一种金属或合金复合体结构及其制备方法和应用与流程
1.本发明涉及的是材料成型技术领域,具体涉及一种金属或合金复合体结构及其制备方法和应用。
背景技术:
2.钛合金是以钛为基料,并加入其它合金元素组成的合金,它具有密度低(质量轻)、比强度高、抗腐蚀性能好、耐热性高、工艺性能好等优点,基于上述优点,许多航空航天设备、电子设备、电器设备等高精尖设备的外框体或结构体都采用钛合金材料制成。在航空航天设备、电子设备、电器设备等高精尖设备的框体或结构体中通常会安装许多机构与电子元件,因此,钛合金框体或结构体表面或背面上通常会设置很多安装孔、安装槽等用于机构与电子元件安装与定位的安装定位结构,但是由于钛合金具有延展性差、硬度高等特点,使得钛合金加工难度大,加工工艺复杂,加工成本高。
3.以手机为例,随着智能机逐渐走向大屏化、轻薄化、多功能化,主流屏幕尺寸的不断增长,更大的屏幕需要更高强度的材料来进行支撑,因而也就需要更大的手机中框。采用现有加工工艺加工钛合金手机中框的成本是加工不锈钢手机中框成本的3倍以上。现有的加工方式普遍采用一整块金属板材或金属型材进行数控加工而成,由于受加工方法及材料限制,从而导致数控加工成型耗时长,生产成本高,量产性较差,而且采用现有数控加工方法,由于材料的硬度大,可塑性及延展性差,容易断裂;或者是加工的产品表面会出现少量裂纹,从而造成外观不良等问题。
4.经检索,公布号为cn 101648316a的专利文献1,公开了一种靶材与背板的焊接结构及方法,所述方法包括:提供钛靶材和铝背板;对钛靶材和铝背板进行加工,在钛靶材焊接面加工成螺纹状;采用热压方法将钛靶材和铝背板进行焊接形成靶材组件,对靶材组件进行热扩散处理然后空冷冷却。所述方法使用螺纹撕裂背板上的氧化层,提高了靶材与背板之间的结合强度。
5.公告号为cn 110421246b的专利文献2,公开了一种背板与高纯金属靶材的扩散焊接方法,所述扩散焊接方法包括如下步骤:准备高纯金属靶材与背板,并在背板的焊接面上加工螺纹;组合高纯金属靶材与背板,并将组合材料放置于金属包套中;对装入组合材料的金属包套进行脱气处理,然后将金属包套进行密封;冷等静压密封后的金属包套;对冷等静压处理后的金属包套进行热等静压处理,然后冷却至室温;去除金属包套,完成背板与高纯金属靶材的扩散焊接。本发明通过对组合材料先进行冷等静压处理,再进行热等静压处理,克服了热等静压在低温下达不到工艺压力的缺点,从而保证了螺纹的嵌入效果。
6.公告号为cn 110369897 b的专利文献3,公开了一种靶材与背板的焊接方法,所述方法包括如下步骤:准备靶材与背板,在硬度较高的材料的焊接面上加工螺纹;组合靶材与背板,并将组合材料放置于金属包套中;对装入组合材料的金属包套进行脱气处理,然后将金属包套进行密封;加热密封后的金属包套至第一温度,然后加压至第一压力,随后加热至第二温度,压力随温度升高至第二压力,保温保压后冷却至室温;去除金属包套,完成靶材
与背板的焊接。本发明通过先升温再加压的方法,使螺纹更好地嵌入到硬度较小的材料中,提高了焊接面的接触面积,并能够破坏焊接面的氧化层,减少了氧化层对扩散焊接的阻挡作用,提升了焊接强度。
7.公布号为cn112497864a的专利文献4,公开了一种耐高温的轻质金属包层材料及其制备方法,该包层材料为三层结构,外层为耐高温金属材料,内层为轻质金属材料,中间层为缓释隔离层;该种包层材料的制备是将外层耐高温金属材料作为热等静压包套,通过热等静压扩散连接实现三层材料之间的成形。其优点在于该包层材料具有低的比重,以及很好的抗高温氧化、烧蚀性能。
8.通过检索可知,专利文献1至3主要采用的是扩散焊接方法,实现两层不同材料组合在一起,而专利文献4主要是通过热等静压扩散连接方式,实现三层不同材料之间的成形。采用现有的方法,因材料不同,其热膨胀系数也不相同,产生的内应力也不相同,在成形过程中,容易出现形变现象,或者是在后期使用过程中,两层不同材料之间的结合部位出现分层问题。因此,亟需开发一种具备高强度且加工成型性能优异的复合体结构,解决现有高强度金属材料加工成本高,产品质量不稳定和量产性差等问题,利用该复合体结构能满足电子设备、航空航天设备、电力设备、精密设备或抗辐射设备等高精尖设备使用需要。
技术实现要素:
9.为解决上述问题,本发明的目的在于,提供一种性能优异的复合体结构,利用该复合体结构进行相关产品加工时,具有加工工艺稳定,生产效率高,加工耗时短和生产成本低等优点,同时还提供了所述复合体结构的制备方法及复合体结构的应用,具体地说是一种金属或合金复合体结构及其制备方法和应用。
10.为达到上述目的,本发明所采用以下技术方案为:一种金属或合金复合体结构,所述复合体结构包括a层、b层和c层;所述a层和c层为耐高温金属材料或耐高温合金材料;所述b层是过渡材料与a层和c层熔融形成的过渡层,过渡层位于a层与c层之间,所述过渡材料为易熔金属材料或其合金材料;b层用于吸收成型冷却过程中因a层与c层热膨胀系数不同而产生的内应力,以减轻形变。
11.进一步地,所述b层包括b1层、b2层、b3层;其中,b1层包括由过渡材料与a层材料熔融而成的合金,以及由a层材料、过渡材料、c层材料所形成的合金;b2层包括由过渡材料与a层材料熔融而成的合金,由a层材料、过渡材料、c层材料所形成的合金,以及由过渡材料与c层材料熔融而成的合金;b3层包括由a层材料、过渡材料、c层材料所形成的合金,以及由过渡材料与c层熔融而成的合金。
12.其中将b层分隔为b1、b2层和b3层,并不是界限非常清楚的层间结构,而只是为了表述过渡层靠近a层或c层不同位置的情况下,熔融所形成合金的一个渐近过程;另外,由于a层与c层所采用的原料不同,其热膨胀系数不同,加入b层的目的,是用于缓冲a层与c层在冷却过程中,因a层与c层因热膨胀系数不同而产生的内应力。
13.进一步地,所述a层采用钛或钛合金材料;所述c层采用锆或锆合金材料;所述过渡材料为铝及其合金、铜及其合金、银及其合金、锡及其合金、镍及其合金、铌及其合金、钒及
其合金、钛铝复合材料或锆铝复合材料中的任意一种或几种。
14.进一步地,所述a层采用钛合金材料制成,所述钛合金材料为ti3al合金、ti2alnb合金、ti6al4v合金或钛合金复合材料中的任意一种;所述c层采用锆合金材料制成,所述锆合金材料为zr-2合金、zr-4合金或zr-2.5nb合金中的任意一种;所述过渡材料为铝。
15.进一步地,本发明还提供了上述金属或合金复合体结构的制备方法,所述制备方法主要包括制备a层及c层;将过渡材料熔覆在a层与c层中的其中一块上,形成熔覆层;将a层与c层中未熔覆过渡材料的另一块叠放在熔覆层表面,得到复合体结构坯件;将复合体结构坯件置于金属包套中进行抽真空处理,然后在进行热压处理;最后去除金属包套,即获得所需形状尺寸的复合体结构。
16.进一步地,本发明所述制备方法具体包括如下步骤:(1)先按照需制备的复合体结构的形状及结构设计金属包套,并要求所述金属包套外形尺寸比制件尺寸大0.5~3mm;(2)将相应的耐高温金属材料分别加工成a层与c层;(3)将过渡材料熔覆在a层与c层中的其中一块上,形成熔覆层;(4)将未熔覆过渡材料的另一块叠放在熔覆层表面,得到复合体结构坯件;(5)将复合体结构坯件置于金属包套中,并对金属包套进行密封;(6)将密封后的金属包套进行加热,同时在加热过程中进行抽真空处理;(7)将抽真空处理后的金属包套放置于热等静压机中,进行热等静压处理;或者是放置于电磁感应加热器中,进行电磁感应加热处理,同时通过双向或单向压力机加压;将熔覆层与a层和c层熔合为一体,形成b层;(8)将热等静压处理后的金属包套从热等静压机中取出,冷却至室温后,去除金属包套,即获得所需形状尺寸的复合体结构。
17.进一步地,本发明所述制备方法,所述步骤(3)中所述熔覆层是采用激光熔覆的方式,将过渡材料粉末熔覆在a层或c层上后形成;所述激光熔覆具体工艺过程是在过渡材料粉末落到在a层或c层过程中,利用激光将过渡材料粉末进行熔融后,使熔融后的过渡材料粉末熔覆于a层或c层上,形成熔覆层。
18.进一步地,本发明所述制备方法,步骤(3)所述过渡材料粉末的粒度控制在200μm以内, b层厚度为1~100μm。
19.进一步地,本发明所述制备方法,步骤(5)所述复合体结构坯件在装入金属包套前,先利用预制模具进行装夹定形后,再将装夹有复合体结构坯件的预制模具放入金属包套内。通过所设置的预制模具进行装夹定形后,可以防止在后续处理过程中,坯件变形移位的情况发生,同时还能提升复合效率。
20.进一步地,本发明所述制备方法,在所述金属包套内设有脱模剂。
21.进一步地,本发明所述制备方法,所述脱模剂为石墨,其厚度为0.5~1.5mm。
22.进一步地,本发明所述制备方法,在步骤(3)所述激光熔覆过程中,具体的激光熔覆工艺参数为:激光功率为:6~8kw,扫描速度为:800~900mm/min,保护气体为:氩气,送粉速度:1~2g/s。
23.进一步地,本发明所述制备方法,在步骤(6) 所述抽真空处理过程中, 具体的真空脱气工艺参数为:脱气温度为200~650℃,真空度为1x10-1~1x10-3pa之间,脱气时间为
2~28小时。
24.进一步地,本发明所述制备方法,在步骤(7)所述热等静压处理过程中, 具体的热等静压工艺参数为:热等静压温度为950~1300℃,压力为100~150mpa,饱温饱压时间为3~5小时。
25.进一步地,本发明所述制备方法,在步骤(7)所述电磁感应加热及加压处理中, 具体的加热及加压工艺参数为:加热温度为950~1300℃,压力为300~350mpa,饱温饱压时间为1~2小时。
26.本发明还公开了上述金属或合金复合体结构在电子设备、航空航天设备、电力设备、精密设备或抗辐射设备中的应用。
27.进一步地,所述电子设备包括有手机、电脑、平板电脑、手表、相机或智能佩戴设备,用于制备手机中框,或者是电脑、平板电脑、手表、相机或智能佩戴设备的支撑骨架;所述航空航天设备包括航空航天结构件,用于制备航空航天结构件的外框或者支撑骨架;所述精密设备包括精密测量或检测仪器,用于制备精密测量或检测仪器的外框或者支撑骨架;所述电力设备包括测量表及供电设备,用于制备测量表的外框,或者是供电设备的支撑骨架。
28.采用本发明所述的一种金属或合金复合体结构及其制备方法和应用,与现有技术相比,其有益效果在于:(1)采用本发明所述工艺制成的复合体结构不仅质量轻、强度高、抗腐蚀性能好、耐热性高、工艺性能好,而且其主加工面延展性好,硬度小,便于加工,可有效降低加工成本。
29.(2)本发明所述复合体结构在制作时,在a层或c层上设置有一层过渡材料,所述过渡材料通过激光熔覆的方式形成熔覆层,该熔覆层在进行热等静压处理或者是电磁感应加热过程中,熔合在a层和c层之间,形成b层,从而增强了复合体结构的复合牢度与强度;b层的存在能够有效缓冲a层与c层在冷却过程中因a层与c层热膨胀系数不同而产生的绝大多数内应力,使得复合体结构不易发生形变或形变程度较轻。
30.(3)本发明所述复合体结构主要以膨胀系数比较接近的钛合金板与锆合金板以及设置在钛合金板与锆合金之间的过渡材料熔合而成,制成的复合体结构内应力小,延展性好,不易变形或裂开;而且本发明在对复合体结构坯体的热压处理过程中,采用了900℃以上的温度进行处理,可以使锆合金板发生晶相转变,由α相或β相转变为γ相,γ相的锆合金板延展性好,硬度低,便于加工,能有效的降低加工成本。
31.综上所述,采用本发明所述方法制备的复合体结构,可以广泛应用于电子设备、航空航天设备、电力设备、精密设备或抗辐射设备中,以复合体结构为基材进行相关产品的加工时,具有加工工艺稳定,生产效率高,加工耗时短和生产成本低等优点,加工得到的产品不仅外形美观,而且强度高,质量轻、抗腐蚀性及抗辐射性强,能够满足产品的性能要求。
附图说明
32.下面结合附图对本发明做进一步详细说明。
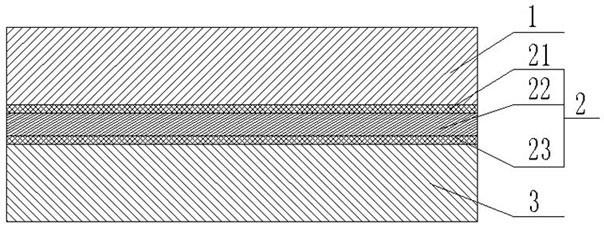
33.图1为本发明所述复合体结构的结构示意图;图2为本发明实施例1提供的复合体结构的产品结构照片;
图3为对比例1提供的复合体结构经折弯挤压后的产品结构照片;图4为对比例1提供的复合体结构经折弯挤压后的产品结构照片;图5为对比例2提供的复合体结构经折弯挤压后的产品结构照片。
具体实施方式
34.下面由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。另外,对于制备过程中所涉及到的热等静压机、电磁感应加热器、双向压力机或单向压力机,以及激光熔覆所采用的激光机均为现有技术中的通用设备,只要满足使用要求即可,对于具体的型号没有限定。
35.实施例1如图1所示,本实施例提供了一种金属或合金复合体结构,所述复合体结构包括a层1、b层2和c层3;所述b层2是过渡材料与a层1和c层3熔融形成的过渡层,过渡层位于a层1与c层3之间,b层2用于吸收成型冷却过程中因a层1与c层3热膨胀系数不同而产生的内应力,以减轻形变,所述b层包括b1层21、b2层22和b3层23;其中将b层2分隔为b1层21、b2层22和b3层23,并不是界限非常清楚的层间结构,而只是为了表述过渡层靠近a层1或c层3不同位置的情况下,熔融所形成合金的一个渐近过程;由于a层1与c层3所采用的原料不同,其热膨胀系数不同,加入过渡材料的目的,是用于缓冲a层1与c层3在冷却过程中,因a层1与c层3热膨胀系数不同而产生的内应力。
36.本实施例所述a层1为钛板,所述c层3为锆板,所述过渡材料选用为铝。
37.上述金属或合金复合体结构的制备方法包括具体包括如下步骤:(1)先按照需制备的复合体结构的形状及结构设计金属包套,并要求所述金属包套外形尺寸比制件尺寸大0.5~3mm;(2)选择相应的钛板及锆板,(3)采用激光熔覆的方式,将铝粉熔覆在锆板上;所述激光熔覆具体工艺过程是在铝粉落到锆板过程中,利用激光将铝粉进行熔融后,使熔融后的铝粉熔覆于锆板上,形成熔覆层;具体的激光熔覆工艺参数为:激光功率为:6kw,扫描速度为:800mm/min,保护气体为:氩气,送粉速度:1g/s,所述铝粉的粒度控制在200μm以内,熔覆层厚度控制在1~20μm;(4)将钛板叠放在熔覆层表面,得到复合体结构坯件;(5)先在金属包套内设置一层厚度为0.5~1.0mm的石墨作为脱模剂,然后利用预制模具进行装夹定形后,再将装夹有复合体结构坯件的预制模具放入金属包套内,最后对金属包套进行密封;(6)将密封后的金属包套进行加热,同时在加热过程中进行抽真空处理,具体的真空脱气工艺参数为:脱气温度为200~350℃,真空度为1x10-1
pa,脱气时间为2~15小时;(7)将抽真空处理后的金属包套放置于热等静压机中,进行热等静压处理,将熔覆层与a层1和c层3熔合为一体,形成b层2;具体的热等静压工艺参数为:热等静压温度为950℃,压力为100mpa,饱温饱压时间为3~5小时;
(8)将热等静压处理后的金属包套从热等静压机中取出,冷却至室温后,去除金属包套,即获得所需形状尺寸的复合体结构。
38.对加工完成复合体结构进行破坏性分析,由于a层1和c层3之间熔融有过渡层,即b层2,利用b层2用于吸收成型冷却过程中因a层1与c层3热膨胀系数不同而产生的内应力,以减轻形变,通过b层2与a层1和c层3形成一体结构,制备的复合体结构如图2所示。通过硬度检测,a层1的布氏硬度为260~300hb,而c层3的布氏硬度下降为110~150hb,而复合体结构抗剪切强度大于350mpa。最后通过折弯挤压试验,中间的结合部没有产生脱离分层情况,经折弯挤压后的产品情况如图3所示。
39.实施例2如图1所示,本实施例提供了一种金属或合金复合体结构,所述复合体结构包括a层1、b层2和c层3;所述b层2是过渡材料与a层1和c层3熔融形成的过渡层,过渡层位于a层1与c层3之间,b层2用于吸收成型冷却过程中因a层1与c层3热膨胀系数不同而产生的内应力,以减轻形变,所述b层包括b1层21、b2层22和b3层23。
40.本实施例所述a层1、c层3和过渡材料与实施例1相同。
41.上述金属或合金复合体结构的制备方法与实施例1基本相同,其不同之处是在热压处理过程中。将抽真空处理后的金属包套放置于电磁感应加热器中,进行电磁感应加热处理,同时通过双向或单向压力机加压;将熔覆层与a层和c层熔合为一体,形成b层;具体的加热及加压工艺参数为:加热温度为950~1300℃,压力为300~350mpa,饱温饱压时间为1~2小时。
42.对加工完成复合体结构进行破坏性分析,由于a层1和c层3之间熔融有过渡层,即b层2,利用b层2用于吸收成型冷却过程中因a层1与c层3热膨胀系数不同而产生的内应力,以减轻形变,通过b层2与a层1和c层3形成一体结构。通过折弯挤压试验,中间的结合部没有产生脱离分层情况。
43.实施例3如图1所示,本实施例提供了一种金属或合金复合体结构,所述复合体结构包括a层1、b层2和c层3;所述b层2是过渡材料与a层1和c层3熔融形成的过渡层,过渡层位于a层1与c层3之间,b层2用于吸收成型冷却过程中因a层1与c层3热膨胀系数不同而产生的内应力,以减轻形变,所述b层包括b1层21、b2层22和b3层23。
44.本实施例所述a层1、c层3和过渡材料与实施例1相同。
45.上述金属或合金复合体结构的制备方法具体包括如下步骤:(1)先按照需制备的复合体结构的形状及结构设计金属包套,并要求所述金属包套外形尺寸比制件尺寸大0.5~3mm;(2)选择相应的钛板及锆板,(3)采用激光熔覆的方式,将铝粉熔覆在锆板上;所述激光熔覆具体工艺过程是在铝粉落到锆板过程中,利用激光将铝粉进行熔融后,使熔融后的铝粉熔覆于锆板上,形成熔覆层;具体的激光熔覆工艺参数为:激光功率为:7kw,扫描速度为:850mm/min,保护气体为:氩气,送粉速度:1.5g/s,所述铝粉的粒度控制在200μm以内,熔覆层厚度控制在20~60μm;(4)将钛板叠放在熔覆层表面,得到复合体结构坯件;(5)先在金属包套内设置一层厚度为0.8~1.2mm的石墨作为脱模剂,然后利用预
制模具进行装夹定形后,再将装夹有复合体结构坯件的预制模具放入金属包套内,最后对金属包套进行密封;(6)将密封后的金属包套进行加热,同时在加热过程中进行抽真空处理,具体的真空脱气工艺参数为:脱气温度为300~450℃,真空度为1x10-2
pa,脱气时间为10~20小时;(7)将抽真空处理后的金属包套放置于热等静压机中,进行热等静压处理,将熔覆层与a层1和c层3熔合为一体,形成b层;具体的热等静压工艺参数为:热等静压温度为1050℃,压力为120mpa,饱温饱压时间为3~5小时;(8)将热等静压处理后的金属包套从热等静压机中取出,冷却至室温后,去除金属包套,即获得所需形状尺寸的复合体结构。
46.对加工完成复合体结构进行破坏性分析,由于a层1和c层3之间熔融有过渡层,即b层2,利用b层2用于吸收成型冷却过程中因a层1与c层3热膨胀系数不同而产生的内应力,以减轻形变,通过b层2与a层1和c层3形成一体结构。通过折弯挤压试验,中间的结合部没有产生脱离分层情况。
47.实施例4如图1所示,本实施例提供了一种金属或合金复合体结构,所述复合体结构包括a层1、b层2和c层3;所述b层2是过渡材料与a层1和c层3熔融形成的过渡层,过渡层位于a层1与c层3之间,b层2用于吸收成型冷却过程中因a层1与c层3热膨胀系数不同而产生的内应力,以减轻形变,所述b层包括b1层21、b2层22和b3层23。
48.本实施例所述a层1、c层3和过渡材料与实施例1相同。
49.上述金属或合金复合体结构的制备方法具体包括如下步骤:(1)先按照需制备的复合体结构的形状及结构设计金属包套,并要求所述金属包套外形尺寸比制件尺寸大0.5~3mm;(2)选择相应的钛板及锆板,(3)采用激光熔覆的方式,将铝粉熔覆在锆板上;所述激光熔覆具体工艺过程是在铝粉落到锆板过程中,利用激光将铝粉进行熔融后,使熔融后的铝粉熔覆于锆板上,形成熔覆层;具体的激光熔覆工艺参数为:激光功率为: 8kw,扫描速度为: 900mm/min,保护气体为:氩气,送粉速度:2g/s,所述铝粉的粒度控制在200μm以内,熔覆层厚度控制在60~100μm;(4)将钛板叠放在熔覆层表面,得到复合体结构坯件;(5)将复合体结构坯件置于金属包套中,并对金属包套进行密封;(6)将密封后的金属包套进行加热,同时在加热过程中进行抽真空处理,具体的真空脱气工艺参数为:脱气温度为400~650℃,真空度为1x10-3
pa,脱气时间为20~28小时;(7)将抽真空处理后的金属包套放置于热等静压机中,进行热等静压处理,将熔覆层与a层1和c层3熔合为一体,形成b层;具体的热等静压工艺参数为:热等静压温度为1300℃,压力为150mpa,饱温饱压时间为3~5小时;(8)将热等静压处理后的金属包套从热等静压机中取出,冷却至室温后,去除金属包套,即获得所需形状尺寸的复合体结构。
50.对加工完成复合体结构进行破坏性分析,由于a层1和c层3之间熔融有过渡层,即b层2,利用b层2用于吸收成型冷却过程中因a层1与c层3热膨胀系数不同而产生的内应力,以
减轻形变,通过b层2与a层1和c层3形成一体结构。通过折弯挤压试验,中间的结合部没有产生脱离分层情况。
51.实施例5如图1所示,本实施例提供了一种金属或合金复合体结构,所述复合体结构包括a层1、b层2和c层3;所述b层2是过渡材料与a层1和c层3熔融形成的过渡层,过渡层位于a层1与c层3之间,b层2用于吸收成型冷却过程中因a层1与c层3热膨胀系数不同而产生的内应力,以减轻形变,所述b层包括b1层21、b2层22和b3层23。
52.本实施例所述a层1为ti3al合金钛板,所述c层3为zr-2合金锆板,所述过渡材料选用为铜。
53.本实施例所述金属或合金复合体结构的制备方法与实施例1相同。
54.对加工完成复合体结构进行破坏性分析,由于a层1和c层3之间熔融有过渡层,即b层2,利用b层2用于吸收成型冷却过程中因a层1与c层3热膨胀系数不同而产生的内应力,以减轻形变,通过b层2与a层1和c层3形成一体结构。通过折弯挤压试验,中间的结合部没有产生脱离分层情况。
55.实施例6如图1所示,本实施例提供了一种金属或合金复合体结构,所述复合体结构包括a层1、b层2和c层3;所述b层2是过渡材料与a层1和c层3熔融形成的过渡层,过渡层位于a层1与c层3之间,b层2用于吸收成型冷却过程中因a层1与c层3热膨胀系数不同而产生的内应力,以减轻形变,所述b层包括b1层21、b2层22和b3层23。
56.本实施例所述a层1为ti3al合金钛板,所述c层3为zr-2合金锆板,所述过渡材料选用为铜。
57.本实施例所述金属或合金复合体结构的制备方法与实施例2相同。
58.对加工完成复合体结构进行破坏性分析,由于a层1和c层3之间熔融有过渡层,即b层2,利用b层2用于吸收成型冷却过程中因a层1与c层3热膨胀系数不同而产生的内应力,以减轻形变,通过b层2与a层1和c层3形成一体结构。通过折弯挤压试验,中间的结合部没有产生脱离分层情况。
59.实施例7如图1所示,本实施例提供了一种金属或合金复合体结构,所述复合体结构包括a层1、b层2和c层3;所述b层2是过渡材料与a层1和c层3熔融形成的过渡层,过渡层位于a层1与c层3之间,b层2用于吸收成型冷却过程中因a层1与c层3热膨胀系数不同而产生的内应力,以减轻形变,所述b层包括b1层21、b2层22和b3层23。
60.本实施例所述a层1为ti2alnb合金板,所述c层3为zr-4合金板,所述过渡材料选用镍。
61.本实施例所述金属或合金复合体结构的制备方法与实施例3相同。
62.对加工完成复合体结构进行破坏性分析,由于a层1和c层3之间熔融有过渡层,即b层2,利用b层2用于吸收成型冷却过程中因a层1与c层3热膨胀系数不同而产生的内应力,以减轻形变,通过b层2与a层1和c层3形成一体结构。通过折弯挤压试验,中间的结合部没有产生脱离分层情况。
63.实施例8
如图1所示,本实施例提供了一种金属或合金复合体结构,所述复合体结构包括a层1、b层2和c层3;所述b层2是过渡材料与a层1和c层3熔融形成的过渡层,过渡层位于a层1与c层3之间,b层2用于吸收成型冷却过程中因a层1与c层3热膨胀系数不同而产生的内应力,以减轻形变,所述b层包括b1层21、b2层22和b3层23。
64.本实施例所述a层1为ti6al4v合金板,所述c层3为zr-2.5nb合金板,所述过渡材料选用锆铝复合材料。
65.本实施例所述金属或合金复合体结构的制备方法与实施例4相同。
66.对加工完成复合体结构进行破坏性分析,由于a层1和c层3之间熔融有过渡层,即b层2,利用b层2用于吸收成型冷却过程中因a层1与c层3热膨胀系数不同而产生的内应力,以减轻形变,通过b层2与a层1和c层3形成一体结构。通过折弯挤压试验,中间的结合部没有产生脱离分层情况。
67.对比例1本对比例提供了一种金属或合金复合体结构,所述复合体结构包括a层1和c层3。
68.本对比例所述a层1、c层3和过渡材料与实施例1相同。
69.本对比例所述金属或合金复合体结构的制备方法采用现有的扩散焊接方法,实现a层1和c层3组合在一起。
70.对加工完成复合体结构进行破坏性分析,由于a层1和c层3之间没有过渡层,而是直接形成一体结构。通过折弯挤压试验,a层1和c层3之间的结合部出现裂纹,产生脱离分层情况,其产品情况如图4所示。另外,将本对比例制备的复合体结构与实施例1制备的复合体结构,在重量上进行对比,在相同厚度的情况下,其重量能够减轻15~20%。
71.对比例2本对比例提供了一种金属或合金复合体结构,所述复合体结构包括a层1和c层3。
72.本对比例所述a层1、c层3和过渡材料与实施例1相同。
73.本对比例所述金属或合金复合体结构的制备方法采用现有的热等静压扩散连接方式,实现a层1和c层3组合在一起。
74.对加工完成复合体结构进行破坏性分析,由于a层1和c层3之间没有过渡层,而是直接形成一体结构。通过折弯挤压试验,a层1和c层3之间的结合部出现裂纹,产生脱离分层情况,其产品情况如图5所示。
75.综上所述,采用本发明所述方法制备的复合体结构,具备强度高,质量轻、抗腐蚀性及抗辐射性强等特点,可以广泛应用于电子设备、航空航天设备、电力设备、精密设备或抗辐射设备中,可以实现加工工艺稳定,生产效率高,加工耗时短和生产成本低等优点,能够满足产品的性能要求。
76.需要说明的是,术语“包括”、“包含”或者任何其他变体意在涵盖非排他性的包含,从而使得包含一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
77.本发明的保护范围不限于具体实施方式所公开的技术方案,凡是依据本发明的技术实质对以上实施例所作的任何修改、等同替换、改进等,均落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1