一种模压成型烟花筒用定量分料装置的制作方法
1.本实用新型涉及烟花筒生产设备,尤其涉及一种模压成型烟花筒用定量分料装置。
背景技术:
2.燃放烟花爆竹是人们在各种节日庆典活动中增添气氛的一种传统手段,尤其在我国,民间燃放花炮已经有一千多年的历史;组合烟花是近年来发展起来的一种大型烟花产品,因其燃放时,具备声、光、色彩等多种效果的结合和持续时间长,场面大气,热闹非凡,非常适合焰火晚会和喜庆节日庆典燃放使用;生产这种组合烟花筒,传统的方式是采用单个纸筒捆扎胶粘组合而成,外围再用黄板纸或牛皮纸包裹,这种捆扎式组合烟花筒的制作工序复杂,捆扎可靠性差,劳动强度大,制作成本高,生产效率低,不适应烟花制造商规模化批量生产的需求。
3.目前,为了克服现有组合烟花筒制造效率低下和提高筒体可靠性的问题,烟花制造商普遍采用模压成型的方式来制作组合烟花筒,如申请号2014107824534公开了一种烟花筒体制备方法以及生产设备,其工序过程为:首先将烟花筒流体原料输送至组合烟花筒模具的型腔内,然后上下模合模挤压并结合超声振动成型,再脱模并取出组合烟花筒成品,能实现从入料、成型、脱模、出模的整体过程自动化生产,有效提高了生产效率,并且成品质量好;但上述工序过程存在不能实现定量输送烟花筒流体原料至模具型腔内,影响下工序合模挤压成型的正常生产;虽然现有技术存在有采用称重量的方式来实现定量输送,但存在电子秤称重误差大,定量输送的精确度不高,造成原料浪费,并且称重方式的设计结构复杂,制作麻烦,成本高。
技术实现要素:
4.针对上述情况,本实用新型的目的在于提供一种模压成型烟花筒用定量分料装置,它采用料腔内设有推料板可与行程开关产生感应的组合设计结构,能实现采用容积定量的方式输送烟花筒原料,从而克服了现有技术采用称重方式进行定量输送所存在的缺陷,并且整体结构科学合理、简单紧凑,安装和操作方便,市场前景广阔,便于推广使用。
5.为了实现上述目的,一种模压成型烟花筒用定量分料装置,它包括机座,所述机座的顶部中心设有推料气缸,所述推料气缸的活塞杆朝下设置,且活塞杆的底端连接推料架,所述推料架下端连接有推料板,所述推料板伸入机座中部设有的料腔内,且推料板可沿着料腔内壁上下往返运行,所述机座的一侧还设有行程开关用于感应推料板;所述机座的一侧设有进料主管,所述料腔经进料支管与进料主管连接,且所述进料支管上设有进料阀;当打开进料阀,利用压力输送,可将烟花筒原料输送至料腔内并使推料板沿着料腔内壁向上运行,随着推料板向上运行可与行程开关产生感应用于控制进料阀关闭,从而利用推料板的行程来控制料腔可容纳烟花筒原料的容量,实现采用容积定量控制输送烟花筒原料。
6.为了实现结构、效果优化,其进一步的措施是:所述机座顶部设有调节螺杆,所述
调节螺杆的底面用于顶住推料架向上运行,通过旋转调节螺杆可调整控制推料架及推料板向上运行的行程。
7.所述机座的一侧设有条形孔用于安装行程开关,通过条形孔可调整行程开关在竖直方向的安装位置,实现调整控制推料板与行程开关产生感应的位置。
8.所述料腔的底端设有出料管,所述出料管上设有球阀。
9.所述机座上位于出料管的一侧设有喷水机构,且所述喷水机构的喷头倾斜向上对准出料管的出口处。
10.所述机座中部的料腔设有若干个,所述推料架下端相应设有若干推料板分别与若干料腔对应连接。
11.所述进料主管上并联若干根进料支管用于分别与若干料腔对应连接,且每根进料支管上分别设有进料阀。
12.所述进料主管输送方向的末端连接有回料管,所述回料管上设有回料阀。
13.本实用新型相比现有技术所产生的有益效果:
14.(ⅰ)本实用新型采用机座的顶部中心设有推料气缸,当控制推料气缸的活塞杆朝下运行时,经连接的推料架可带动推料板跟随下行,从而将料腔内的烟花筒原料推送出来,有利于实现原料的自动化输送,有效提高了生产效率;
15.(ⅱ)本实用新型采用进料主管经进料支管与料腔连接,利用控制进料支管上进料阀的开闭,从而方便实现自动向料腔内定量输送烟花筒原料,并有利于保障定量输送的精度;
16.(ⅲ)本实用新型采用推料板可沿着料腔内壁上下往返运行,当烟花筒原料在压力输送下进入料腔,可使推料板向上运行并与行程开关产生感应而及时关闭进料阀,达到利用推料板的行程来控制料腔容量的目的,实现利用容积定量控制输送原料,与现有技术采用称重方式进行定量输送相比,定量更精准,有利于减少原料的浪费,并且整体设计结构简单,制作方便,成本低;
17.(ⅳ)本实用新型采用料腔内设有推料板可与行程开关产生感应的组合设计结构,能实现采用容积定量的方式输送烟花筒原料,从而克服了现有技术采用称重方式进行定量输送所存在的缺陷,并且整体结构科学合理、简单紧凑,安装和操作方便,具有显著的经济效益和社会效益。
18.本实用新型广泛适用于组合烟花筒生产配套使用。
19.下面结合附图和实施例对本实用新型作进一步详细说明。
附图说明
20.构成本技术一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
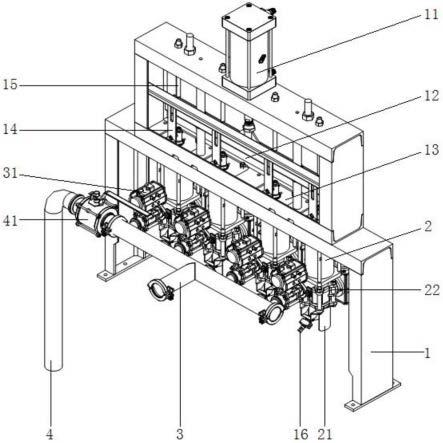
21.图1为本实用新型的立体示意图。
22.图2为图1的主视图。
23.图中:1-机座,11-推料气缸,12-推料架,13-推料板,14-行程开关,15-调节螺杆,16-喷水机构,2-料腔,21-出料管,22-球阀,3-进料主管,31-进料阀,4-回料管,41-回料阀。
具体实施方式
24.参照图1~图2,本实用新型是这样实现的:一种模压成型烟花筒用定量分料装置,它包括机座1,所述机座1的顶部中心设有推料气缸11,所述推料气缸11的活塞杆朝下设置,且活塞杆的底端连接推料架12,所述推料架12下端连接有推料板13,所述推料板13伸入机座1中部设有的料腔2内,且推料板13可沿着料腔2内壁上下往返运行,所述机座1的一侧还设有行程开关14用于感应推料板13;所述机座1的一侧设有进料主管3,所述料腔2经进料支管与进料主管3连接,且所述进料支管上设有进料阀31;当打开进料阀31,利用压力输送,可将烟花筒原料输送至料腔2内并使推料板13沿着料腔2内壁向上运行,随着推料板13向上运行可与行程开关14产生感应用于控制进料阀31关闭,从而利用推料板13的行程来控制料腔2可容纳烟花筒原料的容量,实现采用容积定量控制输送烟花筒原料。
25.参考图1~图2所示,本实用新型中机座1顶部设有调节螺杆15,所述调节螺杆15的底面用于顶住推料架12向上运行,通过旋转调节螺杆15可调整控制推料架12及推料板13向上运行的行程;所述机座1的一侧设有条形孔用于安装行程开关14,通过条形孔可调整行程开关14在竖直方向的安装位置,实现调整控制推料板13与行程开关14产生感应的位置;工作时,烟花筒原料在压力输送下进入料腔2内,随着烟花筒原料的不断输入可推动料腔2内的推料板13向上运行,带动推料架12跟随向上运行,当推料架12向上运行与调节螺杆15接触时,调节螺杆15的底面可顶住推料架12继续上行,此时,行程开关14可感应到推料板13而发出控制信号,控制关闭进料阀;利用调节螺杆15控制推料架12向上运行的行程,结合行程开关14与料腔2内的推料板13产生感应发出信号控制关闭进料阀31,从而及时停止烟花筒原料的输送,达到利用推料板13行程精确控制料腔2的容量,结合及时关闭进料阀31实现准确定量输送的目的,能有效减少烟花筒原料的浪费,降低成本;所述料腔2的底端设有出料管21,所述出料管21上设有球阀22,排料时,打开球阀22,启动推料气缸11使其活塞杆朝下运行,经推料架12带动推料板13跟随下行,从而将料腔2内的烟花筒原料经出料管21排出;所述机座1上位于出料管21的一侧设有喷水机构16,且所述喷水机构16的喷头倾斜向上对准出料管21的出口处,一般在排料之前,利用喷水机构16的喷头倾斜向上对出料管21的出口处喷洒水雾,可使水雾进入出料管21内并均匀粘附在内壁上,利用水雾可增大内壁的润滑性能,从而避免排料时烟花筒原料在出料管上粘接及残留,有利于保障设备的正常运行。
26.如图1~图2所示,本实用新型中机座1中部的料腔2设有若干个,所述推料架12下端相应设有若干推料板13分别与若干料腔2对应连接;所述进料主管3上并联若干根进料支管用于分别与若干料腔2对应连接,且每根进料支管上分别设有进料阀31,通过设置若干料腔2及对应的推料板13和进料支管,用于解决厂家规模化大批量生产的需求,极大提升经济效益;所述料腔2的设置数量需与后工序模压成型的产量配套,参见附图1和图2,所述料腔2是并列设置四个,相应设置四根进料支管及四个配套的进料阀31,所述推料架12下端的推料板13也设置四个并分别与料腔2对应连接;所述行程开关14的设置数量与推料板13对应,用于实现每个行程开关14分别与相对应的推料板13产生感应用于发出信号控制相对应的进料阀31;所述进料主管3输送方向的末端连接有回料管4,所述回料管4上设有回料阀41,当进料阀31关闭后,立即打开回料阀41,可将进料主管3内的原料经回料管4输送回输送泵的输入端,经输送泵将原料重新泵送至进料主管3内,当进料阀31打开时,则立即关闭回料阀41,可使进料主管3内的原料输送至料腔2内,实现连续循环运行,有效提高了生产效率,
并能阻止烟花筒原料在进料主管3内滞留,避免原料中产生气泡,有利于保障烟花筒原料定量输送的精度。
27.结合图1~图2所示,本实用新型的工作流程为:首先,根据所生产组合烟花筒的种类,确定烟花筒原料的输送量,然后调整好行程开关及调节螺杆,确保料腔的容积定量符合要求;随后启动原料输送泵,将烟花筒原料泵送至进料主管中,同时关闭回料管上的回料阀、出料管上的球阀,打开进料支管上的进料阀;在泵送压力作用下,烟花筒原料可输送进料腔内,并随着烟花筒原料的不断输入而推动料腔内的推料板向上运行,同时推料架跟随向上运行,当推料架向上运行至终点处被调节螺杆顶住时,此时推料板处于行程开关的感应范围,从而使行程开关产生感应而发出控制信号,实现控制关闭进料阀,停止向料腔内输送烟花筒原料,同时打开回料阀,使进料主管内的烟花筒原料继续通过回料管回流至输送泵的输入端,从而保持输送泵的连续运转,避免因输送泵停止而使进料主管内产生空气,导致影响定量输送;随后启动喷水机构,利用喷水机构的喷头倾斜向上对出料管内壁喷洒水雾,同时启动推料气缸和打开出料管上的球阀,使推料气缸的活塞杆朝下运行,经推料架带动推料板跟随下行,从而将料腔内的烟花筒原料经出料管排出进入下工序;待料腔内的烟花筒原料排出后,关闭出料管上的球阀,停止推料气缸的动作,接着关闭回料管上的回料阀,打开进料支管上的进料阀,开始下一轮烟花筒原料的定量输送,实现循环连续运转;由于分别设有若干料腔和进料支管,并且推料板和行程开关分别与料腔对应设置,故在设备连续运行中,当某个料腔及对应的工位发生故障时,可关闭相应的进料支管,方便检修相应的工位,并不影响其他工位的连续作业。
28.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,并根据本实用新型的技术方案及其构思加以等同替换或改变,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1