青后的涂盖挤压工艺提供一套有效改善防水卷材成品质量的双压沥青防水卷材的挤压成型机构。挤压成型机构采用
双直排挤压成型机构,在间隙相对较小的第一上挤压辊与第一下挤压辊的挤压作用下对防水卷材进行压实,实现对防水卷材的精压,通过供料装置补料后,再通过间隙相对较大的第二上挤压辊与第二下挤压辊的挤压实现对防水卷材的粗压,第二对涂盖挤压辊挤压将沥青压厚,精粗两道工序的相结合提高挤压的严实性和均匀性。通过调节装置使第二上挤压辊与第二下挤压辊高于第一对挤压辊的水平线,将防水卷材挤压为上厚下薄;通过调节装置使第二上挤压辊与第二下挤压辊低于第一对挤压辊的水平线,将防水卷材挤压为上薄下厚,加工出胎基布上表面沥青和下表面沥青厚度不同的产品。
9.进一步地,所述第二对涂盖挤压辊的整体高度上下可调节范围在8cm~12cm之间。通过调节装置对第二对涂盖挤压辊进行粗调,避免只能微调而降低生产效率,快速将防水卷材挤压为上下厚度不同的产品。
10.进一步地,每个挤压辊分别设有调节装置,用于调节每个挤压辊的高度。为每个挤压辊安装调节装置,可灵活微调挤压辊的位置,实时调整对防水卷材厚度的挤压控制,加工不同厚度的防水卷材。
11.进一步地,每个挤压辊的高度上下可调节范围在0.5mm~2.5mm之间。为了提高防水卷材的挤压精度,将每个挤压辊的调节单位设置为毫米级。
12.进一步地,所述供料装置包括两个涂布管,设有胎基布在上挤压辊和下挤压辊之间,所述涂布管位于胎基布上方,位于第一上挤压辊前方的涂布管为第一涂布管,位于第一上挤压辊和第二上挤压辊之间的涂布管为第二涂布管,所述第一涂布管和第二涂布管为胎基布上表面涂盖沥青。设有两个涂布管在精压和粗压前为胎基布上层涂覆沥青,保证胎基布上表面沥青的供应,所述涂布管所设开口可使沥青均匀的瀑布式涂覆在胎基布上表面。
13.进一步地,所述供料装置还包括一个溢料斗,所述溢料斗位于胎基布下方、第一上挤压辊和第二上挤压辊之间,为胎基布下表面补充沥青。溢料斗在微压状态下涂覆沥青,保证了沥青涂覆的均匀性,10mm左右的距离保证了较高的沥青涂覆率。
14.进一步地,所述两对涂盖挤压辊之间的间距不大于60cm,相距太大不利于在合适的温度完成压实,也不利于保持精压粗压的连续性、不利于发挥两者的协同作用。
15.进一步地,所述调节装置为调节电机,调节电机带动涂盖挤压辊上下移动,有利于防水卷材厚度的精确控制。
16.进一步地,所述涂盖挤压辊中部直径大于两端直径。挤压辊的长度一般较大,具有一定长度的挤压辊由于重力或压力作用容易产生一定程度的变形,将导致防水卷材出现中间厚两边薄的缺陷,为此,所述挤压辊最好设计成中部直径大于两端直径的结构。
17.与现有技术相比,本实用新型的有益效果为:本实用新型通过在间隙较小的第一对涂盖挤压辊挤压作用下实现对防水卷材的精压,在间隙相对较大的第二对涂盖挤压辊的挤压作用下实现对防水卷材的粗压,以及通过第二对涂盖挤压辊的上下调节调整防水卷材的厚度,在提高平整度的同时还能加工出不同厚度的防水卷材。
附图说明
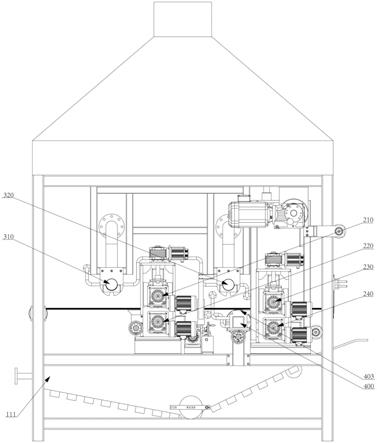
18.图1为双压沥青防水卷材的涂盖装置结构示意图。
19.图2为双压沥青防水卷材的涂盖装置调节电机示意图。
20.附图标记说明:料池111,第一上挤压辊210,第一下挤压辊220,第二上挤压辊230,
第二下挤压辊240,调节装置250,第一上挤压辊调节电机251、第一下挤压辊调节电机252、第二上挤压辊调节电机253、第二下挤压辊调节电机254,第二对挤压辊调节电机255,第一涂布管310,第二涂布管320,溢料斗400,溢料斗上表面403。
具体实施方式
21.本实用新型附图仅用于示例性说明,不能理解为对本实用新型的限制。为了更好说明以下实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
22.实施例1
23.如图1所示,本实施例为一种用于双压沥青防水卷材的挤压成型机构,料池111和供料装置,以及料池111上方的两对涂盖挤压辊,两对涂盖挤压辊分别为用于精压防水卷材的第一上挤压辊210与第一下挤压辊220和用于粗压防水卷材的第二上挤压辊230与第二下挤压辊240,第二上挤压辊230与第二下挤压辊240可通过调节装置250调节上下高度,所述调节装置250设置于料池111上方。所述调节装置250为调节电机,包括第一上挤压辊调节电机251、第一下挤压辊调节电机252、第二上挤压辊调节电机253、第二下挤压辊调节电机254,分别调节每个挤压辊的高度,还包括第二对挤压辊调节电机255,第二对挤压辊调节电机255带动第二对涂盖挤压辊上下移动,有利于防水卷材厚度的精确控制。
24.本实用新型根据沥青防水卷材的生产工艺,针对涂覆沥青后的涂盖挤压工艺提供一套有效改善防水卷材成品质量的双压沥青防水卷材的挤压成型机构。挤压成型机构采用双直排挤压成型机构,在间隙相对较小的第一上挤压辊210与第一下挤压辊220的挤压作用下对防水卷材进行压实,实现对防水卷材的精压,通过供料装置补料后,再通过间隙相对较大的第二上挤压辊230与第二下挤压辊240的挤压实现对防水卷材的粗压,第二对涂盖挤压辊挤压将沥青压厚,精粗两道工序的相结合提高挤压的严实性和均匀性。通过调节装置250使第二上挤压辊230与第二下挤压辊240高于第一对挤压辊的水平线,将防水卷材挤压为上厚下薄;通过调节装置250使第二上挤压辊230与第二下挤压辊240低于第一对挤压辊的水平线,将防水卷材挤压为上薄下厚,加工出胎基布上表面沥青和下表面沥青厚度不同的产品。
25.如图1所示,设有两个涂布管位于胎基布上方,位于第一上挤压辊210前方的涂布管为第一涂布管310,位于第一上挤压辊210和第二上挤压辊230之间的涂布管为第二涂布管320,所述第一涂布管310和第二涂布管320为胎基布上表面涂盖沥青。设有两个涂布管在精压和粗压前为胎基布上层涂覆沥青,保证胎基布上表面沥青的供应,所述涂布管所设开口可使沥青均匀的瀑布式涂覆在胎基布上表面。
26.如图1所示,设有一个溢料斗400位于胎基布下方、第一上挤压辊210和第二上挤压辊230之间,为胎基布下表面补充沥青。所述溢料斗上表面403距离胎基布下表面至少10mm。溢料斗400在微压状态下涂覆沥青,保证了沥青涂覆的均匀性,10mm的距离保证了较高的沥青涂覆率。
27.显然,本实用新型的上述实施例仅仅是为清楚地说明本实用新型技术方案所作的举例,而并非是对本实用新型的具体实施方式的限定。凡在本实用新型权利要求书的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型权利要求的保护
范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1