夹层玻璃的制作方法
1.本发明涉及夹层玻璃,并且涉及具备调光膜的夹层玻璃。
背景技术:
2.作为适用于车辆的窗玻璃,已知有在夹层玻璃的内部封入调光膜从而能够通过电源开关的开/关以电方式切换透射率的智能玻璃。
3.对于智能玻璃而言,为了保护调光膜的端部免受外部环境影响,经常将调光膜切割到比玻璃板或中间粘接层的尺寸更小,将其以端部被中间粘接层包覆的方式封入夹层玻璃中。具体而言,一般的结构是在调光膜的周边部配置画框状的中间粘接层,由2片中间粘接层将其挟持后再夹在1对玻璃板中(例如参照专利文献1)。
4.但是,使用画框状的中间粘接层时,存在这样的问题,即层叠工序的操作性变差,中间粘接层的使用量增多而成本增加。
5.现有技术在将厚度较薄的功能性膜(例如红外线反射膜)封入夹层玻璃内时,一般在不使用画框状的中间粘接层的情况下进行封入(例如参照专利文献2)。但是,调光膜的结构通常是由2片塑料膜中夹持调光材料而成的,与其他功能性膜相比厚度容易变厚,若不使用画框状的中间粘接层,则会发生残留空气或发泡等外观不良。本发明人经过认真研究后发现,通过控制调光膜的厚度及其在夹层玻璃中的位置关系,可以解决上述问题。现有技术文献专利文献
6.专利文献1:日本专利第5666128号公报专利文献2:日本专利特开2017
‑
186179号公报
技术实现要素:
发明所要解决的技术问题
7.本发明的目的在于,提供一种夹层玻璃,该夹层玻璃具备调光膜,其能够在不损害外观的同时保护调光膜的端部,并且能提升生产性。解决技术问题所采用的技术方案
8.本发明的夹层玻璃具有:彼此相向的1对玻璃板、位于所述1对玻璃板之间且分别与所述1对玻璃板相接的1对中间粘接层、位于所述1对中间粘接层之间且能切换可见光透射率的调光膜,其特征在于,所述夹层玻璃在俯视时为近似多边形,所述夹层玻璃的外周部的至少1个边上满足以下的要件(i
‑
1)~(i
‑
3)。(i
‑
1)所述调光膜的外周在俯视时位于所述夹层玻璃外周向内相距w[mm]处。(i
‑
2)将所述调光膜的厚度记为ts[mm]、所述1对中间粘接层的厚度的总厚记为ti[mm]时,所述w、所述ti和所述ts满足下式1。
[0009]
0<w/ti<7/ts
ꢀꢀꢀ
式1(i
‑
3)所述1对中间粘接层在从所述夹层玻璃的外周开始到所述调光膜的外周为止的区域内彼此相接。发明效果
[0010]
本发明可以提供一种具备调光膜的夹层玻璃,该调光膜的端部受到保护的夹层玻璃不仅夹层玻璃的外观无损害,而且生产性好。
附图说明
[0011]
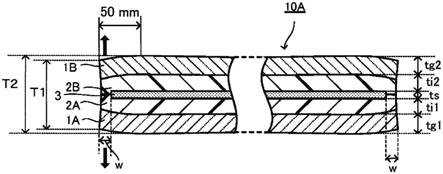
图1所示为本发明的夹层玻璃的实施方式的一例的主视图。图2所示为图1所示的夹层玻璃的x
‑
x线处的剖视图。图3所示为实施例和比较例的评价结果的表。
具体实施方式
[0012]
下面,对本发明的实施方式进行说明。另外,本发明不限定于这些实施方式,在不偏离本发明的主旨和范围的情况下,这些实施方式可以进行变更或变形。
[0013]
本发明的夹层玻璃具有彼此相向的1对玻璃板、位于所述1对玻璃板之间且分别与所述1对玻璃板相接的1对中间粘接层、位于所述1对中间粘接层之间且能切换可见光透射率的调光膜,其特征在于,所述夹层玻璃在俯视时为近似多边形,所述夹层玻璃的外周部的至少1个边上满足以下的要件(i
‑
1)~(i
‑
3)。(i
‑
1)所述调光膜的外周在俯视时位于所述夹层玻璃外周向内相距w[mm]处。(i
‑
2)将所述调光膜的厚度记为ts[mm]、所述1对中间粘接层的厚度的总厚记为ti[mm]时,所述w、所述ti和所述ts满足下式1。
[0014]
0<w/ti<7/ts
ꢀꢀꢀ
式1(i
‑
3)所述1对中间粘接层在从所述夹层玻璃的外周开始到所述调光膜的外周为止的区域内彼此相接。
[0015]
本说明书中,端部是指面与面接合而形成的棱线,周缘部是指从面的端部向面的中央部具有一定宽度的区域。夹层玻璃中,端部是指夹层玻璃的主面的外周。在端部测定的夹层玻璃的厚度为在测定位置处从夹层玻璃的一个主面的端部开始到另一个主面的端部为止的距离。在端部测定得到的夹层玻璃的厚度也称为夹层玻璃的端部厚度。
[0016]
另外,本发明的夹层玻璃的主面的外周与构成夹层玻璃的玻璃板的主面的外周一致。本说明书中,夹层玻璃和玻璃板的主面中,从中央部观察时的外周侧称为外侧,从外周观察时的中央部侧称为内侧。
[0017]
本说明书中,“大致相同形状、大致相同尺寸”是指在人的观感上具有相同形状和相同尺寸,例如,2者“大致相同形状和相同尺寸”也包括一者的外周形状不具有切口等凹凸而另一者是具有部分细微的切口等的外周形状的情况。在其他情况下,“大致”也表示与上述相同的含义。此外,本说明书中,表示数值范围的“~”包含上下限的数值。
[0018]
以下,参照附图对本发明的夹层玻璃的实施方式进行说明。图1所示为本发明的夹层玻璃的实施方式的一例的主视图,图2所示为图1所示的夹层玻璃在x
‑
x线处的剖视图。
[0019]
图1和图2所示的夹层玻璃10a具备彼此相向的1对玻璃板1a、1b、分别与1对玻璃板
1a、1b的相向面接触的1对中间粘接层2a、2b。夹层玻璃10a中,1对玻璃板1a、1b和1对中间粘接层2a、2b在俯视时为近似四边形,具有大致相同形状和相同尺寸的主面。
[0020]
实施方式的夹层玻璃在俯视时的形状为近似多边形。为近似多边形包含角部可以具有约1000mm以下的曲率半径的形状。多边形的角的数量可列举3~8,根据夹层玻璃的用途进行适宜选择。实施方式的夹层玻璃在俯视时的形状优选为近似四边形。
[0021]
夹层玻璃10a进一步在1对中间粘接层2a、2b之间具有能切换可见光透射率的调光膜3。将调光膜3配置在中间粘接层2a、2b之间,使其主面面积比玻璃板1a、1b的主面面积更小,并且其主面外周位于玻璃板1a、1b的主面外周的内侧。
[0022]
夹层玻璃10a的外周与玻璃板1a、1b的外周一致。夹层玻璃10a中,调光膜3的外周在俯视时位于夹层玻璃10a的外周向内相距w[mm]处(满足要件(i
‑
1))。在从夹层玻璃10a的外周开始到调光膜3的外周为止的画框状区域内,中间粘接层2a和中间粘接层2b的相向主面彼此相接(满足要件(i
‑
3))。即,夹层玻璃10a中,在调光膜3的外侧不存在由第3中间粘接层构成的画框层。该区域的宽度相当于上述距离w。
[0023]
夹层玻璃10a中,ts[mm]表示调光膜3的厚度,ti1[mm]和ti2[mm]分别表示中间粘接层2a和2b的厚度,tg1[mm]和tg2[mm]分别表示玻璃板1a和1b的厚度。将中间粘接层2a和2b的厚度的总厚记为ti[mm]。
[0024]
夹层玻璃的各构成要素的厚度在面内大致恒定,其厚度的测定位置没有特别限定。但是,如后文所述,取决于制造方法,端部的中间粘接层的厚度有时会减少。因此,夹层玻璃的各构成要素的厚度的测定位置位于从夹层玻璃的端部向内50mm以上处。厚度的测定方法以通常的方法来进行,例如使用游标卡尺或测微计。作为测微计,可列举三丰株式会社(
ミツトヨ
社)数显直进千分尺(
デジマチック
直進式
ミクロンマイクロメーター
)406
‑
250omv25m。
[0025]
作为本发明的实施方式的夹层玻璃的夹层玻璃10a的w、ti和ts满足下式1(满足要件(i
‑
2))。
[0026]
0<w/ti<7/ts
ꢀꢀꢀ
式1实施方式的夹层玻璃中,w、ti和ts的关系优选满足下式2。但是,该情况下ts为0.25mm以上。以下该要件也称为要件(i
‑
4)。
[0027]
0<w/ti<4.5/ts
ꢀꢀꢀ
式2实施方式的夹层玻璃中,可以在外周部的至少1个边上满足全部的要件(i
‑
1)~(i
‑
3)。实施方式的夹层玻璃中,优选在外周部的至少2个边上满足全部的要件(i
‑
1)~(i
‑
3),优选在整周上满足全部的要件(i
‑
1)~(i
‑
3)。无论是哪一种情况,都进一步优选再满足要件(i
‑
4)。
[0028]
图1和图2所示的夹层玻璃10a为在外周部的整周上满足全部的要件(i
‑
1)~(i
‑
3)、优选满足要件(i
‑
4)的一例。对于这样的夹层玻璃10a中的w而言,对应于夹层玻璃的整个外周和调光膜的整个外周的w满足式1,优选满足式2。只要在w满足式1、优选满足式2的范围内,其可以在夹层玻璃10a的外周各边上不同,而在一个边内也可以存在w不同的部分。关于上述形态,即使夹层玻璃例如是图1所示的近似四边形以外的多边形,也是同样的。
[0029]
另外,实施方式的夹层玻璃中,在满足要件(i
‑
1)~(i
‑
3)的至少1个边上,优选在所有边上,w优选100mm以下,更优选50mm以下,进一步优选20mm以下,进一步优选10mm以下。
若w为上述值以上,则调光膜所占面积较大,不仅可以控制大面积的可见光透射率,而且外观设计性优异。进一步,实施方式的夹层玻璃中,在满足要件(i
‑
1)~(i
‑
3)的至少1个边上,优选所有边上,从保护调光膜的端部的观点来看,w优选1mm以上,更优选3mm以上,特别优选5mm以上。
[0030]
例如,夹层玻璃10a中,在中间粘接层2a和2b的厚度的总厚ti为0.8mm而调光膜3的厚度ts为0.35mm的情况下,满足式1的w为小于16.0mm,满足式2的w为小于11.4mm。
[0031]
由于实施方式的夹层玻璃满足要件(i
‑
1)~(i
‑
3),优选进一步满足要件(i
‑
4),因此不仅会保护调光膜的端部免受外部环境的影响,而且还可以抑制空气残留杂夹层玻璃内部等所导致的外观不良。籍此,在长期使用时,调光膜的周缘部的劣化得到抑制,成为可靠性高的夹层玻璃。进一步,由于不使用画框状的中间粘接层,因此操作性良好,成本降低,所以生产性良好。
[0032]
这里,夹层玻璃10a如图1、2所示,将夹层玻璃10a在图1中的测定点e所示的端部测定得到的厚度记为t1、将从测定点e所示的端部向内50mm处(图1中的测定点i)测定得到的夹层玻璃10a的厚度记为t2时,t2
‑
t1优选为0.28mm以下。若t2
‑
t1在上述范围内,则夹层玻璃内部的残留应力较少,不易发生剥离或发泡等不良情况。t2
‑
t1更优选0.2mm以下,进一步优选0.15mm以下。
[0033]
厚度t1、t2的测定以通常的方法来进行,例如使用游标卡尺或测微计。作为测微计,可列举三丰株式会社(
ミツトヨ
社)数显直进千分尺(
デジマチック
直進式
ミクロンマイクロメーター
)406
‑
250omv25m。
[0034]
如后文所述,夹层玻璃10a的制造工序中,由于会经过从玻璃板1a、1b、中间粘接层2a、2b、调光膜3的层叠体的周边进行脱气或对该层叠体加热压接的工序,因此层叠体的端部会承受更大的压缩的力,由此产生的现象便是这种在夹层玻璃的端部处厚度变小的现象。因此,所获得的夹层玻璃10a中,由于玻璃板1a和1b的回复力的存在,其倾向于达到与内侧厚度相同的厚度,因此在端部扩张的方向(图2中箭头所示方向)上受到力的作用,从制造时起厚度会増加。另外,为了便于说明,图2与实际产品相比对特征进行了更夸张的描绘。
[0035]
经过上述制造工序而获得的夹层玻璃的厚度在夹层玻璃的整个外周上基本均匀得小于内侧。因此,本发明的实施方式的夹层玻璃中,如夹层玻璃10a所例示的那样,只要在至少端部的任意1点(夹层玻璃10a中为测定点e)以及从该端部向内50mm处(夹层玻璃10a中为测定点i)这2点进行厚度的测定即可。端部的任意1点可以是夹层玻璃的外周上的任意1点。
[0036]
另外,从端部厚度的测定点向内50mm处是指,例如,在该测定点位于夹层玻璃外周的直线状的一个边上的情况下,在该边的上述测定点垂直相交的线上从上述测定点起向内50mm的位置。在外周为曲线状的情况下,其为上述测定点的切线的法线上从上述测定点起向内50mm的位置。图1中,从夹层玻璃10a的外周向内50mm的位置用框线m表示。夹层玻璃10a中,在将外周上的任意1点作为端部厚度的测定点e的情况下,相对于该测定点e成立上述关系的框线m上的1点即为从端部向内50mm的测定点i。
[0037]
以下,对于构成夹层玻璃10a的各要素进行说明。[玻璃板]作为本发明的实施方式的夹层玻璃10a所使用的玻璃板1a、1b的材质,可列举透明
的无机玻璃或有机玻璃(树脂)。作为无机玻璃,例如钠钙玻璃(也称为钠钙硅酸盐玻璃)、硼硅酸盐玻璃、无碱玻璃、石英玻璃等可不受特别限制地使用。其中特别优选钠钙玻璃。成形法虽然没有特别限定,但是例如优选由浮法等成形的浮法板玻璃。无机玻璃的情况下,其可以通过物理强化、化学强化等强化处理而具有表面应力。
[0038]
作为有机玻璃(树脂),可列举聚碳酸酯树脂、聚苯乙烯树脂、芳香族聚酯树脂、丙烯酸树脂、聚酯树脂、聚芳酯树脂、卤代双酚a和乙二醇的缩聚物、丙烯酸氨基甲酸酯树脂、含有卤代芳基的丙烯酸树脂等。其中,优选芳香族类聚碳酸酯树脂等聚碳酸酯树脂以及聚甲基丙烯酸甲酯类丙烯酸树脂等丙烯酸树脂,更优选聚碳酸酯树脂。进一步,聚碳酸酯树脂中特别优选双酚a类聚碳酸酯树脂。另外,玻璃板可以包含2种以上的如上所述的树脂来构成。
[0039]
作为上述玻璃,可以使用未添加着色成分的无色透明的材质,或者在不损害本发明的效果的范围内使用着色后的着色透明材质。而且,这些玻璃可以使用1种或将2种以上组合使用,例如,可以是层叠为2层以上的层叠基板。虽然也取决于夹层玻璃的适用部位,但是作为玻璃优选无机玻璃。
[0040]
夹层玻璃10a所使用的1对玻璃板1a、1b可以由彼此不同种类的材质构成。将夹层玻璃10a安装于车辆或建筑物上时,优选位于车内侧或房屋内侧的玻璃板为钠钙玻璃,组成中的铁作为氧化物基准的铁总量换算成fe2o3时包含0.4质量%以上。若车内侧或房屋内侧的玻璃板的铁含量在上述范围内,则即使在调光膜的雾度较高(例如雾度为5%以上)的情况下,从车内侧或房屋内侧也不易看到雾度,是优选的。
[0041]
玻璃板1a、1b的板厚tg1和tg2可以根据夹层玻璃10a的适用部位进行适宜选择,但是一般而言其优选分别独立地为0.2~5mm。从同时保证夹层玻璃的轻量化和刚性的观点考虑,更优选0.5~5mm,进一步优选1.1~3.5mm,特别优选1.6~3.0mm。从设置部位的外观设计性或功能性的点来说,玻璃板1a、1b可以具有3维曲率。
[0042]
1对玻璃板1a、1b的板厚tg1和tg2彼此可以相同也可以不同。在玻璃板1a、1b的板厚不同的情况下,将夹层玻璃10a设置于窗户等时,位于内侧的玻璃板(例如对于机动车的窗玻璃而言为车内侧,对于建筑物的窗玻璃而言为房屋内侧)的玻璃板的板厚优选比位于外侧的玻璃板的板厚更小。若玻璃板的板厚为上述关系,则由调光膜产生的热量或由阳光产生的热量容易向车内侧或房屋内侧释放,因此可以抑制调光膜的热量所导致的劣化。
[0043]
进一步,可以对玻璃板1a、1b实施涂布,为暴露于大气的外露面赋予斥水功能、亲水功能、防雾功能、低放射、紫外线吸收等。此外,可以对玻璃板1a、1b的彼此相向的相对面实施红外线遮蔽涂布、导电性涂布等功能性涂布。若夹层玻璃10a的车内侧或房屋内侧具有低反射膜,则可以特别防止夜间在玻璃面上的映入,外观设计性良好,因此是优选的。
[0044]
另外,在玻璃板1a、1b的相对面具有上述功能性涂层的情况下,以下的中间粘接层2a、2b与玻璃板1a、1b的相对面上的该功能性涂层相接。[中间粘接层]夹层玻璃10a的1对中间粘接层2a、2b具有与玻璃板1a、1b的主面形状、尺寸大致相同的主面。以夹持调光膜3并分别与玻璃板1a、1b的相对面相接的方式设置中间粘接层2a、2b。如此,中间粘接层2a、2b具有以隔着该中间粘接层2a、2b在1对玻璃板1a、1b之间夹入调光膜3的方式进行粘接而使夹层玻璃10a一体化的功能。
[0045]
这里,作为中间粘接层2a、2b,具体而言,可列举将含有以下热塑性树脂作为主成分的组合物制成具有与玻璃板1a、1b的主面大致形状相同且尺寸相同的主面的片状的膜而得的中间粘接层。
[0046]
作为热塑性树脂,只要是在将以热塑性树脂为主成分的组合物制成片状的膜作为1对中间粘接层2a、2b,夹持调光膜3插入1对玻璃板1a、1b之间,进行加热、加压形成夹层玻璃10a时能够一体化的树脂,则无特别限定。所要求的光学性能根据封入夹层玻璃中的调光膜的特性而不同,但是中间粘接层的透射率优选能够达到仅与通常的无色透明的玻璃组合成为夹层玻璃的状态下的可见光透射率的80%以上。
[0047]
作为热塑性树脂,具体而言,可列举聚乙烯醇缩丁醛树脂(pvb)等聚乙烯醇缩醛树脂、聚氯乙烯树脂、饱和聚酯树脂、聚氨酯树脂、乙烯
‑
乙酸乙烯酯共聚物树脂(eva)、乙烯
‑
丙烯酸乙酯共聚物树脂、离子交联聚合物树脂、环烯烃聚合物(cop)等以往作为中间粘接层使用的热塑性树脂。其中,优选pvb、eva、聚氨酯树脂、离子交联聚合物树脂和cop。这些热塑性树脂可以单独使用,也可以2种以上组合使用。
[0048]
夹层玻璃的中间粘接层所用的热塑性树脂可以根据用途考虑透明性、耐候性、强度、粘接力、耐贯穿性、冲击能吸收性、耐湿性、隔热性以及隔音性等各种性能的平衡进行选择。从这些条件的观点考虑,上述热塑性树脂中,优选将乙烯
‑
乙酸乙烯酯共聚物中的乙酸乙烯酯单元皂化而成的树脂组合物、以及日本专利第5625781号所记载的以乙烯
‑
乙酸乙烯酯共聚物中含有有机化层状粘土和硅烷偶联剂等为特征的乙烯
‑
乙酸乙烯酯共聚物树脂组成物等。使其含有有机化层状粘土,从而与通常的乙烯
‑
乙酸乙烯酯共聚物树脂组合物相比能够显著降低透湿性。此外,也可以有利地使用日本专利特开2015
‑
821号中记载的含有改性嵌段共聚物氢化物的树脂组合物。
[0049]
中间粘接层在测定频率10hz下的动态粘弹性测定中在90~120℃的温度范围内的储能模量的最小值优选为2.0
×
106pa以下(以下称为要件(ii
‑
1))。若中间粘接层满足要件(ii
‑
1),则进行加热压接的温度范围内具有规定的柔软性。籍此,1对中间粘接层在从分别与调光膜的周缘部相接的区域到其彼此相接的区域,即从夹层玻璃的外周开始到调光膜的外周为止的宽度w的画框状的区域中具有形状顺应性,因此容易充分粘接而不会残留下空气。
[0050]
中间粘接层的上述储能模量的最小值更优选8.0
×
105pa以下,进一步优选5.0
×
105pa以下。此外,从在进行加热压接的温度范围内确保规定的刚性的观点考虑,中间粘接层的上述储能模量的最大值优选为2.0
×
105pa以上。
[0051]
为了调整中间粘接层的储能模量,在构成中间粘接层的热塑性树脂中,例如对于eva,可以通过增加乙烯乙酸酯单元的量来降低储能模量。同样地,对于pvb,可以调整组成使增塑剂的量变多来降低储能模量。
[0052]
此外,对于离子交联聚合物树脂,例如,在乙烯和(甲基)丙烯酸、(甲基)丙烯酸酯等所形成的共聚物通过金属离子桥联而成的离子交联聚合物树脂中,可以通过增加(甲基)丙烯酸或(甲基)丙烯酸酯相对于乙烯的比例来降低储能模量。
[0053]
对于cop,例如,在由以来源于芳香族乙烯基化合物的重复单元作为主成分的至少2个聚合物嵌段[a]以及以来源于链状共轭二烯化合物的重复单元作为主成分的至少1个聚合物嵌段[b]构成且将所有聚合物嵌段[a]占嵌段共聚物整体的重量分数记为wa并将所有
聚合物嵌段[b]占嵌段共聚物整体的重量分数记为wb时含有在wa与wb的比(wa:wb)为30:70~60:40的嵌段共聚物[1]的所有不饱和键的90%以上氢化而得的嵌段共聚物氢化物[2]中导入烷氧基甲硅烷基而成的改性嵌段共聚物氢化物[3]的树脂组合物中,通过降低wa的比例可以降低储能模量。
[0054]
通过以这样的方式调整构成中间粘接层的热塑性树脂的储能模量,可以获得满足要件(1)的中间粘接层。
[0055]
中间粘接层优选在制造时和在使用时不对调光膜的功能造成影响的材料。因此,其可以是不含增塑剂的热塑性树脂,或含有对调光膜不造成影响的增塑剂的含增塑剂热塑性树脂。
[0056]
进一步,夹层玻璃成形时的加热温度根据中间粘接层所用的热塑性树脂而相应设定,但是若该加热温度在调光膜的耐热温度以上,则制成夹层玻璃时调光膜可能无法充分发挥功能。因此,优选以夹层玻璃的成形温度在所使用的调光膜的耐热温度以下的条件来选择中间粘接层所用的热塑性树脂。
[0057]
如上所述,中间粘接层2a、2b的制造中使用到作为主成分含有上述热塑性树脂的含热塑性树脂组合物。在不损害本发明的效果的范围内,根据各种目的,含热塑性树脂的组合物可以含有例如红外线吸收剂、紫外线吸收剂、荧光剂、粘接性调节剂、偶联剂、表面活性剂、抗氧化剂、热稳定剂、光稳定剂、脱水剂、消泡剂、防静电剂、阻燃剂等各种添加剂中的1种或2种以上。这些添加剂整体均匀地包含在中间粘接层2a、2b中。
[0058]
对于中间粘接层2a和2b的厚度ti1和ti2,只要其合计厚度ti与w和ts的关系满足式1即可。具体而言,与夹层玻璃用等通常使用的中间粘接层相同,每1层的厚度优选为0.3~0.8mm,2层的合计膜厚优选为0.6~1.6mm。若中间粘接层每1层的厚度ti1、ti2分别小于0.3mm,或2层的合计厚度ti小于0.6mm,则强度可能不充分,此外,在玻璃不重合比较严重的情况下,剥离变得容易发生。而在中间粘接层2a、2b的合计厚度ti大于1.6mm的情况下,重量变大,安装在车辆上时可能产生不良情况。
[0059]
另外,中间粘接层2a和2b的厚度ti1和ti2彼此可以相同也可以不同。在中间粘接层2a、2b的厚度不同的情况下,将夹层玻璃10a设置于窗户等时,位于内侧的玻璃板,例如对于机动车的窗玻璃而言为车内侧,对于建筑物的窗玻璃而言为房屋内侧的中间粘接层的厚度优选比位于外侧的中间粘接层的厚度更小。若中间粘接层的厚度为上述关系,则由调光膜产生的热量或由阳光产生的热量容易向车内侧或房屋内侧释放,因此可以抑制调光膜的热量所导致的劣化。
[0060]
中间粘接层2a、2b各自不限于单层结构。中间粘接层2a、2b可以相同,但是不一定要相同,其彼此独立,可以选择单层结构或多层结构。
[0061]
另外,在制造夹层玻璃时作为粘接膜等准备中间粘接层时,其优选具有压花。通常,成为夹层玻璃的中间粘接层的材料膜具有压花,在夹持于玻璃板之间形成层叠体后,在进行加热压接时,该压花起到空气通路的作用,加热压接在层叠体的层间空气充分排气的情况下进行,最终材料膜的压花消失并形成中间粘接层,获得没有残留气泡的优质夹层玻璃。[调光膜]作为调光膜3,在智能玻璃等所使用的调光膜中,优选使用厚度ts为0.1mm以上1mm
以下、优选0.1mm以上0.7mm以下、更优选0.1mm以上0.4mm以下者。这是因为,一般而言,若厚度小于0.1mm,则制造夹层玻璃时的操作较难,而若大于1mm,则基材的刚性上升,难以顺应曲面。若ts在该范围内,则可以将上述ti范围内满足式1或式2的w的范围作为优选范围。
[0062]
这里,实施方式的夹层玻璃中,从外观设计性的观点考虑,在俯视时调光膜的面积相对于夹层玻璃的面积的比优选为0.7以上。若小于0.7,则画框状的区域变得太大,可能会损害到外观。
[0063]
作为调光膜3,例如可以使用悬浊粒子装置(suspended particle device:spd)膜。作为spd膜,能够使用以透明导电膜涂布于内侧而得的2块电绝缘性膜夹持含有通过施加电压而能够取向的悬浊粒子的聚合物层而构成的通常的spd膜。通过开启电源开关而在透明导电膜间施加电压以使聚合物层中的悬浊粒子取向,这种spd膜呈现可见光透射率高,透明性高的状态。电源开关关闭的状态下,聚合物层中的悬浊粒子不取向,呈可见光透射率低,透明性低的状态。
[0064]
作为spd膜,例如可以使用lcf
‑
1103dha(商品名,日立化成株式会社(日立化成社)制)等市售品。另外,由于这样的市售品是以规定大小提供的,因此将其切割成希望的大小来进行使用。另外,夹层玻璃所使用的spd膜的厚度优选在以上说明的调光膜的厚度ts的范围内,从操作性以及获取的容易性观点考虑,优选0.2~0.4mm。
[0065]
通过使用spd膜,可以以电方式将可见光透射率切换为高的状态和低的状态。在spd膜的可见光透射率低的状态下,通过在存在spd膜的hud表示区域投影hud像,可以提升hud像与背景的对比率。
[0066]
另外,作为调光膜3,即使使用高分子分散型液晶(pdlc)代替spd膜,也可以提升hud像与背景的对比率。可以将预聚物、列型液晶和间隔物材料按照特定比例混合来制造pdlc膜,之后将其配置在2个软质透明导电性膜之间。工作原理包含以下内容。在未施加电场的情况下,液晶滴可以随机分布在其取向子处于自由取向状态下的聚合物材料中。
[0067]
在这种情况下,液晶相对于常见光的折射率与聚合物材料不同,产生对光相对较强的散射效果,其结果为,pdlc膜的外观呈半透明或不透明的“乳白色”。在电场下,液晶滴由于其正介电常数各向异性的特性,因此可以使其取向子沿着外部电场的方向配列。在液晶相对于常见光的折射率与聚合物材料相同的情况下,光可以通过pdlc膜,因此pdlc膜具有透明的外观。具体而言,对pdlc膜供应的电压越高,pdlc膜变得越透明。
[0068]
作为pdlc膜,例如可以使用miyo膜(九州纳米科技光学株式会社(九州
ナノテック
光学社)制)等市售品。另外,由于这样的市售品是以规定大小提供的,因此将其切割成希望的大小来进行使用。另外,夹层玻璃所使用的pdlc膜的厚度优选在以上说明的调光膜的厚度ts的范围内,从操作性以及获取的容易性观点考虑,优选0.1~0.4mm。
[0069]
此外,在作为调光膜3使用高分子网络液晶(pnlc)、宾主效应型液晶、va(vertical alignment)型液晶、tn(twisted nematic)型液晶、光致变色物、电致变色物或电动力物中任意一者的情况下,也可以提升hud像与背景的对比率。另外,除了上述构成要素以外,在不损害本发明的效果的范围内,实施方式的夹层玻璃可以具有任意的其它层。(其它层)夹层玻璃中,出于将框体等的安装部分或布线导体等隐藏等目的,可以在构成夹
层玻璃的1对玻璃板中至少一个玻璃板的与中间粘接层相接一侧的主面的周缘部的一部分或全部处设置带状的、暗色隐蔽层。实施方式的夹层玻璃中,作为其它层,也可设置这种暗色隐蔽层。
[0070]
作为暗色隐蔽层,可列举黑色陶瓷层。黑色陶瓷层可以用着色陶瓷糊料等公知材料来形成。作为用于形成黑色陶瓷层的油墨,例如可以使用浓色颜料、玻璃料、耐火物填料和乙基纤维素等树脂分散在溶剂中形成的油墨。通常,在玻璃板上将油墨按规定的图案印刷,通过干燥或紫外线照射等进行准烧结后,在高温下进行烧成,可以在玻璃板上获得完全烧结的黑色陶瓷层。此外,作为形成暗色隐蔽层的材料,还可以使用具有暗色颜料的中间粘接层、在树脂膜上进行暗色印刷的着色膜等。
[0071]
从外观设计性的观点考虑,也存在将暗色隐蔽层的宽度设置得较小、或不设置暗色隐蔽层的夹层玻璃。作为不设置暗色隐蔽层的例子,可列举车辆用门玻璃。
[0072]
夹层玻璃中,在周缘部设置宽度小的暗色隐蔽层、或不设置暗色隐蔽层的情况下,若本发明的夹层玻璃满足要件(i
‑
1)~(i
‑
3),则在不损害夹层玻璃的外观且保证调光膜的耐久性的同时,可以使得调光膜的外周与夹层玻璃的外周间的距离w较小,因此是优选的。具体而言,暗色隐蔽层的宽度较小时所设置的暗色隐蔽层的宽度、具体而言为100mm以下的情况、进一步为50mm以下的情况、特别是为20mm以下的情况下,本发明的效果特别显著。在本发明的范围内,从外观设计性的观点考虑,俯视时多边形的短边的w相对于长边可以相对较小。这样可以使短边的隐蔽层的宽度较小。[夹层玻璃的制造]本发明的实施方式的夹层玻璃可以通过一般使用的公知技术进行制造。例如,对于夹层玻璃10a,制造在1对中间粘接层2a、2b之间以规定的位置关系配置调光膜3而成的层叠体,将其插入1对玻璃板1a、1b之间,准备玻璃板1a、中间粘接层2a、调光膜3、中间粘接层2b、玻璃板1b依次层叠而成的作为压接前夹层玻璃的夹层玻璃前体。在具有其它层的情况下,同样地以与所得的夹层玻璃相同的层叠顺序将玻璃板与各层进行层叠,准备夹层玻璃前体。
[0073]
可以将该夹层玻璃前体放入橡胶袋这样的真空袋中,将该真空袋与排气系统连接,一边进行减压抽吸(脱气)使真空袋内的压力达到约
‑
65~
‑
100kpa的真空度、一边在温度约70~110℃下进行粘接(以下也称为“减压加热压接”),从而获得实施方式的夹层玻璃。进一步,通过在例如100~110℃、压力0.6~1.3mpa的条件下加热加压进行压接处理(以下也称为“加压加热压接”),可以获得耐久性更为优异的夹层玻璃。
[0074]
加压加热压接通常使用高压釜来进行。通过在减压加热压接后进行加压加热压接,使得层叠体的不存在调光膜的宽度w的画框状区域内调光膜的厚度ts部分的厚度小而引起的减压加热压接所获得的夹层玻璃的端部厚度的减少得以缓和。具体而言,上述t2
‑
t1可以容易地达到0.28mm以下、更优选0.2mm以下、进一步优选0.15mm以下。籍此,可以消除夹层玻璃内的残留应力,抑制中间粘接层的剥离或发泡等不良情况的发生。
[0075]
本发明获得了一种夹层玻璃,该夹层玻璃具备调光膜,其能够在不损害外观的同时保护调光膜的端部,并且能提升生产性。本发明的夹层玻璃例如可以有利地用于车辆用窗玻璃。实施例
[0076]
以下,通过实施例对本发明进行进一步详细说明。本发明不受以下实施方式以及实施例的任何限定。例1~6、例9~22和例25~42为实施例,例7、8、23、24为比较例。[例1、2](夹层玻璃的制造)通过以下方式制造与图1和2所示的夹层玻璃10a为相同结构的夹层玻璃。以下,对于与夹层玻璃10a的各构件相对应的评价用样品的各构件标上与夹层玻璃10a中相同的符号进行说明。
[0077]
准备2片由钠钙玻璃构成的玻璃板1a、1b(agc株式会社(agc社)制,通称fl,2mm厚,150mm
×
150mm尺寸的四边形)、2片皂化eva中间粘接层2a、2b(东曹
·
日化株式会社(東
ソー
·
ニッケミ
社)制的mersen g(商品名),0.4mm厚,150mm
×
150mm尺寸的四边形)、1片调光膜3(日立化成株式会社(日立化成社)制的lcf
‑
1103dha90(商品名),spd调光膜,0.35mm厚,140mm
×
140mm尺寸的四边形)。将它们以一个玻璃板1a、一个eva中间粘接层2a、spd调光膜3、另一个eva中间粘接层2b、另一个玻璃板1b的顺序层叠,获得层叠体。spd调光膜3的外周与层叠体的外周间的距离在4个边上均为5mm。
[0078]
将上述获得的层叠体放入橡胶制真空袋中进行脱气(减压度:
‑
90kpa)后,将其投入保持在100℃下的炉中,放置60分钟,进行减压加热压接后,从橡胶真空袋中将其取出,获得夹层玻璃1a。在110℃、压力1.3mpa的条件下,在高压釜对夹层玻璃1a进行20分钟的加压加热压接,获得夹层玻璃1b。夹层玻璃1a和夹层玻璃1b中,spd调光膜3的厚度ts、中间粘接层2a、2b的总厚ti、以及spd调光膜3的外周与夹层玻璃的外周间的距离w均与上述层叠体的值相同。夹层玻璃1a为例1,夹层玻璃1b为例2。
[0079]
夹层玻璃1a和夹层玻璃1b中,用游标卡尺分别测定端部的1点(测定点e)的厚度t1以及从该端部的1点(测定点e)向内50mm的位置(测定点i)的厚度t2,算出其厚度差=从夹层玻璃的端部向内50mm的位置(测定点i)的厚度t2[mm]
‑
夹层玻璃的端部(测定点e)的厚度t1[mm]。另外,本例中测定点e为夹层玻璃的外周1个边的中心点,测定点i为从测定点e向夹层玻璃的中心向内50mm的位置。其结果为,夹层玻璃1a为例1,夹层玻璃1b为例2,图3中记录下厚度差。<评价>(外观)夹层玻璃1a和夹层玻璃1b的外观通过目视按照以下基准进行评价。〇(良好):在从夹层玻璃的端部起向内3mm的区域内未确认到空气残留和发泡。δ(一般):在从夹层玻璃的端部起向内3mm的区域内确认到小于20mm2的空气残留和发泡。
×
(较差):在从夹层玻璃的端部起向内3mm的区域内至少确认到20mm2以上的空气残留和发泡中的一者。(耐久评价)将夹层玻璃1a和夹层玻璃1b投入到60℃、湿度95%rh的恒温恒湿槽中,持续500小时。使水分浸透中间粘接层,产生因残留应力而容易发生剥离的环境,通过目视对有无剥离进行评价。将确认到20mm2以上剥离的情况记为
×
,将确认到小于20mm2剥离的情况记为δ,将未确认到剥离的情况记为〇。
[0080]
将评价结果与w、ti、ts是否满足式1(满足的情况为“〇”,不满足的情况为
“×”
)、是否满足式2(满足的情况为“〇”,不满足的情况为
“×”
)、制造方法(a:仅进行减压加热压接,b:减压加热压接+加压加热压接)共同示于图3。[例3~16]例1和例2中,(1)在保持材料相同的情况下改变spd调光膜3的形状,并且达到图3所示的w,(2)在保持材料相同的情况下如图3所示改变中间粘接层2a、2b的总厚ti,(3)作为制造方法,如图3所示选择a或b,制造例3~例16的夹层玻璃,进行与上述相同的评价。测定结果如图3所示。比较例的例7、8、23、24中,产生空气残留,外观评价为
“×”
。[例17~32]例1和例2中,以lcf
‑
1103dha30(商品名,日立化成株式会社制,spd调光膜,0.28mm厚)代替lcf
‑
1103dha90(商品名,日立化成株式会社制)作为调光膜3,(1)改变调光膜3的形状,并且达到图3所示的w,(2)在保持材料相同的情况下如图3所示改变中间粘接层2a、2b的总厚ti,(3)作为制造方法,如图3所示选择a或b,制造例17~例22的夹层玻璃,进行与上述相同的评价。测定结果如图3所示。[例33~42]例1和例2中,以miyo膜(商品名,九州纳米技术光学株式会社制,pdlc膜,0.12mm厚)代替lcf
‑
1103dha90(商品名,日立化成株式会社制)作为调光膜3,(1)改变调光膜3的形状,并且达到图3所示的w,(2)在保持材料相同的情况下如图3所示改变中间粘接层2a、2b的总厚ti,(3)作为制造方法,如图3所示选择a或b,制造例23~例32的夹层玻璃,进行与上述相同的评价。评价结果如图3所示。由图3可知,若满足要件(i
‑
1)和(i
‑
3),并且w、ti和ts的关系满足式1(要件(i
‑
2)),即满足全部要件(i
‑
1)~(i
‑
3),则可以获得在不损害外观的同时调光膜的端部得到保护且生产性提升的夹层玻璃。
[0081]
以上基于实施方式和实施例对本发明进行了说明,但是本发明不限定于上述实施方式和实施例,可以在权利要求书所记载的范围内进行各种变形。
[0082]
本技术主张在2019年3月4日向日本专利局提交的基础申请第2019
‑
038676号的优先权,其全部内容通过参照的方式纳入本文。符号说明
[0083]
10a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
夹层玻璃1a、1b
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
玻璃板2a、2b
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
中间粘接层3
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
调光膜
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1