一种防翘曲塑胶地板及其制备方法与流程
:
1.本发明涉及地板领域,具体讲是一种防翘曲塑胶地板及其制备方法。
背景技术:
2.利用塑胶材料制成地板,以取材木材,是现今塑胶地板开发的趋势。现有的塑胶地板的组成结构是于一基板表面贴上印刷层和耐磨层,耐磨层一般由耐磨损的塑胶材料制作而成,其具有极高的耐磨性和些许塑胶的收缩性,最常见的是在基板背面再设置与上方耐磨层材质相同的平衡层,作为平衡之用,如软质塑胶地板lvt,而基板较硬时如spc没有油分的地板靠其自身的硬度支撑平衡,这些地板背面设有平衡层的塑胶地板在受热或右重物压住时,塑胶地板相接处就会隆起,并导致卡扣部位产生脱扣,当环境温度冷却后在下降,因此现有技术的平衡层并无法解决塑胶地板耐磨层的翘曲问题。最常见的情况时,塑胶地板使用一端时间后,该耐磨层会因为阳光照射或者环境冷热温度的变化产生热胀冷缩,使该基板因为耐磨层的收缩而产生翘曲,造成使用上的问题。
技术实现要素:
3.本发明所要解决的技术问题是,提供一种使得塑胶地板在使用过程中,能防止基板因为耐磨层的收缩而产生翘曲问题的防翘曲塑胶地板,该防翘曲塑胶地板可增进使用品质以及结构的稳定性。
4.本发明的技术解决方案是,提供一种防翘曲塑胶地板,包括一基板、一设于基板上的印刷层、以及一设于该印刷层上的耐磨层,该基板内层或者底面至少设有不同于耐磨层材料的抗翘曲层或抗翘曲膜,该抗翘曲层或抗翘曲膜为受热时会产生收缩并具有弹性复原力的塑胶层或膜,通过该抗翘曲层或抗翘曲膜在受热时将收缩的力作用于基板上,来平衡所述基板因耐磨层的收缩而产生的翘曲。
5.作为优选的技术方案,抗翘曲层或膜由挤出或拉伸工艺制作而成。
6.作为优选的技术方案,抗翘曲层为复合结构,其中,抗翘曲层包括上层的pp层,中间的pof层以及下层的ops层,所述pp层、pof层以及ops层共挤而成,且pof层构成抗翘曲层厚度的45
‑
60%,pp层构成抗翘曲层厚度的15
‑
25%,ops层构成抗翘曲层厚度的15
‑
25%。
7.作为优选的技术方案,抗翘曲膜为复合结构,抗翘曲膜包括上层的pet膜,中间的pof膜以及下层的ops膜,所述pet膜、pof膜以及ops膜由拉伸工艺分别成型后热合而成,且pof膜构成抗翘曲膜厚度的45
‑
60%,pet膜构成抗翘曲膜厚度的15
‑
25%,ops膜构成抗翘曲膜厚度的15
‑
25%,其中,pet膜的密度范围为0.915
‑
0.936g/cm3,pof膜的密度范围为0.892
‑
0.912g/cm3,ops膜的密度范围为0.931
‑
0.942g/cm3。
8.作为优选的技术方案,基板为复合基板结构。
9.作为优选的技术方案,抗翘曲层或膜通过胶粘方式贴合于基板背面。
10.作为优选,抗翘曲层或膜背面还复合有底垫层,底垫层为具有弹性、可提供静音、吸震效果的塑料材质。
11.作为优选的技术方案,基板为pvc与pe,pvc与pp,pet与pe材质的结合,并通过胶粘、热压或共挤方式贴合。
12.作为优选的技术方案,可使用钩槽组合作铺装。
13.本发明还提供一种防翘曲塑胶地板的制备方法,包括以下步骤,
14.a、取一基板,该基板具有一空白或素面的外表面,并根据铺装要求进行沟槽设置;该基板通常作为塑胶地板的基层材料,可利用挤出机连续挤出成型或机器成型后裁切成单片;
15.b、数码打印,利用数码打印单元依预设的纹路图形,将色彩颜料打印于该基板的外表面上,以形成一印刷层,该印刷层的图案可为对花纹或非对花纹;
16.c、成型耐磨层,利用一第一成型单元将透明的熔融塑胶原料成型于该印刷层上,以形成一耐磨层,该耐磨层的塑胶原料可为uv涂层或pvc材质或pur涂料;
17.d、黏合平衡层,将抗翘曲层或抗翘曲膜通过黏胶贴合于基板下表面,以形成平衡层。
18.作为优选的技术方案,还包括以下步骤,e、平衡层下方通过黏胶贴合有底垫层。底垫层可选用发泡塑胶材料,以提供静音、吸震效果。
19.采用以上方案后与现有技术相比,本发明具有以下优点:通过在基板内层或底面设置受热收缩的抗翘曲层或抗翘曲膜,使得塑胶地板在使用过程中,防止基板因为耐磨层的收缩而产生翘曲的问题,从而增进使用品质以及结构的稳定性。
附图说明:
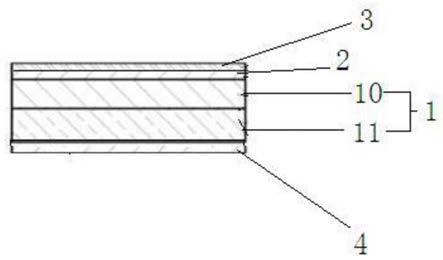
20.图1为本发明的一个实施例的剖视图。
具体实施方式:
21.下面结合附图就具体实施方式对本发明作进一步说明:
22.实施例1
23.如图1所示,一种防翘曲塑胶地板,包括一基板1、印刷层2、耐磨层3以及受热时会产生收缩并具有弹性复原力的抗翘曲膜4,该收缩膜用于抵消该基板因耐磨层热胀冷缩而产生的翘曲,其实质是一种平衡效果,即耐磨层热胀冷缩时会产生一个向上翘曲的翘曲力,从而牵引基板向上翘曲,此时,。其中,该抗翘曲膜在受热时会产生一个收缩力来抵消基板的向上翘曲,类似于一个向下的牵引力来抵消耐磨层引起的基板的翘曲力,从而达到平衡,避免基板上翘,而在温度下行时,抗翘曲膜又释放一个弹性复原力而对基板产生一个舒张力,来抵消耐磨层收缩时对基板造成的影响。
24.该基板1为已知物件,如pvc板材10与pp板材11的结合,较佳的,pp板材11为下层结构,其厚度为1mm左右;
25.该印刷层2为数码打印形成;
26.该耐磨层3为透明的塑胶材质,成型于该印刷层表面;
27.该抗翘曲膜4设于基板的中间内层或底面,抗翘曲膜4系一种制作过程中施以拉伸作业的塑胶薄膜,具有韧性与受热产生收缩的特性,且其受热收缩的收缩率与制作时拉伸的倍数呈相对关系,本实施例中抗翘曲膜为复合结构,抗翘曲膜包括上层的pet膜,中间的
pof膜以及下层的ops膜,所述pet膜、pof膜以及ops膜由拉伸工艺分别成型后热合而成,且pof膜构成抗翘曲膜厚度的50%,pet膜构成抗翘曲膜厚度的25%,ops膜构成抗翘曲膜厚度的25%,其中,pet膜的密度范围为0.916g/cm3,pof膜的密度范围为0.897g/cm3,ops膜的密度范围为0.934g/cm3。该抗翘曲膜在37℃时的收缩率为11.97%,在45℃时的收缩率为13.21%。
28.具体使用时,该抗翘曲膜4的材质不同于耐磨层的材质;该抗翘曲膜4的厚度与该耐磨层的厚度相当,具体操作时以为耐磨层厚度的70
‑
80%为佳。并且,该抗翘曲膜4的背面可复合底垫层,底垫层为具有弹性、可提供静音、吸震效果的塑料材质。或者当该基板背面设有平衡层时,该抗翘曲膜设于该平衡层的背面。
29.另外,抗翘曲膜的收缩率除了因不同材质或配方而略有差异外,也会因拉伸的倍数而有不同的收缩率,也就是拉伸的长度越大其收缩的倍数相对也较大,而塑胶地板在选用抗翘曲膜时,若塑胶地板比较长,则选用拉伸倍数较大的收缩膜会有较好的效果。
30.其次,该翘曲膜以线上辊压成型时,分别与该基板、印刷层、耐磨层利用若干输送设备输送至一压延机辊压成型,其中该基板一挤出机挤出成型,而印刷层、耐磨层、抗翘曲膜则分别利用第一输送机构、第二输送机构、第三输送机构输送至该压延机的顶点辊进行预贴后,再利用压合辊辊压成型为一体。
31.再者,该抗翘曲膜若没有在线上以辊压方式结合于基板背面时,可先将基板、印刷层、耐磨层成型好后,再于线下利用胶水将抗翘曲膜黏合于该基板背面。
32.据此,当塑胶地板长期使用过程中,若该耐磨层受环境温度影响而产生向上收缩的力量,而要使基板向上翘曲时,该抗翘曲膜也会因感受到温度而收缩,将收缩的力量作用于该基板,而且其收缩的程度会依据温度高低而有不同的收缩变化,也就是当塑胶地板铺在阳光直射的窗户或落地窗时,若该基板因温度过高而向上翘时,该抗翘曲膜会收缩而使其平衡,如果温度再上升时,抗翘曲膜还会再收缩,当温度降低,则基板、抗翘曲膜维持不变,依旧维持平坦状态,达到自主感温的防翘曲目的,从而增进使用品质以及结构的稳定性。
33.一种防翘曲塑胶地板的制备方法,包括以下步骤,
34.a、取一基板,该基板具有一空白或素面的外表面,并根据铺装要求进行沟槽设置;该基板通常作为塑胶地板的基层材料,可利用挤出机连续挤出成型或机器成型后裁切成单片;
35.b、数码打印,利用数码打印单元依预设的纹路图形,将色彩颜料打印于该基板的外表面上,以形成一印刷层,该印刷层的图案可为对花纹或非对花纹;具体的,令该基板定位于一数码打印单元上,该数码打印单元系第一机体上设有一第一输送平台,对应该第一输送平台上方设有一打印机构,该打印机构具有一集料座,该集料座1一端与供应打印用颜料的来源处相接,另一端凸设有向外输出颜料的出料部,该打印机构可受一电控系统控制,且适当处设有一感应单元,该感应单元与电控系统电性连接,当该基板被输送或置于特定位置时,该电控系统通过感应单元接收到信号时,即控制该打印机构由该出料部依预先于电控系统内的图案设定,将颜料打印于该外表面上,以形成图形层;若需较厚的图形层时,可反复进行步骤b的程序2
‑
3次,从而令该图形层所形成的印刷层具有特定高度;
36.c、成型耐磨层,利用一第一成型单元将透明的熔融塑胶原料成型于该印刷层上,
以形成一耐磨层;具体的,利用一第一成型单元将透明的熔融塑胶原料成型于该印刷层,以形成一耐磨层;而作为该耐磨层的塑胶原料可为uv涂层或pvc材质或pur涂料。其次,该第一成型单元系一第二机体上设一第二输送平台,并于对应该第二输送平台上方设一涂布机构,该第二输送平台可由二输送轮、若干滚轮及输送带组成,而该涂布机构具有一主滚筒和副滚筒,并于该二滚筒之间设一用以放置熔融塑胶原料的容置部。动作时,该涂布机构可受电控系统控制,当该基板为输送至特定位置时,随着该主滚筒的转动,可将位于该容置部内的熔融塑胶原料涂布于该印刷层上,且透过该副滚筒与主滚筒的反向转动,使熔融塑胶原料的涂布更为均匀。而当熔融塑胶原料涂布于印刷层后,可利用如uv灯或类似功能的干燥器具照射,以增进熔融塑胶原料干硬速度。另外,若该耐磨层需较厚尺寸及结构时,可反复进行步骤c的程序2
‑
3次,从而令该耐磨层具有一特定高度;上述设备内容属于现有技术内容,不做具体阐述。
37.d、黏合平衡层,将抗翘曲层或抗翘曲膜通过黏胶贴合于基板下表面,以形成平衡层。
38.作为优选的技术方案,还包括以下步骤,e、平衡层下方通过黏胶贴合有底垫层。底垫层可选用发泡塑胶材料,以提供静音、吸震效果。
39.另外,为方便铺装拼合,可使用钩槽组合作铺装。
40.上述实施例适合薄款塑胶地板的使用,而如果对于厚度要求不那么严格的话,抗翘曲膜可替换为抗翘曲层,抗翘曲层为复合结构,其中,抗翘曲层包括上层的pp层,中间的pof层以及下层的ops层,所述pp层、pof层以及ops层共挤而成,且pof层构成抗翘曲层厚度的45
‑
60%,pp层构成抗翘曲层厚度的15
‑
25%,ops层构成抗翘曲层厚度的15
‑
25%。厚度可为耐磨层厚度的1.2
‑
1.5倍。
41.本发明通过在基板内层或底面设置受热收缩的抗翘曲层或抗翘曲膜,使得塑胶地板在使用过程中,防止基板因为耐磨层的收缩而产生翘曲的问题,从而增进使用品质以及结构的稳定性。
42.以上仅就本发明较佳的实施例作了说明,但不能理解为是对权利要求的限制。凡是利用本发明说明书所做的等效结构或等效流程变换,均包括在本发明的专利保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1