一种石墨烯导热垫片包边工艺及包边石墨烯导热垫片的制作方法
1.本技术涉及电子产品散热器件领域,更具体地说,它涉及一种石墨烯导热垫片包边工艺及包边石墨烯导热垫片。
背景技术:
2.随着5g时代的到来,电子芯片工作频率不断升高,电子产品逐步向轻量化、高集成化方向发展,导致设备的发热量大幅上升,产生的热量若不及时传导出去会极大影响电子元器件的工作状态,严重时会造成电子器件寿命降低甚至失效,产生严重的质量问题。为了解决电子产品的散热问题,热界面材料应运而生。
3.热界面材料是用于涂覆在散热器件与发热器件之间,降低它们之间接触热阻所使用的材料的总称。传统的热界面材料主要有石墨膜、石墨烯膜、硅脂、硅胶、相变化金属片、导热胶以及丙烯酸树脂等。导热垫片作为热界面材料的一种应用形式,因其具有较高的可压缩性、柔软且兼具弹性、可以提供多种厚度及尺寸选择等特性,在电子器件导热材料的选择中备受青睐。石墨烯作为一种具有优良导热性能的热界面材料,是制备导热垫片的理想材料之一。
4.以石墨烯膜等碳材料为基材制备的导热垫片,多采用叠层后切片的工艺,石墨烯导热垫片在裁切的过程中,侧边会存在因裁切受损出现掉粉的现象,这种粉体具有良好的导电性,如果掉在电路板上容易引起短路,造成电子产品损坏。
技术实现要素:
5.为了改善以石墨烯为基材制备的导热垫片侧边的掉粉问题,本技术提供一种石墨烯导热垫片包边工艺及包边石墨烯导热垫片。
6.第一方面,本技术提供一种石墨烯导垫片包边工艺,采用如下的技术方案:一种石墨烯导垫片包边工艺,包括:在裁切成型后的石墨烯导热垫片的四边涂覆一层胶体得到包边石墨烯导热垫片,所述胶体固化后形成包边层;所述包边层包括粘附在石墨烯导热垫片四周侧边上的包边部、以及从所述包边部延伸至石墨烯导热垫片上下两面的延伸部,所述包边部的厚度为20
‑
200μm,所述延伸部的厚度为20
‑
100μm,所述延伸部的延伸宽度为50
‑
500μm。
7.通过采用上述及技术方案,在裁切成型后的石墨烯导热垫片四周涂覆一层胶体,通过胶体包裹石墨烯导热垫片的侧边,进而将石墨烯导热垫片因裁切受损的位置通过胶体与外界隔绝,避免石墨烯导热垫片侧边掉粉造成电子器件短路。在涂覆胶体时胶体将胶体与石墨烯导热垫片的接触位置向石墨烯导热垫片的上下两面进行一定的延伸,可以进一步提高胶体与石墨烯导热垫片的粘接性能,提高包边层的稳定性。
8.包边部的厚度、延伸部的厚度以及延伸部的延伸宽度不仅会影响包边层的包边效果,还会影响最终石墨烯导热垫片的热传导性能和力学性能。当包边部的厚度小于20μm时,石墨烯导热垫片侧边涂覆的胶体过薄不能将侧边完全包裹,仍然存在掉粉的风险;包边部
的厚度超过200μm时,石墨烯导热垫片侧边包裹的胶体过厚,影响石墨烯导热垫片整体的热传导性能。延伸部的厚度小于20μm和/或延伸宽度小于50μm时,胶体向石墨烯导热垫片上下两面延伸的幅度过小,导致包边层与石墨烯导热垫片之间的粘接力较小而稳定;延伸部的厚度大于100μm和/或延伸部的延伸宽度超过500μm时,胶体在石墨烯导热垫片的上下两面延伸范围过大,会使石墨烯导热垫片的热传导性能降低。
9.可选的,所述胶体的粘度为50
‑
1500mpa
·
s。
10.通过采用上述技术方案,粘度一方面会影响胶体的涂覆,另一方面会影响胶体固化后包边层的性能。具体来说,胶体粘度低于50mpa
·
s时,粘度过低导致胶体在涂覆时的粘结度不够,在石墨烯导热垫片上的粘附性差,致使胶体在石墨烯侧边上附着不稳定的,同时,胶体的流动性较高导致延伸部的延伸宽度过大,并且包边层的厚度与宽度不好控制;当胶体粘度超过15000mpa
·
s时,胶体粘度过高,胶体涂覆的困难程度增加,涂覆过程中胶体延展性较差,导致单一位置的胶体厚度较厚,胶体在石墨烯导热垫片上下两面延伸性较差,胶体在石墨烯导热垫片表面的附着力会变差。
11.可选的,所述胶体的固化方式为常温固化、热固化或uv固化。
12.通过采用上述技术方案,具体固化方式根据所选胶体的类型以及具体生产环境需求进行选择,具体而言,热固化和uv固化的固化速度快,但需要额外的固化设备,成本较高;常温固化成本低,但是固化速度慢,影响生产效率,具体可根据生产需求选用不同的固化方式。
13.可选的,所述胶体为硅橡胶、丙烯酸树脂、环氧树脂或聚氨酯。
14.通过采用上述技术方案,胶体的具体类型可以根据生产需求进行选择。采用硅橡胶、丙烯酸树脂、环氧树脂或聚氨酯,使得包边层与石墨烯导热垫片之间具有良好的粘接效果,能起到较好的包边性能的同时,也具有优良的力学性能。
15.可选的,所述胶体的涂覆方式为点胶、浸胶或滚涂上胶。优选为点胶。
16.通过采用上述技术方案,由于石墨烯导热垫片的整体厚度比较薄,其侧边需要涂覆胶体的宽度有限,所以需要较为精密的方式进行胶体的涂覆。使用精密点胶机进行点胶或者浸胶或滚涂上胶,可以对石墨烯导热垫片的侧边涂覆合适厚度的胶体。其中优选为点胶,精密点胶机容易控制胶体的点胶量,确保包边层的规格。
17.可选的,石墨烯导热垫片通过以下方法制备得到:石墨烯膜叠层,在第一层石墨烯膜上涂覆一层粘接剂,然后将第二层石墨烯膜放置在第一层石墨烯膜上,并在第二层石墨烯膜上继续涂覆一层粘接剂,以此往复,不断重复叠层直至目标高度,待粘接剂固化后得到石墨烯膜块体;开孔,在石墨烯膜块体上开设若干贯穿石墨烯膜块体上下两侧的通孔,所述通孔的轴向平行于石墨烯膜的厚度方向,且所述通孔在石墨烯膜块体上阵列分布;碳纤维丝穿孔,将复卷的碳纤维丝表面裹覆粘接剂后穿入所述通孔,得到石墨烯
‑
碳纤维三维结构体;切片,将石墨烯
‑
碳纤维三维结构体沿平行于石墨烯膜厚度方向进行切片,得到指定厚度的石墨烯导热垫片;包边,在切片所得的石墨烯导热垫片厚度方向四周的侧边涂覆一层胶体,所述胶体固化后形成包边层。
18.其中,石墨烯膜的厚度优选为200
‑
700μm,进一步优选为500μm;石墨烯膜的尺寸优选为10*10
‑
200*200
㎜
,石墨烯膜堆叠的高度优选为10
‑
200
㎜
;粘接剂优选为为硅橡胶、丙烯酸树脂、环氧树脂或聚氨酯,进一步优选为硅橡胶或丙烯酸树脂;石墨烯膜层间涂覆粘接剂的厚度优选为10
‑
100μm,进一步优选为20
‑
50μm。
19.石墨烯块体上开设通孔的孔径优选为20
‑
100μm,进一步优选为40
‑
80μm;相邻两通孔中心的间距优选为50
‑
200μm,进一步优选为80
‑
150μm。
20.碳纤维丝优选由聚丙烯腈基碳纤维、沥青基碳纤或黏胶基碳纤维制成,碳纤维丝的直径优选为5
‑
15μm,进一步优选为7
‑
10μm,进一步优选为7μm。
21.通过采用上述技术方案,本技术使用叠层、开孔、切片以及裁切的方式,将碳纤维丝集成在石墨烯导热垫片的内部,通过碳纤维丝来提升石墨烯膜堆叠的层间方向的热传导性能。通过石墨烯膜和碳纤维丝的相互配合,使得最终制得的石墨烯导热垫片不仅在石墨烯膜的层内方向上具有较高的导热系数与低热阻,在层间方向同样具有优异的散热均热效果。
22.第二方面,本技术提供一种包边石墨烯导热垫片,通过上述的制备工艺制得。
23.可选的,包边石墨烯导热垫片的厚度为0.1
‑5㎜
。
24.综上所述,本技术具有以下有益效果:由于本技术采用精密点胶机在石墨烯导热垫片厚度方向的四周侧边上涂覆一层胶体,胶体固化后形成包边层,通过包边层包裹石墨烯导热垫片的侧边,可以有效改善石墨烯导热垫片侧边的掉粉问题,进而降低石墨烯碎屑掉落在电路板上导致电子元器件短路损坏的风险,提高石墨烯导热垫片在电子器件散热领域应用的稳定性和工作寿命。同时,石墨烯导热垫片在涂覆包边层后期热传导性能和力学性能保持在较优的水平。
附图说明
25.图1是本技术中包边石墨烯导热垫片沿厚度方向的截面示意图。
26.附图说明:1、石墨烯导热垫片;2、包边层;21、包边部;22、延伸部。
具体实施方式
27.以下结合附图1、制备例和实施例对本技术作进一步详细说明。
28.制备例石墨烯导热垫片采用如下制备方法:将第一层石墨烯膜平整放置在操作台上,在石墨烯膜上均匀涂覆一层粘接剂,然后将第二层石墨烯膜平整放置在第一层石墨烯膜上并均匀涂覆第二层粘接剂,以此往复直至叠层至目标高度得到石墨烯膜块体;在得到的石墨烯膜块体上开设若干通孔,通孔的轴向沿石墨烯膜堆叠的方向并贯穿石墨烯膜块体两侧,通孔在石墨烯块体上阵列分布;将碳纤维丝从粘接剂中浸润后穿设在开设的通孔中,使碳纤维丝沿长度方向填充整个通孔中,待粘接剂固化后得到石墨烯
‑
碳纤维丝三维结构体;将得到的石墨烯
‑
碳纤维丝三维结构体沿着石墨烯堆叠的方向进行切片,得到大片石墨烯导热垫片,在石墨烯导热垫片均匀分布有碳纤维丝;
裁切,将切片得到的大片石墨烯导热垫片裁切成指定规格尺寸的石墨烯导热垫片。
29.其中,石墨烯膜的大小为50*50
㎜
,厚度为500μm,石墨烯膜堆叠的高度为50 毫米。
30.粘接剂为丙烯酸树脂粘接剂,粘接剂的涂覆方式为喷涂,厚度为30μm,固化方式为热固化。
31.通孔的孔径为60μm,相邻通孔中心的间距为120μm,通孔的开设方式为激光打孔。
32.碳纤维丝为聚丙烯腈基碳纤维制成,直径为7μm。
33.石墨烯导热垫片的切片厚度为2
㎜
。
实施例
34.实施例1
‑
8实施例1
‑
8公开一种包边石墨烯导热垫片,采用如下制备工艺:在制备例1中得到的石墨烯导热垫片厚度方向的四周侧壁上使用精密点胶机均匀地涂覆一层胶体形成包边层,胶体粘接在石墨烯导热垫片四周侧壁上的部分固化后形成包边部,从包边部延伸出一部分附着在石墨烯导热垫片的上下两侧固化后形成延伸部。
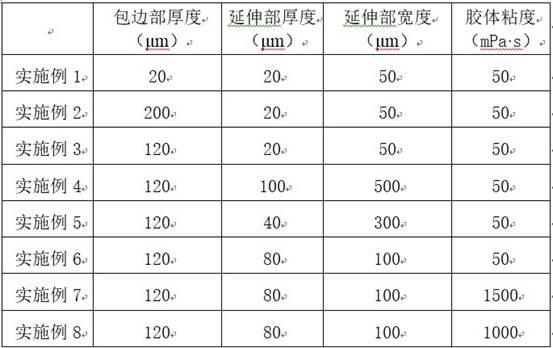
35.其中,胶体为硅橡胶,胶体涂覆方式为高精密点胶机点胶,胶体固化方式为热固化。胶体的粘度及包边层固化成型后各部分的规格参数见表1。表1中,“包边部的厚度”为附图1中所示的x,“延伸部的厚度”为附图1中所示的y,“延伸部的宽度”为附图1中所示的z。
36.表1:实施例1
‑
8包边层各部分规格参数及胶体的粘度实施例9本实施例公开一种包边石墨烯导热垫片,制备工艺为:在制备例1中得到的石墨烯导热垫片的四周涂覆一层胶体,胶体为硅橡胶,胶体粘度为10mpa
·
s,胶体固化方式为热固化。
37.实施例10
本实施例与实施例9的区别在于:胶体粘度为2000 mpa
·
s。
38.实施例11本实施例与实施例8的区别在于,胶体为丙烯酸树脂胶体,粘度为1000 mpa
·
s。
39.实施例12与实施例8的区别在于,本实施例中石墨烯导热垫片采用以下方法制备得到:将第一层石墨烯膜平整放置在操作台上,在石墨烯膜上均匀涂覆一层粘接剂,然后将第二层石墨烯膜平整放置在第一层石墨烯膜上并均匀涂覆第二层粘接剂,以此往复直至叠层至目标高度得到石墨烯膜块体;将得到的石墨烯块体沿着石墨烯堆叠的方向进行切片,得到大片石墨烯导热垫片;裁切,将切片得到的大片石墨烯导热垫片裁切成指定规格尺寸的石墨烯导热垫片。
40.其中,粘接剂为丙烯酸树脂粘接剂,粘接剂的涂覆方式为喷涂,厚度为30μm,固化方式为热固化;石墨烯导热垫片的切片厚度为2
㎜
。
41.对比例对比例1本对比例与实施例8的区别在于,石墨烯导热垫片在裁切成型后不侧边不涂覆胶体,即石墨烯导热垫片四周侧边不设置包边层。
42.对比例2本对比例与实施例8的区别在于,包边部的厚度为250μm,延伸部的厚度为150μm,延伸部的延伸宽度为800μm。
43.对比例3本对比例与实施例8的区别在于,包边部的厚度为10μm,延伸部的厚度为60μm,延伸部的延伸宽度为150μm。
44.对比例4本对比例与实施例8的区别在于,包边部的厚度为100μm,延伸部的厚度为10μm,延伸部的延伸宽度为20μm。
45.性能检测试验在每个实施例和对比例中选取2
㎜
厚度的石墨烯导热垫片进行性能检测。依据astm d412
‑
2006测试石墨烯导热垫片的拉伸强度;依据astm d575
‑
1991测试导热垫片的压缩回弹率;依据astm d5470测试导热垫片的导热系数;通过振动测试石墨烯导热垫片的掉粉率以检测包边层对掉粉石墨烯导热垫片掉粉的改善效果。
46.振动测试采用随机振动,其中,振动频率范围5
‑
500hz,振动量为2.2g,振动试验的方向和时间为x
‑
y
‑
z三轴方向每个方向上10min。振动测试结束后,观察贴在石墨烯导热垫片下方治具上的透明双面胶上是否有碎屑产生,当有碎屑产生时称量石墨烯导热垫片振动测试前后的重量变化来计算掉粉率。掉粉率的计算公式为:p=100%*(m1‑
m2)/m1,其中,p为掉粉率,m1为振动测试前石墨烯导热垫片的重量,m2为振动测试后石墨烯导热垫片的重量。
47.实施例1
‑
12及对比例1
‑
4的性能检测数据见下表2。
48.表2:实施例1
‑
12及对比例1
‑
4的性能检测数据
结合实施例8、对比例1并结合表2数据,在石墨烯导热垫片四周涂覆胶体形成包边层后,可以有效改善石墨烯导热垫片侧面掉粉的问题。
49.结合实施例1
‑
3、对比例1
‑
3以及表2中的数据,在石墨烯导热垫片四周形成包边层后,石墨烯导热垫片侧边掉粉的问题会有明显的改善,但同时也会影响石墨烯导热垫片的热传导性能和力学性能。具体而言,当包边部的厚度增加时,包边石墨烯导热垫片的拉伸强度和回弹率均有所提高,但同时包边石墨烯导热垫片的导热系数会降低,即包边部胶体过厚会影响石墨烯导热垫片在水平方向上的热传导性能。此外,依据对比例3,当包边部的厚度过薄时,包边部胶体不能完全包裹石墨烯导热垫片的四周侧边,在进行震动测试时会有少量碎屑掉落。当包边部的厚度在在约100μm时,石墨烯导热垫片的防掉粉效果以及热传导性能和力学性能会达到一个较好的状态。
50.结合实施例4
‑
6、对比例4以及表2中的数据,在石墨烯导热垫片四周形成包边层后,延伸部的厚度和延伸宽度会影响包边石墨烯导热垫片的热传导性能和力学性能。具体而言,当延伸部的厚度和延伸宽度增加时会提升包边石墨烯导热垫片的拉伸强度和回弹
率,有利于增强包边石墨烯导热垫片的力学性能,但同时也会导致包边石墨烯导热垫片导热系数有所降低。对比例4在测试过程中,由于延伸部的厚度和延伸宽度过小,导致包边层与石墨烯导热垫片的粘附效果较弱,包边层易从石墨烯导热垫片的侧边脱离。
51.结合实施例7
‑
10、表2中的数据以及制备测试过程,胶体的粘度对包边石墨烯导热垫片的力学性能有一定的影响,具体而言,当胶体的粘度过小会过大时,都会导致包边石墨烯导热垫片的回弹率和拉伸强度有所减弱。此外,在测试过程中发现,若胶体粘度过小,由于流动性过大导致点胶时胶体不易粘接在石墨烯导热垫片的侧边,进而包边层各部分的宽度及厚度不好控制,并且石墨烯导热垫片侧边粘附的胶体过少,不能起到很好的包边效果,仍然存在掉粉的问题;当胶体的粘度过大时,点胶时胶体很难挤出,包边层各部分的规格难以控制。
52.结合实施例8、实施例11以及表2中的数据,采用丙烯酸树脂胶体作为包边层,制得的包边石墨烯导热垫片的防掉粉效果以及热传导性能无明显差异,但是硅橡胶的力学性能较好,所以采用硅橡胶制备包边层得到的石墨烯导热垫片具有更好的力学性能。
53.结合实施例8、实施例12以及表2中的数据,采用本技术提供的制备石墨烯导热垫片的方法制得的包边石墨烯导热垫片,在具有良好的防掉粉效果的同时,还具有优良的热传导性能和力学性能。
54.综上所述,在石墨烯导热垫片的四周侧壁上涂覆一层胶体能够有效改善石墨烯导热垫片侧边掉粉的问题,进而降低粉体碎屑掉落在电路板上引起电子元器件短路而导致损坏的风险。同时,在石墨烯导热垫片的四周设置包边层后可以保证较好的力学性能和热传导性能,在芯片散热领域具有广泛的应用前景。
55.本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1