吸收性针刺层状复合材料的制作方法
吸收性针刺层状复合材料
1.本发明的目的是一种层状复合材料,一种夹层结构,其中pur泡沫层与至少一种无纺布针刺。
2.在机动车中,可热成型的隔音和/或加硬无纺布特别用于乘客舱和行李舱。这些通常是松散压缩的热固性或热塑性粘合的纺织纤维无纺布,以及具有相同或不同流动阻力的泡沫和/或无纺布层的组合。此外,所谓的流动无纺布也用于有针对性地调整声学效果。
3.为了影响与阶梯刚度相关的吸声性能,在实际的上层材料和与工艺相关的密封层和厚层或绝缘层之间插入多孔、透气从而隔音的层。聚酯和混合纤维毛皮以及微孔箔被用作多孔、透气从而隔音的层。抗冲击性还受到无纺布中双组分纤维(bico)比例的影响。
4.单层无纺布、多层无纺布和背面发泡无纺布经常用于床头板材料结构。无纺布和/或无纺布组合也用于行李舱,主要用于侧边装饰板、尾门装饰板和备胎舱。
5.声学有效的机动车辆部件、零件,总是有如图1所示的材料结构。
6.tr 200803410涉及一种再利用相对粗糙的废料的工艺,例如制造汽车零件的纺织废料,以及由其制成的产品。该方法的特点是将废料打成相对较小的碎片。然后将这种磨碎的材料应用在一个基座上。然后将另一种原材料的上层应用在废料的表面,并将这些层粘合在一起。在tr200906997中,描述了一种类似的方法,其中利用热效应,额外引入另外的硬层。
7.de 10 2015 115 458 a1[wo 2017/046164 a1]公开了一种机动车的结构部件,特别是轮拱衬里或发动机舱防护罩,其中该结构部件至少部分地包括由至少两个叠加的无纺布层压制而成的复合材料。在此提出,在无纺布层中的至少一层上布置有至少一根铺设的加强长丝的加固层,用于加固复合材料。
[0008]
在us 2018/0251924 a1中,提出了一种无纺布复合材料系统,其中,一方面布置了两层无纺布,另一方面布置了两层具有中间膜的无纺布。无纺布中使用了特殊改性的纤维。
[0009]
此外,现有技术中描述了生产所谓的回收夹层无纺布或部件的工艺,其中,一方面使用了压制技术(de 10 2016 202 290 a1),另一方面使用了针刺技术(de 10 2013 222 403 a1,de 10 2016 203 348 a1)。
[0010]
wo 2012/052535 a1涉及一种以连续的工艺顺序生产复合无纺布的方法,以及用于实施该方法的设备。在该工艺中,通过梳理装置从纤维流中形成纤维网,随后在纤维网的表面铺设合成纤维的无纺布层。为此,纤维网在传送带上的抽吸区内被引导至熔喷装置,其中,合成纤维通过熔喷被铺设在纤维网的表面。然后用无纺布铺设设备将覆盖着无纺布的纤维网铺设成多层,形成复合无纺布。
[0011]
在de 10 2016 203 348 al中,描述了一种具有两个外部覆盖无纺布的多层针刺隔音和/或加硬无纺布。
[0012]
a)第一覆盖无纺布由pe胶粘剂无纺布组成,单位面积重量为30g/m2~200g/m2,优选为50g/m2~150g/m2;第二覆盖无纺布由pp/pet无纺布组成,单位面积重量为50g/m2~250g/m2,优选为80g/m2~200g/m2或
[0013]
b)其中,两种覆盖无纺布均为pp/pet覆盖无纺布,单位面积重量为200g/m2~
800g/m2,优选为300g/m2~600g/m2,
[0014]
在覆盖无纺布之间有一层单位面积重量为250g/m2~700g/m2的pe、pet、pp、双组份纤维和多组份纤维材料的研磨材料,其特征在于,
[0015]
研磨材料包含基于研磨材料的5wt.%~50wt.%,优选为10wt.%~40wt.%的粉尘废料,所述粉尘废料选自碎棉、pet和双组分纤维。
[0016]
在尚未公布的de 10 2019 104 847中,描述了一种用于生产特别是纺织轮拱内衬的针刺无纺布,其包括5至14个独立的绒毛层(pile layer),无纺布的克数在650g/m2~1900g/m2之间,基础无纺布包括pp/pet、pp/bico/pet、pp/bico或pet/bico纤维,其特征在于
[0017]
各个层-特别是对应于纺织轮拱内衬的声学和机械要求-每一层都包含相同或不同的研磨材料、和/或纤维、和/或薄片、和/或以相同或不同数量分散在层中的粉末。
[0018]
在现有技术中发现的声学有效部件和单个部件的情况下,层状复合材料"毛皮/泡沫"被粘在一起或相互发泡。
[0019]
因此,与上述现有技术相比,本发明的任务在于提供一种吸收性层状复合材料,一种夹层结构,其中对泡沫层进行针刺,在其上和任选地在其下方布置有无纺布层。这里的重点是,一方面,在单位面积重量几乎相同的情况下显着提高了声学效果,另一方面,提高了声学效果以及重量优势。
[0020]
本发明的上述问题在第一个实施方案中通过一种无纺布/pur泡沫层状复合材料解决,该复合材料包含至少一种pet无纺布,所述pet无纺布克数为80g/m2~300g/m2,优选为100g/m2~200g/m2,pet无纺布布置于pur泡沫的顶侧和/或底侧,pur泡沫的密度在45g/l~120g/l的范围内,特别地,在60g/l~85g/l的范围内,以及pur泡沫的厚度在4mm~20mm范围内,优选在8mm~15mm范围内,其特征在于层状复合材料是针刺的。
[0021]
现有技术中没有已知的声学有效部件或单个部件,其中泡沫、泡沫层与一个或多个无纺布层(覆盖无纺布)针刺。
[0022]
在另一个可选实施方案中,使用密度范围为45g/l~120g/l的pur泡沫代替密度范围为9g/l~40g/l的所谓轻质泡沫。
[0023]
特别地,布置在泡沫顶部和/或底部的无纺布(至少一个无纺布)可以由pet或pa纤维,以及纤维混合物(混合纤维)组成;特别地,由pet/pp和pp/pet/棉纤维组成。
[0024]
图2显示了是针刺复合材料-无纺布/泡沫/无纺布-的照片。
[0025]
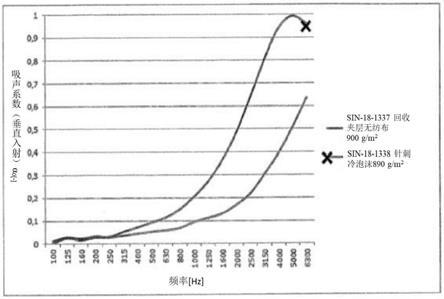
与现有技术结构相比,本发明材料结构的声学性能如图3和图4所示。
[0026]
图3特别说明了与目前使用的混合无纺布相比,使用轻质泡沫(图3特别说明了与目前使用的混合无纺布相比,使用轻质泡沫(和)时,本发明解决方案的重量和声学优势。
[0027]
图4显示了根据本发明的具有针刺冷泡沫的复合材料与常规回收夹层无纺布的比较;在单位面积重量几乎相同的情况下,可以看出本发明复合材料的巨大声学优势。
[0028]
本发明的另一个实施方案包括一种生产上述层状复合材料的方法,其特征在于,将泡沫从卷筒或作为坯料(blank)送入第一(下层)覆盖无纺布上;随后将第二(上层)覆盖无纺布通过其上,整个复合材料被压缩和针刺。如果有必要,可以省略第二(上层)覆盖无纺布。
[0029]
就本发明而言,特别优选的是,针刺是用叉/叉形针、圈/圈形针、叉形/圈形针或毡
针进行的。
[0030]
因此,本发明的核心是提供包含针刺无纺布/泡沫复合材料的层状复合材料,由此改进了这种夹层结构的声学效率。
[0031]
在针刺过程中,泡沫细胞被刺破。此外,在针刺过程中,个别纤维被从护套无纺布中拉出,进入泡沫结构。泡沫本身也变得更加柔软。
[0032]
本发明的优点恰恰在于,通过针刺两侧或一侧具有无纺布的泡沫,与常规的复合材料或无纺布相比,复合材料的声学效率明显提高,重量减轻。
[0033]
与纯泡沫相比,与无纺布针刺的复合材料的机械性能也得到了改善。
具体实施方式:
[0034]
(a)在第一个实施例中,将轻质pur泡沫(24g/l,厚度10mm)与100g/m2和150g/m2的pet毛皮在两面进行针刺。
[0035]
(b)在第二个实施例中,将pur轻质泡沫(12g/l,厚度8mm)与100g/m2和150g/m2的商用pet毛皮在两面进行针刺。
[0036]
(c)在第三个实施例中,将商用pur冷泡沫(65g/l,厚度10mm)与100g/m2和150g/m2的商用pet无纺布在两面进行针刺。
[0037]
针刺是在一台标准的fehrer机器上进行的,针刺密度为20针/cm2,穿透深度为14mm,速度为4m/min。所用的针是市面上的毡针。
[0038]
针刺泡沫的声学性能如图3和图4所示。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1