牛皮纤维复合基材生产线的制作方法
1.本实用新型涉及面料加工领域,具体的涉及牛皮纤维复合基材生产线。
背景技术:
2.人工制革产业化生产已有几十年历史,随着各种新材料的不断应用,其产品也在不断更新。革基布从机织物到今天的非织造布,所用树脂从聚氯乙烯、丙烯酸树脂到聚氨酯(pu),纤维也从普通的化学纤维到藕状纤维和超细纤维等差别化纤维。在产品风格上,人工制革经历了从低档到高档,从仿形到仿真的发展过程,其特性甚至超越了天然皮革。仿牛皮纤维面料通常指超细纤维合成皮革,是在充分剖析天然皮革的基础上发展起来的。超细纤维合成革是由束状超细纤维与聚氨酯经过特殊工艺加工而成。它是采用与天然皮革中束状胶原纤维结构和性能相似的尼龙超细纤维,制成具有三维网络结构的非织造布,再填充性能优异具有开式微孔结构的聚氨酯经后加工处理而成。超细纤维合成革的优点是:撕裂强度、拉伸强度高,耐折性好,耐寒性佳,耐霉变性能较佳,成品厚实丰满,仿真性好等,表面易清洗,组织结构和天然皮革相似,传统的仿牛皮纤维面料在生产会遇到一些加工难题:传统的防牛皮面料其内部纤维细长,具有很好的防牛皮效果,但是本身的各向抗拉强度很低,通过提高厚度或者材料跟换对于强度提高有限,不符合产品的实际性能要求,有鉴于此,本案由此产生。
技术实现要素:
3.本实用新型的一个目的是通过牛皮纤维复合基材生产线解决至少上述问题。
4.为解决上述技术问题,本实用新型采用的技术方案如下:牛皮纤维复合基材生产线,其特征在于:包括斜网造纸机、基布放卷机、基布皮带机、复合皮带机、水刺装置和烘干装置,所述斜网造纸机设有两台,所述基布放卷机位于基布皮带机的前端,两台斜网造纸机和基布皮带机的出料端汇合于复合皮带机上,所述水刺装置和烘干装置依次布置于复合皮带机的后端。
5.优选的,所述基布放卷机设有两台,其中一台基布放卷机与基布皮带机连接、另一台基布放卷机与复合皮带机连接。
6.优选的,两台斜网造纸机一前一后布置于复合皮带机上方。
7.优选的,所述基布皮带机的出料端设有基布引料托辊,前面一台斜网造纸机的出料端设有前牛皮纤维引料托辊,后面一台斜网造纸机的出料端设有后牛皮纤维引料托辊,所述基布引料托辊输出的基布夹设于前牛皮纤维引料托辊和后牛皮纤维引料托辊输出的牛皮纤维布之间。
8.优选的,所述复合皮带机的上方设有复合引料托辊,所述基布引料托辊位于前牛皮纤维引料托辊和后牛皮纤维引料托的上方,所述复合引料托辊位于前牛皮纤维引料托辊和后牛皮纤维引料托的下方。
9.优选的,所述水刺装置包括依次连接的夹持给料机、预刺水刺机、高压水刺机和修
面水刺机。
10.优选的,所述夹持给料机包括上给料机和下给料机,所述上给料的输送带面和下给料机的输送带面的前端层锐角的夹角、后端相互贴合。
11.优选的,所述预刺水刺机包括挤压机构、预刺水刺头和预刺真空吸箱,所述挤压机构和预刺水刺头交替布置,且每个预刺水刺头前设有挤压机构,所述预刺真空吸箱位于预刺水刺头正下方,所述挤压机构包括上挤压托辊、下挤压托辊和驱动上挤压托辊上下移动的挤压气缸;所述高压水刺机包括高压水刺头、高压真空吸箱和高压水膜吸附箱,所述高压真空吸箱位于高压水刺头下方,所述高压水刺头和高压水膜吸附箱交替布置,所述高压水膜吸附箱上的真空除水辊与复合基材的上表面接触,以除去复合基材表面水膜;所述修面水刺机包括修面水刺头、修面真空吸箱和修面水膜吸附箱,所述修面水刺头和修面水膜吸附箱交替布置,所述水膜水膜吸附箱上的真空除水辊与复合基材的上表面接触,以除去复合基材表面水膜。
12.优选的,所述烘干装置包括依次连接的预轧干机、第一圆筒烘干机、第一有害物去除装置、第二圆筒烘干机、第二有害物去除装置、第三圆筒烘干机和圆网烘干机和收卷机。
13.基材生产工艺,利用上述的牛皮纤维复合基材生产线进行生产,其特征在于,包括以下步骤:
14.步骤a、牛皮纤维浆料通过斜网造纸机制成牛皮纤维料;
15.步骤b、预制的无纺布或编织布等基布通过基布放卷机放卷;
16.步骤c、1)、当生产二层防牛皮纤维料时,基布通过复合皮带机输送至与其中一台斜网造纸机产生的牛皮纤维料进行叠加;2)、当生产三层防牛皮纤维料时,基布通过基布皮带机输送,并夹设于两台斜网造纸机产生的牛皮纤维料之间,最终在复合皮带机上叠加成三明治结构的面料;3)、当生产四层防牛皮纤维料时,两层的基布分别通过基布皮带机和复合皮带机输送,其中一层基布夹设于两台斜网造纸机产生的牛皮纤维料之间,另一层基布布置于面料最低部,最终在复合皮带机上叠加成四层结构的面料;
17.步骤d、面料依次通过夹持给料机进入水刺装置,通过预刺水刺机进行预先水刺定位,再通过高压水刺机进行高压水刺复合,最后通过修面水刺机进行修面,每次预先水刺定位时先通过加压机构进行除水,每次高压水刺复合前先通过高压水膜吸附箱除去水膜,每次修面前先通过修面水膜吸附箱除去水膜,减小水刺阻力,提高水刺效果;
18.步骤e、水刺后的复合基材依次通过轧干、圆筒烘干、除去六价铬和甲醛等有害物质和圆网烘干,最后收卷。
19.由上述描述可知,本实用新型提供的牛皮纤维复合基材生产线具有如下有益效果:将无纺布和编织布等抗拉强度好的基布和牛皮纤维进行叠加,再通过水刺工艺对其进行复合,使得牛皮纤维和基布纤维交错,有效提高复合基材的强度;根据需要生产线可用于生产:一层牛皮纤维一层基布的二层复合基材、两层牛皮纤维中间夹有一层基布的三层复合基材或是两层牛皮纤维和两层基布交替布置的四层复合基材,生产线的扩展能力强;每次预先水刺定位时先通过加压机构进行除水,每次高压水刺复合前先通过高压水膜吸附箱除去水膜,每次修面前先通过修面水膜吸附箱除去水膜,减小水刺阻力,提高水刺效果;水刺后的复合基材依次通过轧干、圆筒烘干、除去六价铬和甲醛等有害物质和圆网烘干,有效去除有害物质,提高烘干效果。
附图说明
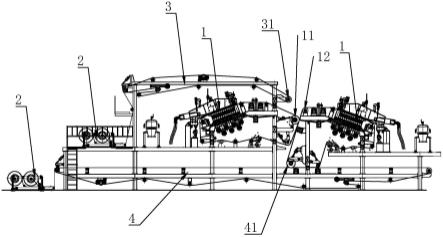
20.图1为本实用新型斜网造纸机、基布放卷机、基布皮带机、复合皮带机的结构示意图。
21.图2为水刺装置的结构示意图。
22.图3为烘干装置的结构示意图。
具体实施方式
23.以下通过具体实施方式对本实用新型作进一步的描述。
24.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
25.如图所示,本实用新型牛皮纤维复合基材生产线,包括斜网造纸机1、基布放卷机2、基布皮带机3、复合皮带机4、水刺装置和烘干装置。
26.斜网造纸机1设有两台,基布放卷机2位于基布皮带机3的前端,两台斜网造纸机1和基布皮带机3的出料端汇合于复合皮带机4上,水刺装置和烘干装置依次布置于复合皮带机4的后端。
27.基布放卷机2设有两台,其中一台基布放卷机2与基布皮带机3连接、另一台基布放卷机2与复合皮带机4连接,两台基布放卷机2根据需要选择一台工作或是同时工作。
28.两台斜网造纸机1一前一后布置于复合皮带机4上方,且前面的斜网造纸机1高度高于后面的斜网造纸机1。斜网成型装置,用于生产湿法无纺布系列的产品,一般用于生产如高透滤纸,茶叶袋滤纸,空气滤纸等,这种斜网成型装置被称水力成型装置。实用新型将用于造纸的斜网造纸机1应用于牛皮纤维面料加工领域,斜网造纸机1铺成面料的纤维长、分布均匀、且纤维交错布置,使得面料强度高,对浆料的溶度要求较低,低溶度有助于面料内纤维分布均匀,产品性能一致。
29.基布皮带机3的出料端设有基布引料托辊31,前面一台斜网造纸机1的出料端设有前牛皮纤维引料托辊11,后面一台斜网造纸机1的出料端设有后牛皮纤维引料托辊12,基布引料托辊31输出的基布夹设于前牛皮纤维引料托辊11和后牛皮纤维引料托辊12输出的牛皮纤维布之间。
30.复合皮带机4的上方设有复合引料托辊41,基布引料托辊31位于前牛皮纤维引料托辊11和后牛皮纤维引料托的上方,复合引料托辊41位于前牛皮纤维引料托辊11和后牛皮纤维引料托的下方,叠加后的复合基布通过复合引料托辊41进入复合皮带机4后半段。
31.水刺装置包括依次连接的夹持给料机51、预刺水刺机52、高压水刺机53和修面水刺机54。
32.夹持给料机51包括上给料机511和下给料机512,上给料的输送带面和下给料机512的输送带面的前端层锐角的夹角、后端相互贴合。
33.预刺水刺机52对复合基材进行初步定位,预刺水刺机52包括挤压机构、预刺水刺头和预刺真空吸箱,挤压机构和预刺水刺头交替布置,且每个预刺水刺头前设有挤压机构,预刺真空吸箱位于预刺水刺头正下方,挤压机构包括上挤压托辊、下挤压托辊和驱动上挤压托辊上下移动的挤压气缸,叠加的复合基材通过上挤压托辊、下挤压托辊之间的间隙并挤压出内部水分,复合基材通过预刺水刺头和预刺真空吸箱之间,通过水刺使得牛皮纤维
和基布之间的限位交错连接;高压水刺机53对复合基材进行高压复合,高压水刺机53包括高压水刺头、高压真空吸箱和高压水膜吸附箱,高压真空吸箱位于高压水刺头下方,高压水刺头和高压水膜吸附箱交替布置,高压水膜吸附箱上的真空除水辊与复合基材的上表面接触,以除去复合基材表面水膜;修面水刺机54包括修面水刺头、修面真空吸箱和修面水膜吸附箱,修面水刺头和修面水膜吸附箱交替布置,修面水膜吸附箱上的真空除水辊与复合基材的上表面接触,以除去复合基材表面水膜,水刺头和真空吸箱的具体结构参见现有技术。
34.烘干装置包括依次连接的预轧干机61、第一圆筒烘干机62、第一有害物去除装置63、第二圆筒烘干机64、第二有害物去除装置65、第三圆筒烘干机66和圆网烘干机67和收卷机,第一有害物去除装置63和第二有害物去除装置65内部可分别存放用于去除六价铬或甲醛等有害物质的处理液,圆筒烘干机和圆网烘干机67结构参见现有技术,预轧干机61利用两个相邻的托辊挤压复合基材内部水分。
35.基材生产工艺,利用权利要求上述的牛皮纤维复合基材生产线进行生产,其特征在于,包括以下步骤:
36.步骤a、牛皮纤维浆料通过斜网造纸机1制成牛皮纤维料;
37.步骤b、预制的基布通过基布放卷机2放卷;
38.步骤c、1)、当生产二层防牛皮纤维料时,基布通过复合皮带机4输送至与其中一台斜网造纸机1产生的牛皮纤维料进行叠加;2)、当生产三层防牛皮纤维料时,基布通过基布皮带机3输送,并夹设于两台斜网造纸机1产生的牛皮纤维料之间,最终在复合皮带机4上叠加成三明治结构的面料;3)、当生产四层防牛皮纤维料时,两层的基布分别通过基布皮带机3和复合皮带机4输送,其中一层基布夹设于两台斜网造纸机1产生的牛皮纤维料之间,另一层基布布置于面料最低部,最终在复合皮带机4上叠加成四层结构的面料,两层局部可以选用一种无纺布一种编织布,或者同时为无纺布或编织布,无纺布的特点是质轻、透气抗菌,而编织布的特点是强度较高,可根据产品性能需求选择不同的基布;
39.步骤d、面料依次通过夹持给料机51进入水刺装置,通过预刺水刺机52进行预先水刺定位,再通过高压水刺机53进行高压水刺复合,最后通过修面水刺机54进行修面,每次预先水刺定位时先通过加压机构进行除水,每次高压水刺复合前先通过高压水膜吸附箱除去水膜,每次修面前先通过修面水膜吸附箱除去水膜,减小水刺阻力,提高水刺效果;
40.步骤e、水刺后的复合基材依次通过轧干、圆筒烘干、除去六价铬和甲醛等有害物质和圆网烘干,最后收卷。
41.本实用新型提供的牛皮纤维复合基材生产线具有如下有益效果:将无纺布和编织布等抗拉强度好的基布和牛皮纤维进行叠加,再通过水刺工艺对其进行复合,使得牛皮纤维和基布纤维交错,有效提高复合基材的强度;根据需要生产线可用于生产:一层牛皮纤维一层基布的二层复合基材、两层牛皮纤维中间夹有一层基布的三层复合基材或是两层牛皮纤维和两层基布交替布置的四层复合基材,生产线的扩展能力强;每次预先水刺定位时先通过加压机构进行除水,每次高压水刺复合前先通过高压水膜吸附箱除去水膜,每次修面前先通过修面水膜吸附箱除去水膜,减小水刺阻力,提高水刺效果;水刺后的复合基材依次通过轧干、圆筒烘干、除去六价铬和甲醛等有害物质和圆网烘干,有效去除有害物质,提高烘干效果。
42.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制,本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
43.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“设置”应做广义理解,例如,可以是固定相连、设置,也可以是可拆卸连接、设置,或一体地连接、设置;本实用新型中提供的用电器的型号仅供参考。对于本领域的普通技术人员而言,可以根据实际使用情况更换功能相同的不同型号用电器,对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
44.上述仅为本实用新型的若干具体实施方式,但本实用新型的设计构思并不局限于此,凡利用此构思对本实用新型进行非实质性的改动,均应属于侵犯本实用新型保护范围的行为。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1