多层厨刀用复合钢板及其制备方法与流程
1.本发明属于钢铁冶金技术领域,具体涉及多层厨刀用复合钢板及其制备方法。
背景技术:
2.厨刀是人们日常生活的必备物品,随着人们生活水平的提高,对厨刀的要求越来越高,不仅需要外形美观,最主要的要具备耐用、耐蚀、防菌等功能。目前,国内高端厨刀市场德系双立人的占有率最高,日系刀具的市场占有率也在逐年提高,国产品牌刀具的市场占有率不断被压缩。一把德国进口双立人厨刀与国内品牌刀价格相差几十甚至几百倍,反映出我国厨刀用钢在质量上与国际品牌相比存在较大差距。但由于国外进口钢材价格昂贵,国内刀具使用进口材料的较少。有意向制作高档刀具的企业,无法接受进口材料高昂成本,同时国内供应的刀具材料又无法达到进口材料水平,限制了企业在制作高档刀具方面的能力。
3.cn 101804767 a公开了一种刀具用花纹复合钢板及其生产方法,该花纹复合钢板包括有刀刃钢构成的基层,所述基层的两侧风暴覆盖有装饰层。该花纹复合钢板的生产方法步骤包括凹式切削、切割、脱碳、喷焊、叠焊和压延。由于采用上述的结构和方法,与现有技术相比,本发明具有以下优点:1、使得用该花纹复合钢板制成的刀具里外、通体都有持久性的花纹,该花纹不仅耐磨,色彩丰富;2、制造成本较低。
4.cn 1562628a公开一种多层复合不锈花纹钢及其制造方法。其要点分别是:在不锈钢层间设有镍金属层。多层复合工序包括在若干块不锈钢板间夹叠镍金属板,并将其定位在一起,用融合温度压延至所需厚度;表面制花工序包括利用磨、挖、钻等方法在压延至所需厚度的多层复合不锈钢花纹钢的表面上进行深层磨、挖、钻,然后利用滚轧使磨、挖、钻后的断面层界线浮现在表平面上。不仅能根据需要在表面上制作花纹且不易生锈、耐腐蚀,还具有花纹清晰美观,丰富多彩、多变,使用范围广泛等有点,特别适合用来制作食物用具和刀具。本发明的制作方法还能生产面积大,便于规模生产的多层复合不锈花纹钢,还具有劳动强度小,省力、省时、省事等优点。
5.cn 108085585 a一种高强耐蚀复合花纹钢及其制造方法,本发明公开了一种高强耐蚀复合花纹钢,包括基板和单面或双面轧制复合于基板上的花纹复层;所述基板的化学元素质量百分比为:c:0.01~0.20%、si:0.10~0.5%、mn:0.5~2.0%、al:0.02~0.04%、ti:0.005~0.018%、n b:0.005~0.020%、0<b≤0.0003%、n≤0.006%,余量为铁和其他不可避免杂质。相应地,本发明还公开了一种上述的高强耐蚀复合花纹钢的制造方法。本发明所述的高强耐蚀复合钢板强度高,耐蚀性强,其屈服强度≥470mpa,抗拉强度≥610mpa,剪切强度≥410mpa,延伸率≥40%。cn 109532144 a一种超级双相不锈钢复合钢板及其制造方法,一种超级双相不锈钢复合钢板及其生产方法,其为四层结构,其中,中间两层为双相不锈钢,上下两层为碳钢;所述双相不锈钢的成分重量百分比为:c≤0.0 3%,m n≤1.20%,si≤0.80%,cr:24.0-26.0%,ni:6.0-8.0%,mo:3.0-5.0%,n:0.24-0.32%,余fe及不可避免杂质;所述碳钢的成分重量百分比为:c:0.03~0.12%,si0.10~0.45%,mn:
0.70-1.60%,p<0.020%;s<0.025%,cu:0~0.35%,cr:0~0.40%,ni:0~0.40%,nb:0~0.05%,mo:0~0.40%,ti:0~0.018%,al:0.015~0.045%,余fe及不可避免杂质。本发明复合钢板可获得良好的结构强度与耐蚀性能;该复合钢板为轧制复合板,能够实现覆层与基层材料的冶金结合,从而获得良好的结合力。
6.以上刀具用钢虽然在强度、耐磨性或耐蚀性上有一定的提高,但是国内大型钢铁企业的生产量与刀具行业的钢铁用量不成比例,加之工艺要求高,成本高,大型的钢铁企业不愿投入过多的技术力量和资金研发,使刀具原材料的开发研究一直处于停滞状态。
7.目前,对于如何通过合理的工艺制备得到高硬度、高耐磨性和高耐蚀性的高档厨刀用钢,尤其是通过低成本规模化制造高档厨刀用钢,国内尚无有效的解决方法。
技术实现要素:
8.本发明所要解决的第一个技术问题是提供一种多层厨刀用复合钢板,所述复合钢板包括外包套、基板和圆棒,基板和圆棒均设置在外包套中,且基板的上下两侧分别设置有至少一层圆棒;
9.其中,基板为高碳马氏体不锈钢,圆棒为304不锈钢和1cr13不锈钢或者304不锈钢和2cr13不锈钢,外包套为普碳钢;
10.其中,高碳马氏体不锈钢的化学成分以质量百分比计为c 0.95%~1.00%、si 0.40%~0.80%、mn 0.30%~0.70%、p≤0.015%、s≤0.010%、cr 17.0%~19.0%、mo 1.00%~1.50%,v 0.50%~1.00%,ni 0.40%~0.80%,al 0.010%~0.040%,余量为fe及不可避免杂质。
11.本发明所要解决的第二个技术问题是提供上述多层厨刀用复合钢板的制备方法,依次包括原料准备、组料与焊接、加热、锻造开坯、加热及轧制、退火处理、热处理、精整步骤,即得多层厨刀用复合钢板。
12.进一步的是,在原料准备中,外包套的形状为矩形,外包套的厚度为3~5mm,基板厚度为≤50mm,圆棒直径为≤15mm。
13.进一步的是,在组料与焊接中,基板的上下两侧分别设置有两层圆棒,且两层圆棒相互错开设置;焊接时,采用真空电子束焊箱对接触面进行密封焊接,真空度<10-2
pa。
14.进一步的是,加热在加热炉中进行,加热工艺为:装炉后随炉升温到550
±
10℃,保温时间≤60min,然后以≤120℃/h的升温速度升温至860
±
10℃,保温时间≤80min,最后以≤100℃/h的升温速度升温至1280
±
10℃,保温≥100min后出炉。
15.进一步的是,锻造开坯时,待坯料表面温度降至1050℃~1100℃时再开始拔长开坯,下砧子采用大平台,上砧子采用宽平砧,整体变形;
16.采用“轻-重-轻”变形工艺,轻变形率为≤3%,重变形率≥15%,终锻温度≥870℃,终锻后坑冷。
17.进一步的是,在加热及轧制中,加热在步进式加热炉中进行,加热工艺为:装炉后随炉升温到550
±
10℃,保温时间≤30min,然后以≤120℃/h的升温速度升温至860
±
10℃,保温时间≤60min,最后以≤100℃/h的升温速度升温至1280
±
10℃,保温≥90min后出炉;
18.轧制通过辊式轧机轧制,轧制工艺为:轧制中连续三道次变形量≥20%,终轧温度
19.≥800℃,当中间坯料规格为3~6mm,空冷至常温。
20.进一步的是,在退火处理中,以≤120℃/h的升温速度升温至860
±
10℃,保温时间≤5h,随炉冷却至350
±
10℃后出炉空冷。
21.进一步的是,在热处理中,淬火温度1050
±
10℃,保温时间≤45min,油冷;然后回火,回火温度≤250℃,保温≥120min后出炉空冷,经≤-100℃深冷处理,保温时间≥120min。
22.进一步的是,对热处理后的多层复合钢板进行矫直处理,即可得到合格的多层厨刀用复合钢板。
23.以上发明内容,仅为本发明的示意性描述,本领域技术人员应该知道,在不偏离本发明的工作原理的基础上,可以对本发明作出多种改进,这均属于本发明的保护范围。
24.本发明的有益效果:本发明多层厨刀用复合钢板,所述复合钢板包括外包套、基板和圆棒,基板和圆棒均设置在外包套中,且基板的上下两侧分别设置有至少一层圆棒;圆棒为304不锈钢和1cr13不锈钢或者304不锈钢和2cr13不锈钢,圆棒位于外层,使得成品复合钢板外表面具有优良的耐腐蚀性能,圆棒经过错开布置,并电焊固定,便于组坯,经腐蚀处理后即可获得明显、持久的条纹状花纹效果,同时因材料腐蚀性能不同,在成品厨刀腐蚀后也可得到多条条状花纹;而基板位于中间层,基板为高碳马氏体不锈钢,比如98cr18mo2v不锈钢,经过淬火与回火后硬度≥58hrc,经深冷处理后的硬度≥60hrc,硬度高;加入mo、v元素,可增加回火稳定性,细化钢的组织,特别是细化钢中碳化物,提高厨刀硬度和耐磨性;在多层厨刀用复合钢板制备方法中,利用高真空度的焊接密封,避免后序工序加热时接触面产生氧化,影响接触面的焊合;在锻造开坯时,首先采用高温加热,使各层材料间发生金属扩散,拔长时采用宽平砧下平台整体变形,为各层材料焊合提供有利条件,完成各层材料接近冶金结合,实现规模化生产,从而提高了生产效率,降低了生产成本。
附图说明
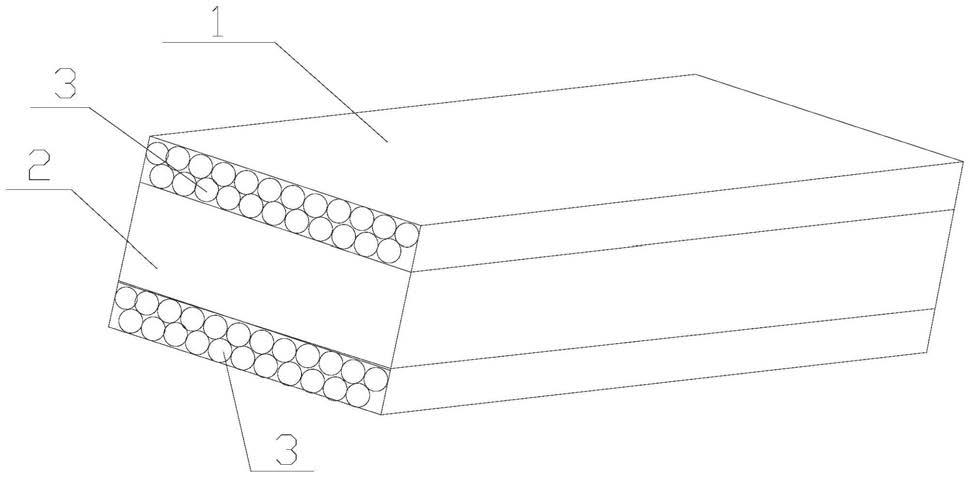
25.图1为本发明所述的多层厨刀用复合钢板的结构示意图;
26.图中1为外包套;2为基板;3为圆棒。
具体实施方式
27.如图1所示,本发明提供一种多层厨刀用复合钢板,所述复合钢板包括外包套1、基板2和圆棒3,基板2和圆棒3均设置在外包套1中,且基板2的上下两侧分别设置有至少一层圆棒3;
28.其中,基板为高碳马氏体不锈钢,比如98cr18mo2v不锈钢,圆棒3为304不锈钢和1cr13不锈钢或者304不锈钢和2cr13不锈钢,外包套1为普碳钢;
29.其中,高碳马氏体不锈钢的化学成分以质量百分比计为c 0.95%~1.00%、si 0.40%~0.80%、mn 0.30%~0.70%、p≤0.015%、s≤0.010%、cr 17.0%~19.0%、mo 1.00%~1.50%,v 0.50%~1.00%,ni 0.40%~0.80%,al 0.010%~0.040%,余量为fe及不可避免杂质。
30.本发明提供上述多层厨刀用复合钢板的制备方法,依次包括原料准备、组料与焊接、加热、锻造开坯、加热及轧制、退火处理、热处理、精整步骤,即得多层厨刀用复合钢板。
31.在原料准备中,外包套1、基板2和圆棒3按国家标准生产或外购,外包套1的厚度为
3~5mm,基板厚度为≤50mm,圆棒直径为≤15mm,清除表面氧化铁皮并去油脂。外包套1的形状为矩形,具体的是,外包套1根据基板2尺寸将普碳钢材料焊接成三面密封、一面开口的凹形槽,再次清除内表面,确保无赃物、油污,最后再焊接一块钢板而成。
32.在组料与焊接中,基板2的上下两侧分别设置有两层圆棒3,且两层圆棒3相互错开设置;具体组料工艺为:首先将两种不同材质的不锈钢圆棒3逐条错位、紧凑摆放,然后用夹具夹紧,用焊机电焊牢固;将基板2定位在外包套1的中间部位,沿着基板2上下两平面平齐、等数量插入固定好的焊条,焊接时,采用真空电子束焊箱对接触面进行密封焊接,真空度<10-2pa。
33.加热在加热炉中进行,加热工艺为:装炉后随炉升温到550
±
10℃,保温时间≤60min,然后以≤120℃/h的升温速度升温至860
±
10℃,保温时间≤80min,最后以≤100℃/h的升温速度升温至1280
±
10℃,保温≥100min后出炉。
34.锻造开坯时,将加热后的坯料进行锻造开坯,待坯料表面温度降至1050℃~1100℃时再开始拔长开坯,下砧子采用大平台,上砧子采用宽平砧,整体变形;采用“轻-重-轻”变形工艺,轻变形率为≤3%,重变形率≥15%,终锻温度≥870℃,终锻后坑冷。
35.在加热及轧制中,加热在步进式加热炉中进行,加热工艺为:装炉后随炉升温到550
±
10℃,保温时间≤30min,然后以≤120℃/h的升温速度升温至860
±
10℃,保温时间≤60min,最后以≤100℃/h的升温速度升温至1280
±
10℃,保温≥90min后出炉;将冷却后的坯料上下表面整体修磨,得到表面平整且无氧化铁皮的中间坯料。
36.对锻造后的中间坯料采用步进式加热炉加热和辊式轧机轧制,轧制工艺为:轧制中连续三道次变形量≥20%,终轧温度≥800℃,当中间坯料规格为3~6mm,空冷至常温。
37.轧制后的中间坯料进行退火处理,采用台车式加热炉加热,将轧制后的中间坯料随炉加热,以≤120℃/h的升温速度升温至860
±
10℃,保温时间≤5h,随炉冷却至350
±
10℃后出炉空冷。
38.退火后的中间坯料按以下热处理:淬火温度1050
±
10℃,保温时间≤45min,油冷;然后回火,回火温度≤250℃,保温≥120min后出炉空冷,经≤-100℃深冷处理,保温时间≥120min。
39.将热处理后的复合钢板采用辊式矫直机矫直,探伤确定复合钢板边界位置,切除多余基板的边界,即可得到多层厨刀用复合钢板。
40.综上所述,本发明多层厨刀用复合钢板,所述复合钢板包括外包套1、基板2和圆棒3,基板2和圆棒3均设置在外包套1中,且基板2的上下两侧分别设置有至少一层圆棒3;圆棒3为304不锈钢和1cr13不锈钢或者304不锈钢和2cr13不锈钢,圆棒3位于外层,使得成品复合钢板外表面具有优良的耐腐蚀性能,圆棒3经过错开布置,并电焊固定,便于组坯,经腐蚀处理后即可获得明显、持久的条纹状花纹效果,同时因材料腐蚀性能不同,在成品厨刀腐蚀后也可得到多条条状花纹;而基板2位于中间层,基板2为高碳马氏体不锈钢,比如98cr18mo2v不锈钢,经过淬火与回火后硬度≥58hrc,经深冷处理后的硬度≥60hrc,硬度高;加入mo、v元素,可增加回火稳定性,细化钢的组织,特别是细化钢中碳化物,提高厨刀硬度和耐磨性;在多层厨刀用复合钢板制备方法中,利用高真空度的焊接密封,避免后序工序加热时接触面产生氧化,影响接触面的焊合;在锻造开坯时,首先采用高温加热,使各层材料间发生金属扩散,拔长时采用宽平砧下平台整体变形,为各层材料焊合提供有利条件,完
成各层材料接近冶金结合,实现规模化生产,从而提高了生产效率,降低了生产成本。
41.下面结合实施例对本发明作进一步详细说明。
42.实施例1
43.本实施例采用基板尺寸600*30*2500mm(宽*厚*长),圆棒尺寸为φ8*2500mm(直径*长度),材质为304不锈钢和1cr13不锈钢,外包套材质采用25钢,生产3.0mm厚的多层厨刀用复合钢板,其步骤包括:
44.a:原料准备
45.a.外购符合成分要求的基板、圆棒和外包套材料,清除表面氧化铁皮并去油脂;
46.b.将外包套材料内根据基板尺寸将外包套材料焊接成三面密封、一面开口的凹形槽,再次清除内表面,确保无赃物、油污。
47.b:组料与焊接
48.a.将304不锈钢和1cr13不锈钢圆棒逐条错开紧凑摆好,然后用夹具夹紧并点焊牢固,焊接4排;
49.b.先将2排棒材平铺到外包套底面,再装基板紧贴,再装入2排棒材,最后电焊包套;
50.c.将点焊牢固的组件送至真空电子束焊箱对密封面进行密封焊接,真空度0.05pa。
51.c:加热
52.采用台车式加热炉加热,坯料装炉后采用分段式加热,随炉升温到550
±
10℃,保温时间30min,然后以100~120℃/h的升温速度缓慢升温至860
±
10℃,保温时间为60min,再然后以80~100℃/h的升温速度升温至1280
±
10℃,保温100min,最后出炉并迅速转移至锻造工位。
53.d:锻造开坯
54.a.坯料出炉后先迅速转移至锻造工位,采用高温测温仪测量钢锭表面温度为1050℃~1100℃时开始锻造;
55.b.使用45mn锻机拔长开坯,下砧子采用大平台,上砧子采用宽平砧,整体变形,采用“轻-重-轻”变形工艺,轻变形率为≤3%,重变形率≥15%,终锻温度≥870℃,开坯厚度20mm,终锻后吊到沙坑缓冷;
56.c.坯料上下表面整体修磨,得到表面平整且无氧化铁皮的中间坯料。
57.e:加热及轧制
58.a.采用台车式加热炉加热,坯料装炉后采用分段式加热,随炉升温到550
±
10℃,保温时间20min,然后以100~120℃/h的升温速度缓慢升温至860
±
10℃,保温时间为30min,再然后以80~100℃/h的升温速度升温至1280
±
10℃,保温90min,最后出炉;
59.b.采用辊式轧机大压下轧制,连续三道次变形量≥20%,终轧温度≥800℃,成品板材规格为3.0mm,空冷至常温。
60.f:退火处理
61.采用台车式加热炉加热,以60~120℃/h的升温速度升温至860
±
10℃,保温时间为2小时,随炉冷却至350
±
10℃后出炉空冷。
62.g:热处理
63.a.将复合钢板按以下热处理:淬火温度1050
±
10℃,保温时间20~45min,油冷,回火温度180
±
10℃,保温2.5h后出炉空冷,检测基层硬度为59.7hrc、61.2hrc和61.8hrc;
64.b.经-75
±
5℃进行深冷处理,保温时间120min,检测基层硬度为62.5hr、63.3hrc和62.8hrc。
65.h:精整
66.a.将热处理后的复合钢板采用辊式矫直机矫直;
67.b.探伤确定复合钢板边界位置,切除多余基板的边界,即可得到多层厨刀用复合钢板。
68.实施例2
69.本实施例采用基板尺寸550*50*2000mm(宽*厚*长),圆棒尺寸为2*2000mm(直径*长度),材质为304不锈钢和2cr13不锈钢,外包套材质采用25钢,生产6.0mm厚的多层厨刀用复合钢板,其步骤包括:
70.a:原料准备
71.a.外购符合成分要求的基板、圆棒和外包套材料,清除表面氧化铁皮并去油脂;
72.b.将外包套材料内根据基板尺寸将外包套材料焊接成三面密封、一面开口的凹形槽,再次清除内表面,确保无赃物、油污。
73.b:组料与焊接
74.a.将304不锈钢和2cr13不锈钢圆棒逐条错开紧凑摆好,然后用夹具夹紧并点焊牢固,焊接4排;
75.b.先将2排棒材平铺到外包套底面,再装基板紧贴,再装入2排棒材,最后电焊包套;
76.c.将点焊牢固的组件送至真空电子束焊箱对密封面进行密封焊接,真空度0.05pa。
77.c:加热
78.采用台车式加热炉加热,坯料装炉后采用分段式加热,随炉升温到550
±
10℃,保温时间60min,然后以80~100℃/h的升温速度缓慢升温至860
±
10℃,保温时间为60min,再然后以80~100℃/h的升温速度升温至1280
±
10℃,保温180min,最后出炉并迅速转移至锻造工位。
79.d:锻造开坯
80.a.坯料出炉后先迅速转移至锻造工位,采用高温测温仪测量钢锭表面温度为1050℃~1100℃左右时开始锻造;
81.b.使用45mn锻机拔长开坯,下砧子采用大平台,上砧子采用宽平砧,整体变形,采用“轻-重-轻”变形工艺,轻变形率为≤3%,重变形率≥15%,终锻温度≥870℃,开坯厚度40mm,终锻后吊到沙坑缓冷;
82.c.坯料上下表面整体修磨,得到表面平整且无氧化铁皮的中间坯料。
83.e:加热及轧制
84.a.采用台车式加热炉加热,坯料装炉后采用分段式加热,随炉升温到550
±
10℃,保温时间30min,然后以100~120℃/h的升温速度缓慢升温至860
±
10℃,保温时间为60min,再然后以80~100℃/h的升温速度升温至1280
±
10℃,保温150min,最后出炉;
85.b.采用辊式轧机大压下轧制,连续三道次变形量≥20%,终轧温度≥800℃,成品板材规格为6.0mm,空冷至常温。
86.f:退火处理
87.采用台车式加热炉加热,以60~120℃/h的升温速度升温至860
±
10℃,保温时间为5小时,随炉冷却至350
±
10℃后出炉空冷。
88.g:热处理
89.a.将复合钢板按以下热处理:淬火温度1050
±
10℃,保温时间45min,油冷,回火温度180
±
10℃,保温3h后出炉空冷,检测基层硬度为58.7hrc、59.2hrc和59.1hrc;
90.b.经-75
±
5℃进行深冷处理,保温时间180min,检测基层硬度为60.5hr、61.3hrc和60.8hrc。
91.h:精整
92.a.将热处理后的复合钢板采用辊式矫直机矫直;
93.b.探伤确定复合钢板边界位置,切除多余基板的边界,即可得到多层厨刀用复合钢板。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1