智能穿戴设备外壳及其制作方法与流程
1.本发明涉及智能穿戴领域,更为具体地涉及一种智能穿戴设备外壳及其制作方法。
背景技术:
2.智能穿戴应用领域广阔,市场潜力巨大;目前,国内的虚拟现实产业还处于启动期,自2015年以来,参与到虚拟现实领域的企业大幅增加。在大幅资本的推动下,将会有越来越多的企业涉足虚拟现实领域,大量头戴眼镜盒子、外接式头戴显示器、vr眼镜等智能穿戴设备将进一步向消费级市场拓展,中国虚拟现实的市场规模将逐渐迎来爆发,因此,对于智能穿戴设备产品的关注度也与日俱增。
3.智能穿戴设备外壳的材质常见的主要为pc、pa、pp、abs等,这类材料的智能穿戴设备外壳的材料设计性不足,外壳重量大,佩戴舒适性差,外观处理工艺复杂。此外,智能穿戴设备对于外壳材料的基本要求包括耐抗衰、耐光老化、耐化学腐蚀、表面光泽度要好、易于着色等,上述这些材质很难满足所有的要求。另外,在满足性能的前提下,智能穿戴设备外壳还需要尽可能达到轻量化的需求,以提升用户的佩戴舒适度;显然,现有的智能穿戴设备外壳达不到上述效果。
4.基于以上几个技术问题,亟需一种高强度、低质量的智能穿戴设备外壳。
技术实现要素:
5.鉴于上述问题,本发明的目的是提供一种智能穿戴设备外壳及其制作方法,以解决现有的智能穿戴设备外壳整体重量高、耐磨性差的问题。
6.本发明实施例中提供的智能穿戴设备外壳包括嵌件和注塑在所述嵌件上的主体外壳;其中,
7.所述主体外壳将所述嵌件全包覆或通过结合面与所述嵌件相连;并且,
8.所述嵌件包括至少一层碳纤维预浸料铺层。
9.此外,优选的方案是,所述嵌件包括泡沫层和两层所述碳纤维预浸料铺层,并且,两层所述碳纤维预浸料铺层分别设置在泡沫层的上、下两表面。
10.此外,优选的方案是,所述碳纤维预浸料铺层为单向碳纤维预浸料铺层;并且,
11.所述单向碳纤维预浸料铺层包括至少两层单向碳纤维预浸料层。
12.此外,优选的方案是,所述碳纤维预浸料铺层为双向编织碳纤维预浸料铺层;并且,
13.所述双向编织碳纤维预浸料铺层包括至少一层双向编织碳纤维预浸料层。
14.此外,优选的方案是,所述碳纤维预浸料铺层为共混碳纤维预浸料铺层;并且,
15.所述共混碳纤维预浸料铺层的纤维层包括srpp(自我增强型pp)、芳纶、玻纤中的至少一种以及碳纤维,其中,所述碳纤维的含量至少为50%。
16.此外,优选的方案是,在所述碳纤维预浸料铺层中的树脂基体中添加有碳纤维粉;
其中,
17.所述树脂基体中的所述碳纤维粉的质量含量范围为5%
‑
25%。
18.此外,优选的方案是,所述碳纤维粉的直径范围为4~7μm,长度范围为0.01~12mm。
19.此外,优选的方案是,所述主体外壳的材料为工程塑料或铝或阻尼材料。
20.另一方面,本发明还提供一种智能穿戴设备外壳制作方法,用于制作如前述的智能穿戴设备外壳;所述方法包括:
21.制备嵌件,所述嵌件包括至少一层碳纤维预浸料铺层;
22.嵌件注塑,将所述嵌件放入注塑模具内,并向所述注塑模具中注射塑胶材料,注塑后形成智能穿戴设备外壳。
23.此外,优选的方案是,制备所述嵌件的过程包括:
24.制备碳纤维预浸料铺层;
25.在预设料坯模具中铺设所述碳纤维预浸料铺层,并热压成型料坯半成品;
26.对所述料坯半成品进行修整,以形成所述嵌件。
27.从上面的技术方案可知,本发明提供的智能穿戴设备外壳与现有的智能穿戴设备外壳相比,在同等性能的前提下,可将智能穿戴设备的外壳厚度设计的更小,降低整个装置的重量;此外,若在同等外壳厚度的前提下,则可做到更小的密度,同时性能不会损失;此外,通过在树脂基体中增加碳纤维粉,抗开裂性大幅提升并能够优化表观及增强耐磨性;另外,本发明提供的智能穿戴设备外壳质量轻强度高,密度可进行设计,嵌件最低密度可达到0.5g/cm3;轻量化外壳,可设计性强;嵌件与注塑塑胶结合力良好,优于其他材质。
28.为了实现上述以及相关目的,本发明的一个或多个方面包括后面将详细说明的特征。下面的说明以及附图详细说明了本发明的某些示例性方面。然而,这些方面指示的仅仅是可使用本发明的原理的各种方式中的一些方式。此外,本发明旨在包括所有这些方面以及它们的等同物。
附图说明
29.通过参考以下结合附图的说明,并且随着对本发明的更全面理解,本发明的其它目的及结果将更加明白及易于理解。在附图中:
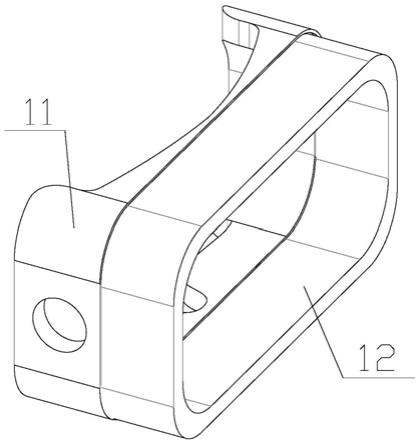
30.图1为本发明实施例提供的智能穿戴设备外壳的立体图;
31.图2为本发明实施例提供的单向碳纤维预浸料铺层的结构图;
32.图3为本发明实施例提供的双向编织碳纤维预浸料铺层的结构图;
33.图4为本发明实施例提供的泡沫层及其上、下两侧碳纤维预浸料铺层的结构图;
34.图5为本发明实施例提供的智能穿戴设备外壳的制作方法的流程图;
35.其中的附图标记包括:主体外壳11、嵌件12、单向碳纤维预浸料铺层1、双向编织碳纤维预浸料铺层3、碳纤维预浸料铺层4、泡沫层5。
36.在所有附图中相同的标号指示相似或相应的特征或功能。
具体实施方式
37.为详细描述本发明的智能穿戴设备外壳的结构,以下将结合附图对本发明的具体
实施例进行详细描述。
38.图1为本发明实施例提供的智能穿戴设备外壳的立体结构,由图1可知,本发明提供的智能穿戴设备外壳包括作为外壳支撑主体的嵌件12以及注塑在所述嵌件12上的主体外壳11;其中,所述主体外壳11将所述嵌件12全包覆或通过结合面与所述嵌件12相连以形成本发明实施例提供的智能穿戴设备外壳的整体结构,通过在主体外壳11和嵌件12之间设计一定的结合面甚至使主体外壳11将嵌件12完全包覆,能够有效避免嵌件12与注塑树脂的结合处产生的缺陷。
39.需要说明的是,为提升智能穿戴设备外壳的耐高温、抗摩擦的性能,并降低智能穿戴设备外壳的整体重量,所述嵌件12包括至少一层碳纤维预浸料铺层。具体地,碳纤维及其复合材料具备优异的耐高温、抗摩擦、导电、导热及耐腐蚀等特性,尤其在外壳轻量化方面具备较大的优势,通过引入碳纤维材料并制备相应的预浸料铺层结构,在满足性能前提下可大幅降低智能穿戴设备外壳整体的重量,同时满足智能穿戴外壳多方面的性能需求。
40.具体地,图2示出了本发明实施例提供的单向碳纤维预浸料铺层1的结构,由图2可知,所述碳纤维预浸料铺层可以为单向碳纤维预浸料铺层1;并且,所述单向碳纤维预浸料铺层1包括至少两层单向碳纤维预浸料层。需要说明的是,单向碳纤维预浸料铺层1为由至少两层单向碳纤维预浸料层上下铺设形成的铺层结构,为提升单向碳纤维预浸料铺层1的结构性能,需要对单向碳纤维预浸料铺层1的铺层角度进行设计,例如不同层的角度可设计为30/30/30/30
…
、90/90/90/90
…
、30/90/30/90
…
、45/45/45/45
…
等,此外,为满足嵌件12的性能需求,单层碳纤维预浸料厚度需要设置在30~125μm之间,单向碳纤维预浸料铺层1的整体厚度需要≤1.2mm。
41.此外,图3示出了本发明实施例提供的双向编织碳纤维预浸料铺层3的结构,由图3可知,所述碳纤维预浸料铺层也可以为双向编织碳纤维预浸料铺层3;并且,所述双向编织碳纤维预浸料铺层3包括至少一层双向编织碳纤维预浸料层。需要说明的是,双向编织碳纤维预浸料铺层3为由至少一层双向编织碳纤维预浸料层上下铺设形成的铺层结构,其中,双向编织碳纤维预浸料层的铺层角度与单向碳纤维预浸料铺层1相同,并且,为满足嵌件12的性能需求,单层的双向编织碳纤维预浸料的厚度需要设置在60~250μm之间,双向编织碳纤维预浸料铺层3的整体厚度需要≤1.2mm。
42.需要说明的是,碳纤维预浸料铺层由多层的碳纤维预浸料层(可以为单向碳纤维预浸料层或双向编织碳纤维预浸料层)铺设而成。其中,碳纤维预浸料层的制备过程为:将碳纤维层(包括单向碳纤维层或双向编织碳纤维层)浸渍于预浸料胶液(一种树脂胶液)中以在碳纤维层的表面形成一层树脂基体,从而形成纤维预浸料层,其中的树脂基体可以选用热固型树脂,包括环氧树脂、酚醛树脂、双马来酰亚胺树脂、聚酯树脂等;也可以选用热塑型树脂,包括聚酰亚胺树脂、乙烯基树脂等。
43.需要说明的是,单向碳纤维预浸料铺层1和双向编织碳纤维预浸料铺层3都有相应的优点和缺点,碳纤维预浸料选择单向纤维铺层(即单向碳纤维预浸料铺层1)的优点是易设计,可做到较低的厚度,最低可做到30μm;缺点是:具备明显的取向性,某一方向使用过程中会导致边缘裂纹缺陷,长纤维预浸料会导致大批的开缝;碳纤维预浸料选择编织预浸料铺层(双向编织碳纤维预浸料铺层3)的优点是能够解决各向异性的问题,缺点是可设计性差,碳纤维编织角度固定,可设计性差,厚度较厚。基于以上问题,碳纤维预浸料的种类可根
据实际需求选择。
44.此外,为进一步提升碳纤维预浸料铺层的整体强度和耐磨性,可以在单向碳纤维预浸料层或双向编织碳纤维预浸料铺层3中树脂基体中添加碳纤维粉,碳纤维粉为经长纤维表面处理、工艺研磨、显微甄别、高温烘干后制得的长圆柱形微粒,直径范围为4~7μm,长度范围为0.01~12mm,比表面积大于0.321663m2/g。需要说明的是,树脂基体中的碳纤维粉的质量含量为5%
‑
25%,并且,碳纤维粉需进行表面处理(硅烷偶联剂或等离子处理等方式)及分散处理(分散剂为甲基纤维素(mc)、羧甲基纤维素钠(cmc)、羟乙基纤维素(hec)等),碳纤维层中的长纤维的质量含量为40%
‑
75%。
45.通过在树脂基体中添加碳纤维粉,能够改善碳纤维层中的长纤维在预浸过程中造成的开缝缺陷,提高碳纤维层的整体强度和耐磨性,碳纤维级别为t600~t1000,模量为m30~m60。
46.此外,为进一步节约成本,所述碳纤维预浸料铺层可以设置为共混碳纤维预浸料铺层;并且,所述共混碳纤维预浸料铺层的纤维层(对应碳纤维预浸料铺层中的碳纤维层)包括srpp(自增强聚丙型)、芳纶、玻纤中的至少一种以及碳纤维,其中,所述碳纤维含量至少为50%。选用srpp、芳纶、玻纤中的至少一种与碳纤维混用,能够在保证性能的前提下,减少碳纤维的使用量,降低制作成本。需要说明的是,共混碳纤维预浸料铺层的铺层过程与单向碳纤维预浸料铺层1或双向编织碳纤维预浸料铺层3相同,并且,为满足嵌件12的性能需求,共混碳纤维预浸料铺层的整体厚度需要≤2mm。
47.此外,为在保证智能穿戴设备外壳的各项性能需求的前提下,进一步降低vr设备外壳的整体重量,图4示出了本发明实施例提供的泡沫层5及其上、下两侧碳纤维预浸料铺层的结构,由图4可知,可以将嵌件12设计为三明治结构;具体地,所述碳纤维预浸料铺层可以设置两层,并且,所述嵌件12还包括泡沫层5;其中,两层所述碳纤维预浸料铺层分别设置在泡沫层5的上、下两表面。通过在泡沫层5的上、下两表面设置碳纤维预浸料铺层,能够使嵌件12的外壁整体均为碳纤维预浸料铺层,确保保证智能穿戴设备外壳的各项性能需求,并且,由于泡沫层5在同等体积下具有更低的重量,可以进一步降低智能穿戴设备外壳的整体重量。
48.需要说明的是,在三明治结构的嵌件12中,分别设置在泡沫层5的上、下两表面的碳纤维预浸料铺层通常选用双向编织碳纤维预浸料铺层3,双向编织碳纤维预浸料铺层3的面密度通常设置为70g/m2
‑
300g/m2;所述双向编织碳纤维预浸料铺层3的厚度为40~160μm。此外,对于泡沫层5中泡沫材料的选择,可以包括pmi、pet等泡沫,密度为0.07~0.3g/cm3,厚度为0.4~1.6mm。
49.此外,优选的方案是,所述主体外壳11为工程塑料制件(包括pc(聚碳酸酯)制件、abs(指丙烯腈
‑
丁二烯
‑
苯乙烯共聚物)制件、pa(尼龙)制件及其复合材料等)或铝制件或阻尼材料制件。
50.此外,主体外壳11与嵌件12为保证结合性能,正面结合面接触宽度需要≥2mm。
51.需要说明的是,上述智能穿戴设备可以为vr(虚拟现实)设备、头戴眼镜盒子、外接式头戴显示器、ar设备等穿戴式的电子设备,以vr设备外壳为例,vr设备外壳可以包括上述嵌件12和注塑在嵌件上的主体外壳11;其中,主体外壳11将嵌件12全包覆或通过结合面与嵌件12相连;并且,嵌件12包括至少一层碳纤维预浸料铺层;通过设置这种结构的vr设备外
壳可将vr设备的厚度设计的更小,显著降低整个vr设备的重量。
52.另一方面,本发明还提供一种智能穿戴设备外壳制作方法,用于制作如前述的智能穿戴设备外壳;所述方法包括:
53.制备嵌件12,所述嵌件12包括至少一层碳纤维预浸料铺层;
54.嵌件12注塑,将所述嵌件12放入注塑模具内,并向所述注塑模具中注射塑胶材料,注塑后形成智能穿戴设备外壳。
55.具体地,制备所述嵌件12的过程包括:
56.制备碳纤维预浸料铺层;
57.在预设料坯模具中铺设所述碳纤维预浸料铺层,并热压成型料坯半成品;
58.对料坯半成品进行修整,以形成所述嵌件12。
59.此外,图5示出了本发明实施例提供的智能穿戴设备外壳的制作方法的具体流程图,下面结合图5对发明实施例提供的智能穿戴设备外壳的制作方法的过程进行详细说明。
60.根据智能穿戴设备外壳的尺寸需求,进行胚料铺层(即碳纤维预浸料铺层)制备,主要过程包括制备碳纤维预浸料和对碳纤维预浸料进行铺层;
61.根据智能穿戴设备外壳的结构需求,选择相应的胚料模具,并将制好的胚料即碳纤维预浸料铺层放入其中;
62.进行热压成型,形成料坯半成品;
63.对料坯半成品进行脱模处理,取出料坯半成品;
64.对料坯半成品进行修整;
65.嵌件12注塑,初步形成智能穿戴设备外壳产品;
66.对注塑后智能穿戴设备外壳产品进行后处理,并检查包装。
67.通过上述一系列制作过程,即可完成本发明提供的智能穿戴设备外壳的制作,形成最终产品。
68.如上参照附图以示例的方式描述了根据本发明提出智能穿戴设备外壳及其制作方法。但是,本领域技术人员应当理解,对于上述本发明所提出的智能穿戴设备外壳及其制作方法,还可以在不脱离本发明内容的基础上做出各种改进。因此,本发明的保护范围应当由所附的权利要求书的内容确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1