超厚SGP夹层玻璃加工方法与流程
超厚sgp夹层玻璃加工方法
技术领域
1.本公开涉及玻璃生产技术领域,具体地,涉及一种超厚sgp夹层玻璃加工方法。
背景技术:
2.夹层玻璃是玻璃发展的主要方向,夹层玻璃可以添加例如颜色层等,达到过滤强光的效果。相关场景中,夹层玻璃还可以提高玻璃的抗撕裂强度和硬度,例如,在玻璃中添加pvb胶片或者sgp胶片等,形成抗撕裂强度和硬度较高的夹层玻璃,sgp夹层玻璃的抗撕裂强度是pvb夹层玻璃的5倍以上,其硬度是pvb夹层玻璃的30~l00倍,sgp夹层玻璃是一种质地优良的建筑用玻璃。
3.相关技术中,直接将玻璃原片进行切割,并对玻璃原片进行洗磨,进而将洗磨后的玻璃原片在钢化炉中进行加热钢化,并将钢化后的玻璃原片与sgp胶片进行压合处理,最终形成sgp夹层玻璃。可见,该sgp夹层玻璃只经过一次sgp胶片压合,得到超大超宽sgp夹层玻璃,但是sgp夹层玻璃较薄,在使用过程中,难以达到较好的抗撕裂和抗冲击效果。
技术实现要素:
4.本公开的目的是提供一种超厚sgp夹层玻璃加工方法,以解决相关技术中新能源汽车充电时充电参数配置存在误差的问题。
5.为了实现上述目的,本公开第一方面提供一种超厚sgp夹层玻璃加工方法,所述方法包括:
6.对玻璃原片进行清洗处理,并在35
‑
45摄氏度的真空中对清洗后的所述玻璃原片进行干燥处理20
‑
30分钟;
7.将干燥处理后的所述玻璃原片,经过添加有高温增塑剂的聚氯乙烯蒸汽炉,使得聚氯乙烯在所述玻璃原片表面玻璃化,形成玻璃原片半成品,其中,所述蒸汽炉内的温度为85
‑
88摄氏度,玻璃化时长为30
‑
32分钟;
8.在所述玻璃原片半成品外涂覆一层胶粘剂,得到玻璃坯片;
9.在涂覆胶粘剂后的所述玻璃坯片两面平铺sgp胶片,并将所述玻璃坯片与所述sgp胶片进行真空压合,得到压合玻璃片,其中,真空压合的温度为125
‑
135摄氏度,压合时长为60
‑
75分钟;
10.将耐火涂料喷涂到所述压合玻璃片表面,得到耐火玻璃片,其中,喷涂厚度为0.22mm
‑
0.35mm,喷涂温度为300
‑
350摄氏度;
11.待所述耐火玻璃冷却到105
‑
112摄氏度后,在所述耐火玻璃片的第一表面涂覆聚酯物,并在固化处理后的涂覆聚酯物后的一面压合一玻璃原片,其中,所述聚酯物的厚度为1mm
‑
3mm;
12.在所述耐火玻璃片的第二表面压合一玻璃原片,得到所述超厚sgp夹层玻璃,其中,所述第二表面与所述第一表面正对。
13.优选地,所述在涂覆胶粘剂后的所述玻璃坯片两面平铺sgp胶片,并将所述玻璃坯
片与所述sgp胶片进行真空压合,得到压合玻璃片,包括:
14.将所述涂覆胶粘剂后的所述玻璃坯片以及所述sgp胶片放入层压装置,并将所述sgp胶片平铺在所述玻璃坯片两面;
15.关闭真空门,对平铺所述sgp胶片后的所述玻璃坯片进行气泡撵除;并,
16.启动抽真空装置,以对密闭的工作间进行抽真空处理,其中,抽真空后的所述工作间的绝对压强为4kpa~10kpa;
17.对所述层压装置进行升温,升温至150
‑
200℃,并对涂覆胶粘剂后的所述玻璃坯片以及所述sgp胶片按照所述真空压合的温度以及所述压合时长进行真空压合;
18.将真空压合后的涂覆胶粘剂后的所述玻璃坯片以及所述sgp胶片冷却降温至通气温度,得到降温玻璃坯片,所述通气温度与所述真空压合温度一致;
19.将所述降温玻璃坯片放进空气湿度为70%~90%,空气温度与所述真空压合温度一致的烘箱进行烘烤,并启动计时;
20.在所述计时时长达到预设时长的情况下,打开所述真空门,得到所述压合玻璃片,其中,所述计时时长为25min~35min。
21.优选地,所述在所述耐火玻璃片的第二表面压合一玻璃原片,得到所述超厚sgp夹层玻璃,包括:
22.在所述耐火玻璃片的第二表面涂覆一层胶粘剂,其中,所述胶粘剂厚度为0.2mm
‑
0.5mm;
23.在透明屏蔽层表面压合一玻璃原片,得到所述超厚sgp夹层玻璃。
24.优选地,所述聚氯乙烯在所述玻璃原片表面玻璃化的厚度为5nm~15nm。
25.优选地,所述胶粘剂为聚醋酸乙烯或者聚丙烯酸酯,其中,所述聚醋酸乙烯的厚度以及所述聚丙烯酸酯的厚度为0.4
‑
1.0mm。
26.优选地,所述sgp胶片厚度为2.28mm。
27.优选地,通过上述任一项所述方法制备得到所述超厚sgp夹层玻璃。
28.通过上述技术方案,至少可以达到以下技术效果:
29.通过聚氯乙烯蒸汽炉,使得聚氯乙烯在玻璃原片表面玻璃化,并在涂覆胶粘剂后的玻璃坯片两面平铺sgp胶片,并将玻璃坯片与sgp胶片进行真空压合,得到压合玻璃片;将耐火涂料喷涂到压合玻璃片表面,得到耐火玻璃片;待耐火玻璃冷却到105
‑
112摄氏度后,在耐火玻璃片的第一表面涂覆聚酯物,并在固化处理后的涂覆聚酯物后的一面压合一玻璃原片;在耐火玻璃片的第二表面压合一玻璃原片,得到超厚sgp夹层玻璃。这样,对玻璃有较高的粘结能力,较强的抗撕裂强度,能防止玻璃破碎的飞散。有较强的防护能力,可以防止自然灾害和人力破坏,对强风、地震、暴力、盗窃等具有足够的抵抗能力。能承受室内人员的突然撞击,防止玻璃飞散或整体脱出,避免室内人员、物品飞出坠落。有足够的剩余承载力,玻璃破碎后再发生弯曲时不会整块脱落。sgp胶片有足够的剪切模,使夹层玻璃整个截面受弯工作,提高玻璃的承载力和弯曲钢度,能够有效的增强钢化玻璃的耐火性。
30.本公开的其他特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
31.附图是用来提供对本公开的进一步理解,并且构成说明书的一部分,与下面的具
体实施方式一起用于解释本公开,但并不构成对本公开的限制。在附图中:
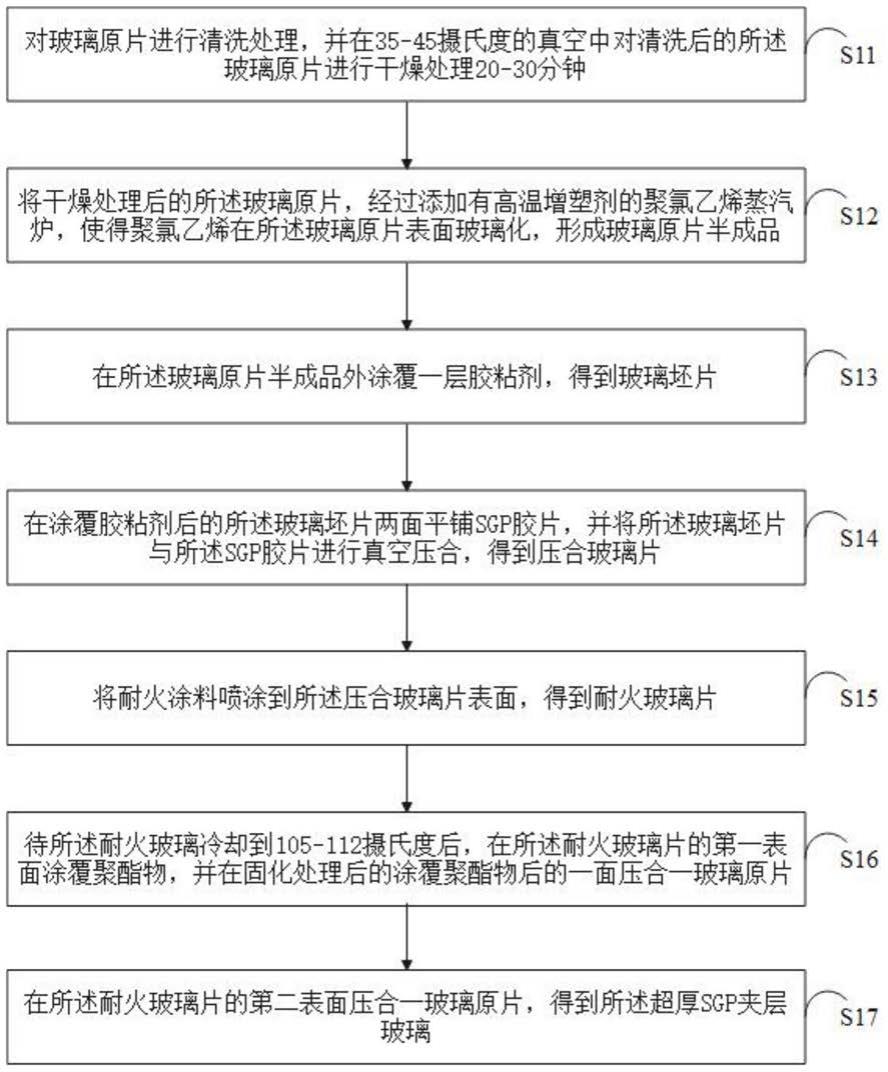
32.图1是根据一示例性实施例示出的一种超厚sgp夹层玻璃加工方法的流程图。
33.图2是根据一示例性实施例示出的一种实现图1中步骤s14的流程图。
34.图3是根据一示例性实施例示出的一种实现图1中步骤s17的流程图。
具体实施方式
35.以下结合附图对本公开的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本公开,并不用于限制本公开。
36.为此,本公开提供一种超厚sgp夹层玻璃加工方法,参照图1所示出的一种超厚sgp夹层玻璃加工方法的流程图,所述方法包括:
37.s11、对玻璃原片进行清洗处理,并在35
‑
45摄氏度的真空中对清洗后的所述玻璃原片进行干燥处理20
‑
30分钟;
38.s12、将干燥处理后的所述玻璃原片,经过添加有高温增塑剂的聚氯乙烯蒸汽炉,使得聚氯乙烯在所述玻璃原片表面玻璃化,形成玻璃原片半成品,其中,所述蒸汽炉内的温度为85
‑
88摄氏度,玻璃化时长为30
‑
32分钟;
39.s13、在所述玻璃原片半成品外涂覆一层胶粘剂,得到玻璃坯片;
40.s14、在涂覆胶粘剂后的所述玻璃坯片两面平铺sgp胶片,并将所述玻璃坯片与所述sgp胶片进行真空压合,得到压合玻璃片,其中,真空压合的温度为125
‑
135摄氏度,压合时长为60
‑
75分钟;
41.s15、将耐火涂料喷涂到所述压合玻璃片表面,得到耐火玻璃片,其中,喷涂厚度为0.22mm
‑
0.35mm,喷涂温度为300
‑
350摄氏度;
42.s16、待所述耐火玻璃冷却到105
‑
112摄氏度后,在所述耐火玻璃片的第一表面涂覆聚酯物,并在固化处理后的涂覆聚酯物后的一面压合一玻璃原片,其中,所述聚酯物的厚度为1mm
‑
3mm;
43.s17、在所述耐火玻璃片的第二表面压合一玻璃原片,得到所述超厚sgp夹层玻璃,其中,所述第二表面与所述第一表面正对。
44.优选地,图2是根据一示例性实施例示出的一种实现图1中步骤s14的流程图。在步骤s14中,所述在涂覆胶粘剂后的所述玻璃坯片两面平铺sgp胶片,并将所述玻璃坯片与所述sgp胶片进行真空压合,得到压合玻璃片,包括:
45.s141、将所述涂覆胶粘剂后的所述玻璃坯片以及所述sgp胶片放入层压装置,并将所述sgp胶片平铺在所述玻璃坯片两面;
46.s142、关闭真空门,对平铺所述sgp胶片后的所述玻璃坯片进行气泡撵除;并,
47.s143、启动抽真空装置,以对密闭的工作间进行抽真空处理,其中,抽真空后的所述工作间的绝对压强为4kpa~10kpa;
48.s144、对所述层压装置进行升温,升温至150
‑
200℃,并对涂覆胶粘剂后的所述玻璃坯片以及所述sgp胶片按照所述真空压合的温度以及所述压合时长进行真空压合;
49.s145、将真空压合后的涂覆胶粘剂后的所述玻璃坯片以及所述sgp胶片冷却降温至通气温度,得到降温玻璃坯片,所述通气温度与所述真空压合温度一致;
50.s146、将所述降温玻璃坯片放进空气湿度为70%~90%,空气温度与所述真空压
合温度一致的烘箱进行烘烤,并启动计时;
51.s147、在所述计时时长达到预设时长的情况下,打开所述真空门,得到所述压合玻璃片,其中,所述计时时长为25min~35min。
52.优选地,图3是根据一示例性实施例示出的一种实现图1中步骤s17的流程图。在步骤s17中,所述在所述耐火玻璃片的第二表面压合一玻璃原片,得到所述超厚sgp夹层玻璃,包括:
53.s171、在所述耐火玻璃片的第二表面涂覆一层胶粘剂,其中,所述胶粘剂厚度为0.2mm
‑
0.5mm;
54.s172、在透明屏蔽层表面压合一玻璃原片,得到所述超厚sgp夹层玻璃。
55.优选地,所述聚氯乙烯在所述玻璃原片表面玻璃化的厚度为5nm~15nm。
56.优选地,所述胶粘剂为聚醋酸乙烯或者聚丙烯酸酯,其中,所述聚醋酸乙烯的厚度以及所述聚丙烯酸酯的厚度为0.4
‑
1.0mm。
57.优选地,所述sgp胶片厚度为2.28mm。
58.优选地,通过上述任一项所述方法制备得到所述超厚sgp夹层玻璃。
59.实施例一:
60.对玻璃原片进行清洗处理,并在35
‑
45摄氏度的真空中对清洗后的所述玻璃原片进行干燥处理20
‑
30分钟;
61.将干燥处理后的所述玻璃原片,经过添加有高温增塑剂的聚氯乙烯蒸汽炉,使得聚氯乙烯在所述玻璃原片表面玻璃化,形成玻璃原片半成品,其中,所述蒸汽炉内的温度为85摄氏度,玻璃化时长为32分钟;
62.在所述玻璃原片半成品外涂覆一层聚醋酸乙烯,聚醋酸乙烯厚度为0.4mm,得到玻璃坯片;
63.将所述涂覆胶粘剂后的所述玻璃坯片以及所述sgp胶片放入层压装置,并将所述sgp胶片平铺在所述玻璃坯片两面,sgp胶片厚度为2.28mm;
64.关闭真空门,对平铺所述sgp胶片后的所述玻璃坯片进行气泡撵除;并,
65.启动抽真空装置,以对密闭的工作间进行抽真空处理,其中,抽真空后的所述工作间的绝对压强为4kpa;
66.对所述层压装置进行升温,升温至150℃,并对涂覆胶粘剂后的所述玻璃坯片以及所述sgp胶片按照所述真空压合的温度135摄氏度,以及所述压合时长60分钟;
67.将真空压合后的涂覆胶粘剂后的所述玻璃坯片以及所述sgp胶片冷却降温至通气温度135摄氏度,得到降温玻璃坯片;
68.将所述降温玻璃坯片放进空气湿度为70%,空气温度为135摄氏度的烘箱进行烘烤,并启动计时;
69.在所述计时时长达到预设时长25min的情况下,打开所述真空门,得到所述压合玻璃片;
70.将耐火涂料喷涂到所述压合玻璃片表面,得到耐火玻璃片,其中,喷涂厚度为0.35mm,喷涂温度为350摄氏度;
71.待所述耐火玻璃冷却到105摄氏度后,在所述耐火玻璃片的第一表面涂覆聚酯物,并在固化处理后的涂覆聚酯物后的一面压合一玻璃原片,其中,所述聚酯物的厚度为1mm;
72.将一玻璃原片与所述耐火玻璃片的第二表面正对,并采用压力为300kpa~350kpa的压力压合,得到所述超厚sgp夹层玻璃。
73.实施例二:
74.对玻璃原片进行清洗处理,并在35
‑
45摄氏度的真空中对清洗后的所述玻璃原片进行干燥处理20
‑
30分钟;
75.将干燥处理后的所述玻璃原片,经过添加有高温增塑剂的聚氯乙烯蒸汽炉,使得聚氯乙烯在所述玻璃原片表面玻璃化,形成玻璃原片半成品,其中,所述蒸汽炉内的温度为88摄氏度,玻璃化时长为30分钟;
76.在所述玻璃原片半成品外涂覆一层聚醋酸乙烯,聚醋酸乙烯厚度为0.5mm,得到玻璃坯片;
77.将所述涂覆胶粘剂后的所述玻璃坯片以及所述sgp胶片放入层压装置,并将所述sgp胶片平铺在所述玻璃坯片两面,sgp胶片厚度为2.28mm;
78.关闭真空门,对平铺所述sgp胶片后的所述玻璃坯片进行气泡撵除;并,
79.启动抽真空装置,以对密闭的工作间进行抽真空处理,其中,抽真空后的所述工作间的绝对压强为5kpa;
80.对所述层压装置进行升温,升温至200℃,并对涂覆胶粘剂后的所述玻璃坯片以及所述sgp胶片按照所述真空压合的温度125摄氏度,以及所述压合时长75分钟;
81.将真空压合后的涂覆胶粘剂后的所述玻璃坯片以及所述sgp胶片冷却降温至通气温度125摄氏度,得到降温玻璃坯片;
82.将所述降温玻璃坯片放进空气湿度为90%,空气温度为125摄氏度的烘箱进行烘烤,并启动计时;
83.在所述计时时长达到预设时长25min的情况下,打开所述真空门,得到所述压合玻璃片;
84.将耐火涂料喷涂到所述压合玻璃片表面,得到耐火玻璃片,其中,喷涂厚度为0.22mm,喷涂温度为300摄氏度;
85.待所述耐火玻璃冷却到112摄氏度后,在所述耐火玻璃片的第一表面涂覆聚酯物,并在固化处理后的涂覆聚酯物后的一面压合一玻璃原片,其中,所述聚酯物的厚度为3mm;
86.将一玻璃原片与所述耐火玻璃片的第二表面正对,并采用压力为300kpa~350kpa的压力压合,得到所述超厚sgp夹层玻璃。
87.实施例三:
88.对玻璃原片进行清洗处理,并在35
‑
45摄氏度的真空中对清洗后的所述玻璃原片进行干燥处理20
‑
30分钟;
89.将干燥处理后的所述玻璃原片,经过添加有高温增塑剂的聚氯乙烯蒸汽炉,使得聚氯乙烯在所述玻璃原片表面玻璃化,形成玻璃原片半成品,其中,所述蒸汽炉内的温度为87摄氏度,玻璃化时长为31分钟;
90.在所述玻璃原片半成品外涂覆一层聚丙烯酸酯,聚丙烯酸酯厚度为0.4mm,得到玻璃坯片;
91.将所述涂覆胶粘剂后的所述玻璃坯片以及所述sgp胶片放入层压装置,并将所述sgp胶片平铺在所述玻璃坯片两面,sgp胶片厚度为2.28mm;
92.关闭真空门,对平铺所述sgp胶片后的所述玻璃坯片进行气泡撵除;并,
93.启动抽真空装置,以对密闭的工作间进行抽真空处理,其中,抽真空后的所述工作间的绝对压强为6kpa;
94.对所述层压装置进行升温,升温至180℃,并对涂覆胶粘剂后的所述玻璃坯片以及所述sgp胶片按照所述真空压合的温度130摄氏度,以及所述压合时长70分钟;
95.将真空压合后的涂覆胶粘剂后的所述玻璃坯片以及所述sgp胶片冷却降温至通气温度130摄氏度,得到降温玻璃坯片;
96.将所述降温玻璃坯片放进空气湿度为80%,空气温度为130摄氏度的烘箱进行烘烤,并启动计时;
97.在所述计时时长达到预设时长30min的情况下,打开所述真空门,得到所述压合玻璃片;
98.将耐火涂料喷涂到所述压合玻璃片表面,得到耐火玻璃片,其中,喷涂厚度为0.3mm,喷涂温度为330摄氏度;
99.待所述耐火玻璃冷却到130摄氏度后,在所述耐火玻璃片的第一表面涂覆聚酯物,并在固化处理后的涂覆聚酯物后的一面压合一玻璃原片,其中,所述聚酯物的厚度为2mm;
100.将一玻璃原片与所述耐火玻璃片的第二表面正对,并采用压力为300kpa~350kpa的压力压合,得到所述超厚sgp夹层玻璃。
101.实施例四:
102.对玻璃原片进行清洗处理,并在35
‑
45摄氏度的真空中对清洗后的所述玻璃原片进行干燥处理20
‑
30分钟;
103.将干燥处理后的所述玻璃原片,经过添加有高温增塑剂的聚氯乙烯蒸汽炉,使得聚氯乙烯在所述玻璃原片表面玻璃化,形成玻璃原片半成品,其中,所述蒸汽炉内的温度为85摄氏度,玻璃化时长为33分钟;
104.在所述玻璃原片半成品外涂覆一层聚丙烯酸酯,聚丙烯酸酯厚度为0.4mm,得到玻璃坯片;
105.将所述涂覆胶粘剂后的所述玻璃坯片以及所述sgp胶片放入层压装置,并将所述sgp胶片平铺在所述玻璃坯片两面,sgp胶片厚度为2.28mm;
106.关闭真空门,对平铺所述sgp胶片后的所述玻璃坯片进行气泡撵除;并,
107.启动抽真空装置,以对密闭的工作间进行抽真空处理,其中,抽真空后的所述工作间的绝对压强为10kpa;
108.对所述层压装置进行升温,升温至200℃,并对涂覆胶粘剂后的所述玻璃坯片以及所述sgp胶片按照所述真空压合的温度135摄氏度,以及所述压合时长70分钟;
109.将真空压合后的涂覆胶粘剂后的所述玻璃坯片以及所述sgp胶片冷却降温至通气温度135摄氏度,得到降温玻璃坯片;
110.将所述降温玻璃坯片放进空气湿度为90%,空气温度为130摄氏度的烘箱进行烘烤,并启动计时;
111.在所述计时时长达到预设时长30min的情况下,打开所述真空门,得到所述压合玻璃片;
112.将耐火涂料喷涂到所述压合玻璃片表面,得到耐火玻璃片,其中,喷涂厚度为
0.3mm,喷涂温度为330摄氏度;
113.待所述耐火玻璃冷却到130摄氏度后,在所述耐火玻璃片的第一表面涂覆聚酯物,并在固化处理后的涂覆聚酯物后的一面压合一玻璃原片,其中,所述聚酯物的厚度为2mm;
114.将一玻璃原片与所述耐火玻璃片的第二表面正对,并采用压力为300kpa~350kpa的压力压合,得到所述超厚sgp夹层玻璃。
115.以上结合附图详细描述了本公开的优选实施方式,但是,本公开并不限于上述实施方式中的具体细节,在本公开的技术构思范围内,可以对本公开的技术方案进行多种简单变型,这些简单变型均属于本公开的保护范围。
116.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本公开对各种可能的组合方式不再另行说明。
117.此外,本公开的各种不同的实施方式之间也可以进行任意组合,只要其不违背本公开的思想,其同样应当视为本公开所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1