一种具有三维效果的复合膜及其制作工艺的制作方法
1.本发明属于复合膜技术领域,特别涉及一种具有三维效果的复合膜及其制作工艺。
背景技术:
2.目前软塑包装复合膜的外观呈现方式主要有局部亮光与哑光凸显、光变外观、金砂效果、开窗效果触变油墨、温变油墨等,这些呈现效果能帮助包装增加很多吸引力,但是随着长时间的应用,这类包装已经不再符合包装标新立异的需求,而在硬质塑料、装帧画等硬质包装上,渐渐兴起了三维效果的包装画面,使得这样具有三维画面的硬质包装盒具有更耀眼的视觉感官,提高消费者购买欲望,但在软塑包装中一直未得以应用。
3.因此,一种具有三维效果的复合膜及其制作工艺亟待出现。
技术实现要素:
4.本发明提供一种具有三维效果的复合膜及其制作工艺,用以解决现有的软塑包装复合膜不具有三维外观包装效果的技术问题。
5.本发明通过下述技术方案实现:一种具有三维效果的复合膜,包括膜本体,所述膜本体包括外层膜和内层膜,所述外层膜与内层膜之间设有透明层,所述外层膜上印刷有第一图案,所述内层膜上印刷有与第一图案形状相同的第二图案,所述第一图案比第二图案各边缘缩进0.2mm
‑
0.3mm。
6.进一步地,为了更好地实现本发明,还包括阻隔层,所述阻隔层复合在所述内层膜一侧。
7.进一步地,为了更好地实现本发明,还包括热封层,所述热封层复合在所述阻隔层一侧。
8.一种具有三维效果复合膜的制作工艺,包括以下步骤:
9.步骤一:准备印刷膜和印刷辊,在印刷膜的中间设置分切线,所述分切线将印刷膜划分为所述外层膜和内层膜,所述印刷辊上设有与第一图案对应的第一印刷区域和与第二图案对应的第二印刷区域,所述外层膜和内层膜通过印刷辊同步分别印刷出第一图案与第二图案;
10.步骤二:将步骤一印刷后的所述印刷膜烘干后,经第一导向辊引导导正,进入分切机,所述分切机通过分切线切分开所述内层膜和外层膜,所述内层膜经过第二导向辊向一侧牵引,所述外层膜经过第三导向辊向另一侧牵引;
11.步骤三:经步骤二牵引后的所述内层膜和外层膜重新对齐并同步穿过第一挤压辊组,所述第一挤压辊组包括第一挤压辊和第二挤压辊,所述第一挤压辊和第二挤压辊之间设有用于在内层膜和外层膜之间复合透明层的挤出模头,所述内层膜、透明层和外层膜通过第一挤压辊组挤压热封成一体。
12.进一步地,为了更好地实现本发明,所述第一挤压辊组的出膜侧设有第二挤压辊
组,所述内层膜与阻隔层通过第二挤压辊组挤压热封成一体。
13.进一步地,为了更好地实现本发明,所述第二挤压辊组的出膜侧设有第三挤压辊组,所述阻隔层和热封层通过第三挤压辊组挤压热封成一体。
14.进一步地,为了更好地实现本发明,所述阻隔层为al膜或vmpet膜或pet膜或kpet膜。
15.进一步地,为了更好地实现本发明,所述热封膜为pe膜或cpp膜。
16.进一步地,为了更好地实现本发明,所述透明层为pe膜或cpp膜的熔融态。
17.进一步地,为了更好地实现本发明,所述印刷膜为pet膜或bopp膜或bopa膜。
18.本发明相较于现有技术具有以下有益效果:
19.本发明提供的具有三维效果的复合膜包括膜本体,膜本体包括外层膜和内层膜,外层膜与内层膜之间设有透明层,外层膜上印刷有第一图案,内层膜上印刷有与第一图案形状相同的第二图案,第一图案区域比第二图案各边缘缩进0.2mm
‑
0.3mm,采用该结构,通过使第一图案相较于第二图案的边缘缩进一定的距离,使外层膜上的第一图案向内层膜上的第二图案的一侧错开0.2m
‑
0.3mm,从而产生三维立体效果,外层膜与内层膜之间设置的透明层,增强了第二图案透过透明层时的折射效应,进而放大了三维效果,使得膜本体呈现出强烈的三维立体图案,增强了展示效果,提高消费者购买欲望。
20.本发明还提供一种一种具有三维效果复合膜的制作工艺,包括以下步骤:
21.步骤一:准备印刷膜和印刷辊,在印刷膜的中间设置分切线,所述分切线将印刷膜划分为所述外层膜和内层膜,所述印刷辊上设有与第一图案对应的第一印刷区域和与第二图案对应的第二印刷区域,所述外层膜和内层膜通过印刷辊同步分别印刷出第一图案与第二图案;
22.步骤二:将步骤一印刷后的所述印刷膜烘干后,经第一导向辊引导导正,进入分切机,所述分切机通过分切线切分开所述内层膜和外层膜,所述内层膜经过第二导向辊向一侧牵引,所述外层膜经过第三导向辊向另一侧牵引;
23.步骤三:经步骤二牵引后的所述内层膜和外层膜重新对齐并同步穿过第一挤压辊组,所述第一挤压辊组包括第一挤压辊和第二挤压辊,所述第一挤压辊和第二挤压辊之间设有用于在内层膜和外层膜之间复合透明层的挤出模头,所述内层膜、透明层和外层膜通过第一挤压辊组挤压热封成一体。
24.运用此工艺,使印刷膜在一个印刷辊上同步印刷出第一图案和第二图案、同步分切出内层膜和外层膜、同步对齐并复合成膜本体,从而使膜本体上的第一图案与第二图案的缩进值精确控制在所需的范围内,避免因错位严重造成三维失效的问题,使得此工艺支撑的软塑包装复合膜也能呈现出美轮美奂的三维图案效果。
附图说明
25.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
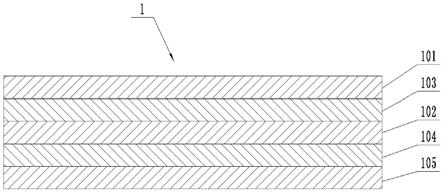
26.图1是本发明中的具有三维效果的复合膜的结构示意图;
27.图2是本发明中的具有三维效果的复合膜的三维效果示意图;
28.图3是本发明中的具有三维效果的复合膜的制作工艺的工艺流程图。
29.图中:
[0030]1‑
膜本体;101
‑
外层膜;102
‑
内层膜;103
‑
透明层;104
‑
阻隔层;105
‑
热封层;2
‑
第一图案;3
‑
第二图案;4
‑
印刷膜;41
‑
分切线;5
‑
印刷辊;51
‑
第一印刷区域;52
‑
第二印刷区域;6
‑
第一引导辊;7
‑
第二引导辊;8
‑
第三引导辊;9
‑
第一挤压辊组;91
‑
第一挤压辊;92
‑
第二挤压辊;10
‑
挤出模头;11
‑
第二挤压辊组;12
‑
第三挤压辊组;13
‑
分切机。
具体实施方式
[0031]
为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的技术方案进行详细的描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本发明所保护的范围。
[0032]
在本发明的描述中,需要说明的是,除非另有说明,
″
多个
″
的含义是两个或两个以上;术语
″
上
″
、
″
下
″
、
″
左
″
、
″
右
″
、
″
内
″
、
″
外
″
、
″
前端
″
、
″
后端
″
、
″
头部
″
、
″
尾部
″
等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语
″
第一
″
、
″
第二
″
、
″
第三
″
等仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0033]
在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语
″
安装
″
、
″
相连
″
、
″
连接
″
应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可视具体情况理解上述术语在本发明中的具体含义。
[0034]
实施例1:
[0035]
本实施例中,一种具有三维效果的复合膜,如图1和图2所示,包括膜本体1,上述膜本体1包括外层膜101和内层膜102,上述外层膜101与内层膜102之间设有透明层103,上述透明层103用于产生光的折射作用,上述外层膜101上印刷有第一图案2,上述内层膜102上印刷有与上述第一图案2形状相同的第二图案3,上述第一图案2比第二图案3各边缘缩进0.2mm
‑
0.3mm,使第一图案2与第二图案3错开一定的距离。
[0036]
采用该结构,通过使上述第一图案2相较于上述第二图案3的边缘缩进一定的距离,使上述外层膜101上的第一图案2向上述内层膜102上的第二图案3的一侧错开0.2m
‑
0.3mm,从而产生三维立体效果,上述外层膜101与内层膜102之间设置的上述透明层103,增强了上述第二图案3透过上述透明层103时的折射效应,进而放大了三维效果,使得上述膜本体1呈现出强烈的三维立体图案,增强了展示效果,提高消费者购买欲望。
[0037]
本实施例中,如图1所示,还包括阻隔层104,上述阻隔层104复合在上述内层膜102一侧,上述阻隔层104起着阻隔气体、水蒸气接触到被包装物的作用,同时也起着从上述内层膜102一侧阻光的作用,使上述外层膜101侧呈现图案,隔绝包装盒图案。
[0038]
进一步的,如图1所示,还包括热封层105,上述热封层105复合在上述阻隔层104一侧,上述热封层105用于与被包装物直接接触,便于与被包装物热合包装。
[0039]
实施例2:
[0040]
本实施例中,一种具有三维效果的复合膜的制作工艺,如图3所示,包括以下步骤:
[0041]
步骤一:准备印刷膜4和印刷辊5,在印刷膜4的中间设置分切线41,上述分切线41将印刷膜4划分为上述外层膜101和内层膜102,上述印刷辊5上设有与第一图案2对应的第一印刷区域51和与第二图案3对应的第二印刷区域52,上述外层膜101和内层膜102通过印刷辊5同步分别印刷出第一图案2与第二图案3;
[0042]
步骤二:将步骤一印刷后的上述印刷膜4烘干后,经第一导向辊6引导导正,进入分切机13,上述分切机13通过分切线41切分开上述内层膜102和外层膜101,上述内层膜102经过第二导向辊7向一侧牵引,上述外层膜101经过第三导向辊8向另一侧牵引;
[0043]
步骤三:经步骤二牵引后的上述内层膜102和外层膜101重新对齐并同步穿过第二挤压辊组9,上述第二挤压辊组9包括第一挤压辊91和第二挤压辊92,上述第一挤压辊91和第二挤压辊92之间设有用于在内层膜102和外层膜101之间复合透明层103的挤出模头10,上述内层膜102、透明层103和外层膜101通过第二挤压辊组9挤压热封成一体。
[0044]
运用此工艺,使上述印刷膜4在一个印刷辊5上同步印刷出上述第一图案2和第二图案3、同步分切出上述内层膜102和外层膜101、同步对齐并复合成膜本体1,从而使上述膜本体1上的第一图案2与第二图案3的缩进值精确控制在所需的范围内,避免因错位严重造成三维失效的问题,使得此工艺支撑的软塑包装复合膜也能呈现出美轮美奂的三维图案效果。
[0045]
本实施例中,如图3所示,上述印刷辊5的外表面沿轴向并排刻设有第一印刷区域51和第二印刷区域52,上述第一印刷区域51在上述外层膜101上印出第一图案2,上述第二印刷区域52在上述内层膜102上印出第二图案3,其中,上述分切线41设置在上述印刷膜4的正中间位置,使上述外层膜101和内层膜102的宽度尺寸相同,上述第一印刷区域51内的图案与第二印刷区域52内的图案相同且以上述分切线41为轴心相对设置,同时,将上述第一印刷区域51内的图案朝中间平移设置0.2mm
‑
0.3mm,当后续将上述外层膜101和内层膜102对齐贴平复合时,即可使得上述第一图案2能比第二图案3各边缘缩进0.2mm
‑
0.3mm,如图2所示,从而产生三维立体效果。
[0046]
需要说明的是,除了上述印刷辊5,也可以采用印刷板来在印刷上述第一图案2和第二图案3,在印刷板上刻设图案的原理与上述印刷辊5相同。
[0047]
本实施例中,上述第一导向辊6用以平整上述印刷膜4,使上述印刷膜4的分切线41对齐分切机13的分切机13构中心位置,从而顺利的从上述分切线41的位置分切出上尺寸大小相同的上述外层膜101和内层膜102,以便后续上述外层膜101和内层膜102可以规整的对齐复合。
[0048]
本实施例中,如图3所示,上述第二导向辊7和第三导向辊8的数量相同且均为多个,上述外层膜101和内层膜102分别通过多个第二导向辊7和第三导向辊8的导向和牵引作用,使上述外层膜101和内层膜102保持平整,上述第二导向辊7和第三导向辊8内还可以设置加热管等加热装置,缓慢烘干上述外层膜101和内层膜102,便于后续复合作业。
[0049]
本实施例中,如图3所示,上述内层膜102和外层膜101重新对齐并同步穿过上述第一挤压辊91和第二挤压辊92之间,上述挤压模头于第一挤压辊91和第二挤压辊92之间挤出用于形成上述透明层103的热封材料,使上述内层膜102和外层膜101通过透明层103热封成
一体,上述透明层103为pe膜或cpp膜的熔融态,冷凝后形成透明结构层,使上述内层膜102上的第二图案3可以穿透其印在上述外层膜101上,上述挤压模头可以调节熔融态的pe膜或cpp膜的添加量。
[0050]
实施例3:
[0051]
本实施例在实施例2的基础上做进一步优化,本实施例中,如图3所示,上述第二挤压辊组9的出膜侧设有第二挤压辊组11,上述内层膜102与阻隔层104通过第二挤压辊组11挤压热封成一体,上述第二挤压辊组11的出膜侧设有第三挤压辊组12,上述阻隔层104和热封层105通过第三挤压辊组12挤压热封成一体,从而得到本发明的具有三维效果的复合膜的最终成品,最后收卷并保存。
[0052]
本实施例中,上述阻隔层104优选为al膜或vmpet膜或pet膜或kpet膜,上述阻隔层104与上述内层膜102的复合方式可以为常规的无溶剂复合或干湿复合或挤出复合,优选为挤出复合。
[0053]
本实施例中,上述热封膜优选为pe膜或cpp膜或其他具有热封功能的薄膜。
[0054]
本实施例中,上述印刷膜4优为pet膜或bopp膜或bopa膜,上述印刷膜4的厚度越厚,三维效果越好,上述印刷辊5使用的油墨优选为具有变色效果的珠光大粒径颜料的油墨,同样可以增强三维效果。
[0055]
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1