一种PC薄膜与背胶精密贴合装置及贴合方法与流程
一种pc薄膜与背胶精密贴合装置及贴合方法
技术领域
1.本发明涉及背胶贴合技术领域,特别涉及一种pc薄膜与背胶精密贴合装置及贴合方法。
背景技术:
2.产品在贴背胶时,经常会遇到如何对位的问题,现有的产品在贴背时,通常需要用到模具来实现背胶与产品的对位,并通过模具实现背胶与产品的贴合。这种加工方式需要特定的模具,并且模具一次开合只能贴合一个产品,并且需要将产品置于模具并取出,工序繁琐,导致加工效率低。特别是当产品是pc薄膜时,由于产品具有柔性,常规模具也不能适用。因此,如何实现pc薄膜与背胶的精密贴合一直是行业内的难题。
技术实现要素:
3.本发明要解决的技术问题是提供一种结构合理、对位精度高、生产效率高的pc薄膜与背胶精密贴合方法。
4.为了解决上述问题,本发明提供了一种pc薄膜与背胶精密贴合装置,其包括机架,所述机架上设有:第一放料轴,所述第一放料轴用于放背胶,所述背胶为无基材背胶;第二放料轴,所述第二放料轴用于放pc薄膜;所述pc薄膜和背胶上均沿长度方向等间距预置有定位孔;压合机构,所述压合机构包括相互配合进行压合的上压辊和下压辊,所述下压辊上沿周向设有两组弹簧柱塞,两组中的弹簧柱塞一一对应设置,每组弹簧柱塞中的多个弹簧柱塞沿所述下压辊的周向等间距设置,所述弹簧柱塞用于在所述上压辊和下压辊对所述pc薄膜和背胶进行压合之前,通过定位珠与所述定位孔配合,将所述pc薄膜和背胶对位,并将对位的pc薄膜和背胶传输至所述上压辊和下压辊之间,在所述下压辊的带动下,运动至最顶端的定位珠在所述上压辊的作用下缩回腔体内。
5.作为本发明的进一步改进,还包括第一调节辊和第二调节辊,所述背胶和pc薄膜分别经过所述第一调节辊和第二调节辊进入所述压合机构,所述第一调节辊和第二调节辊调节所述背胶和pc薄膜进入所述压合机构的角度,使得在压合前,所述pc薄膜与背胶已被卷绕在所述下压辊上,且在卷绕前,至少两定位珠已对所述pc薄膜与背胶进行对位。
6.作为本发明的进一步改进,所述pc薄膜与背胶在被卷绕前的设有偏差角,使得定位珠能够依次通过背胶和pc薄膜上的定位孔,将背胶和pc薄膜对位。
7.作为本发明的进一步改进,所述偏差角为5
‑
20度。
8.作为本发明的进一步改进,每组弹簧柱塞包括n个弹簧柱塞,沿长度方向相邻两定位孔的中心间距为a,所述下压辊的半径为r,满足;n≥4。
9.作为本发明的进一步改进,n≥6。
10.作为本发明的进一步改进,还包括模切机构,用于对贴合后的pc薄膜和背胶进行模切,切出产品。
11.作为本发明的进一步改进,还包括收废轴,所述收废轴对模切产生的废料进行收卷。
12.本发明还提供了一种pc薄膜与背胶精密贴合方法,应用于上述任一所述的pc薄膜与背胶精密贴合装置,其包括以下步骤:a、将背胶卷材置于第一放料轴上,将pc薄膜卷材置于第二放料轴上;b、将所述上压辊向上调节使所述上压辊和下压辊之间的间隙变大,将背胶和pc薄膜牵引并穿过所述间隙,并使定位珠穿过背胶和pc薄膜上的定位孔对背胶和pc薄膜进行定位;c、将所述上压辊向下调节使所述上压辊和下压辊之间的间隙变小,使得所述上压辊和下压辊将背胶和pc薄膜压紧;d、所述上压辊和下压辊转动,对所述背胶和pc薄膜进行压合,同时牵引背胶和pc薄膜向前运动,所述弹簧柱塞在所述上压辊和下压辊对所述pc薄膜和背胶进行压合之前,通过定位珠与所述定位孔配合,将所述pc薄膜和背胶对位,并将对位的pc薄膜和背胶传输至所述上压辊和下压辊之间。
13.作为本发明的进一步改进,在步骤c之后,步骤d之前,还包括以下步骤:调节第一调节辊和第二调节辊的高度,进而调节所述背胶和pc薄膜进入所述压合机构的角度,使得在压合前,所述pc薄膜与背胶已被卷绕在所述下压辊上,且在卷绕前,至少两定位珠已对所述pc薄膜与背胶进行对位。
14.本发明的有益效果:本发明的pc薄膜与背胶精密贴合装置及方法通过滚压的方式实现pc薄膜与背胶的贴合,可以有效提升贴合效率,在贴合后可通过模切等方式切出产品。其通过在下压辊上设置弹簧柱塞,在上压辊和下压辊对pc薄膜和背胶进行压合之前,通过定位珠与定位孔配合,将pc薄膜和背胶对位,并将对位的pc薄膜和背胶传输至所述上压辊和下压辊之间,保证在压合时,pc薄膜和背胶已实现精密对位;同时,弹簧柱塞可以避免与pc薄膜和背胶硬接触,运动至最顶端的定位珠在上压辊的作用下可缩回腔体内,避免弹簧柱塞对正常压合产生影响。
15.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其他目的、特征和优点能够更明显易懂,以下特举较佳实施例,并配合附图,详细说明如下。
附图说明
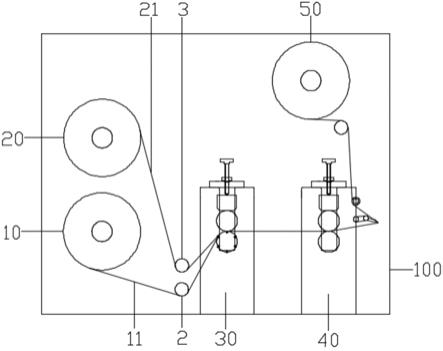
16.图1是本发明实施例中pc薄膜与背胶精密贴合装置的示意图;图2是本发明实施例中背胶、上压辊和下压辊的配合示意图;图3是图2在当前状态下沿a
‑
a的剖面图;图4是图2在下一状态下沿a
‑
a的剖面图。
17.标记说明:100、机架;1、定位孔;2、第一调节辊;3、第二调节辊;4、卷绕区域;10、第一放料轴;11、背胶;20、第二放料轴;21、pc薄膜;30、压合机构;31、上压辊;32、下压辊;33、
弹簧柱塞;40、模切机构;50、收废轴。
具体实施方式
18.下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
19.如图1
‑
2所示,为本发明优选实施例中的pc薄膜与背胶精密贴合装置,包括机架100,机架100上设有第一放料轴10、第二放料轴20和压合机构30。
20.第一放料轴10用于放背胶11,背胶11为无基材背胶11,第二放料轴20用于放pc薄膜21,pc薄膜21和背胶11上均沿长度方向等间距预置有定位孔1,pc薄膜21和背胶11上的定位孔1均设置有两组,两组定位孔1分别设于pc薄膜21和背胶11的两侧且一一对应设置。即沿pc薄膜21和背胶11长度方向相邻两定位孔1的间距恒定,沿宽度方向相邻两定位孔1的间距也恒定。
21.压合机构30包括相互配合进行压合的上压辊31和下压辊32,下压辊32上沿周向设有两组弹簧柱塞,两组中的弹簧柱塞33一一对应设置,两组弹簧柱塞33的间距与两组定位孔1的间距相匹配,每组弹簧柱塞中的多个弹簧柱塞33沿下压辊32的周向等间距设置。
22.弹簧柱塞33用于在上压辊31和下压辊32对pc薄膜21和背胶11进行压合之前,通过定位珠与定位孔1配合,将pc薄膜21和背胶11对位,并将对位的pc薄膜21和背胶11传输至上压辊31和下压辊32之间,在下压辊32的带动下,运动至最顶端的定位珠在上压辊31的作用下缩回腔体内。
23.其中,定位珠外露部分的直径与定位孔1的直径相匹配,优选的,定位珠外露部分的直径略大于定位孔1的直径,可以保证定位精度。同时,定位珠外露部分的体积大于定位珠总体积的三分之一。理论上,定位珠外露部分的体积越接近定位珠总体积的一半,则定位珠与定位孔1的配合越好,则定位效果越好。
24.本发明的pc薄膜与背胶精密贴合装置通过滚压的方式实现pc薄膜21与背胶11的贴合,可以有效提升贴合效率,在贴合后可通过模切等方式切出产品。本发明通过在下压辊32上设置弹簧柱塞33,在上压辊31和下压辊32对pc薄膜21和背胶11进行压合之前,通过定位珠与定位孔1配合,将pc薄膜21和背胶11对位,并将对位的pc薄膜21和背胶11传输至上压辊31和下压辊32之间,保证在压合时,pc薄膜21和背胶11已实现精密对位。
25.本发明中弹簧柱塞33可以避免与pc薄膜21和背胶11硬接触,运动至最顶端的定位珠在上压辊31的作用下可缩回腔体内,避免弹簧柱塞33对正常压合产生影响。
26.其中,每组弹簧柱塞包括n个弹簧柱塞33,沿长度方向相邻两定位孔1的中心间距为a,下压辊32的半径为r,满足;n≥4。优选的,n≥6,保证在任一时刻,至少一对弹簧柱塞33位于pc薄膜21与背胶11上的定位孔1中。
27.在一些实施例中,该装置还包括第一调节辊2和第二调节辊3,背胶11和pc薄膜21分别经过第一调节辊2和第二调节辊3进入压合机构30,第一调节辊2和第二调节辊3调节背胶11和pc薄膜21进入压合机构30的角度,使得在压合前,pc薄膜21与背胶11已被卷绕在下压辊32上,且在卷绕前,至少两(即同高度的一对)定位珠已对pc薄膜21与背胶11进行对位。
28.如图3所示,pc薄膜21与背胶11在被卷绕前的设有偏差角α,使得定位珠能够依次通过背胶11和pc薄膜21上的定位孔1,将背胶11和pc薄膜21对位。在定位时,定位柱首先穿过背胶11上的定位孔1,然后穿过pc薄膜21上的定位孔1,依次对背胶11和pc薄膜21进行精密对位,精密对位后的pc薄膜21与背胶11被卷绕在下压辊32上,此时,由于背胶11的粘性,背胶11已与pc薄膜21预粘合,之后,再通过上压辊31和下压辊32配合对预粘合的背胶11和pc薄膜21进行压合。优选的,偏差角α为5
‑
20度。
29.图3为图2的当前状态,此时,有一对弹簧柱塞33运动至最顶端,下一对弹簧柱塞33正在穿过背胶11和pc薄膜21上的定位孔1对背胶11和pc薄膜21进行定位;而如图4所示,在下一状态时,下一对弹簧柱塞33已实现对背胶11和pc薄膜21的定位,并位于下压辊32的卷绕区域4,此时,再下一对弹簧柱塞33刚刚进入背胶11上的定位孔1中。
30.在其他实施例中,该装置还包括模切机构40,用于对贴合后的pc薄膜21和背胶11进行模切,切出产品。优选的,模切机构40可选用圆刀模切等,具体结构不再赘述。进一步的,该装置还包括收废轴50,收废轴50对模切产生的废料进行收卷。
31.本发明优选实施例还公开了一种pc薄膜21与背胶11精密贴合方法,应用于上述实施例中的pc薄膜与背胶精密贴合装置,该方法包括以下步骤:a、将背胶11卷材置于第一放料轴10上,将pc薄膜21卷材置于第二放料轴20上;b、将上压辊31向上调节使上压辊31和下压辊32之间的间隙变大,将背胶11和pc薄膜21牵引并穿过间隙,并使定位珠穿过背胶11和pc薄膜21上的定位孔1对背胶11和pc薄膜21进行定位;c、将上压辊31向下调节使上压辊31和下压辊32之间的间隙变小,使得上压辊31和下压辊32将背胶11和pc薄膜21压紧;d、上压辊31和下压辊32转动,对背胶11和pc薄膜21进行压合,同时牵引背胶11和pc薄膜21向前运动,弹簧柱塞33在上压辊31和下压辊32对pc薄膜21和背胶11进行压合之前,通过定位珠与定位孔1配合,将pc薄膜21和背胶11对位,并将对位的pc薄膜21和背胶11传输至上压辊31和下压辊32之间。
32.在一些实施例中,在步骤c之后,步骤d之前,还包括以下步骤:调节第一调节辊2和第二调节辊3的高度,进而调节背胶11和pc薄膜21进入压合机构30的角度,使得在压合前,pc薄膜21与背胶11已被卷绕在下压辊32上,且在卷绕前,至少两定位珠已对pc薄膜21与背胶11进行对位。
33.以上实施例仅是为充分说明本发明而所举的较佳的实施例,本发明的保护范围不限于此。本技术领域的技术人员在本发明基础上所作的等同替代或变换,均在本发明的保护范围之内。本发明的保护范围以权利要求书为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1