一种智能压合装置的制作方法
1.本实用新型属于真空压合技术领域,具体涉及一种智能压合装置。
背景技术:
2.目前的智能压合装置通常都是单工作台单压合设备,设备占地空间大,集成度低,还需要人工配合操作,自动化程度低,而且在压合时常会产生难以排出的气泡,影响产品质量。为此,如何实现智能化压合且能够避免气泡的产生成为当前的研究热点。
技术实现要素:
3.为解决现有技术中存在的技术问题,本实用新型的目的在于提供一种智能压合装置。
4.为实现上述目的,达到上述技术效果,本实用新型采用的技术方案为:
5.一种智能压合装置,包括真空模组及由上至下依次设置且相适配的上压合模组和下压合模组,所述上压合模组包括第一气缸、若干组上导向杆组、若干组下导向杆组、基座、第一移动座、第二气缸、中间座、第二移动座和上压合座,下压合模组设置与上压合座相适配的下贴合座,基座、第一移动座、中间座和第二移动座平行设置,第一移动座与中间座之间竖向设置有若干根固定杆,第一气缸通过其气缸杆连接有第一移动座,第一移动座上且位于第一气缸左右两侧分别设置有上导向杆组,上导向杆组竖向穿过基座,第二气缸通过其气缸杆连接有第二移动座,第二移动座上且位于第二气缸左右两侧设置有下导向杆组,下导向杆组由上至下依次穿过基座、第一移动座、中间座和第二移动座,第二移动座下方且位于上压合座内竖向设置有若干根底导向杆,上压合座内设置压合模,压合模通过底导向杆连接第二移动座,压合模中央位置设有吸附模,通过真空模组对吸附模进行抽真空,用于真空吸附压合件,第一移动座两侧侧壁竖向设置滑轨,基座左右两侧设置有滑座,滑座内侧壁设置滑块,滑轨上安装有滑块,通过第一气缸驱动第一移动座沿滑轨方向往复运动,驱动上压合座下压,并与下压合模组的下贴合座面面相对贴合形成真空腔体,压合件和下贴合座上的工件位于真空腔体内,通过第二气缸驱动第二移动座沿底导向杆运动方向运动并带动压合模同步运动,实现真空腔体内的压合件和下贴合座上的工件的压合,压合件和下贴合座上的工件之间涂布有压合用胶。
6.进一步的,所述上导向杆组共有两组,对称设置于第一移动座上且位于第一气缸左右两侧,每组上导向杆组均包括对称设置的两根上导向杆,上导向杆竖向穿过基座并固定于第一移动座上。
7.进一步的,所述下导向杆组共有两组,对称设置于第二移动座上且位于第二气缸左右两侧,每组下导向杆组均包括对称设置的两根下导向杆,下导向杆由上至下依次穿过基座、第一移动座、中间座和第二移动座。
8.进一步的,所述第二移动座下方四角且位于上压合座内竖向对称设置有底导向杆,底导向杆共有四根。
9.进一步的,所述第一移动座两侧侧壁竖向对称设置滑轨,滑轨共有两条,所述基座左右两侧对称设置有滑座,滑座内侧壁设置滑块,每条滑轨上均设有两块滑块。
10.进一步的,所述下贴合座与上压合座的连接处设置密封条。
11.进一步的,所述真空模组包括涡流真空泵和真空管道,所述上压合座上设置与真空腔体连接的真空接口,真空接口通过一段真空管道连接至真空接头,真空接头通过另一段真空管道连接至涡流真空泵,通过涡流真空泵对真空腔体实现抽真空-100kpa,满足真空腔体的真空要求,所述吸附模上设置通过真空管道连接涡流真空泵的吸附腔,通过涡流真空泵对吸附模的吸附腔抽真空,形成负压,用于吸附住压合件。
12.进一步的,所述下压合模组上设置与压合件预贴合的工件,下压合模组通过底部两侧的下帖合滑块设置于滑动轨道,滑动轨道沿垂直于上压合模组运动方向设置,驱动气缸通过其驱动气缸杆带动下压合模组沿下帖合滑块滑动方向往复运动。
13.与现有技术相比,本实用新型的有益效果为:
14.本实用新型公开一种智能压合装置,包括真空模组及由上至下依次设置且相适配的上压合模组和下压合模组,上压合模组包括第一气缸、若干组上导向杆组、若干组下导向杆组、基座、第一移动座、第二气缸、中间座、第二移动座和上压合座,下压合模组设置与上压合座相适配的下贴合座,基座、第一移动座、中间座和第二移动座平行设置,第一移动座与中间座之间竖向设置有若干根固定杆,第一气缸通过其气缸杆连接有第一移动座,第一移动座上且位于第一气缸左右两侧分别设置有上导向杆组,上导向杆组竖向穿过基座,第二气缸通过其气缸杆连接有第二移动座,第二移动座上且位于第二气缸左右两侧设置有下导向杆组,下导向杆组由上至下依次穿过基座、第一移动座、中间座和第二移动座,第二移动座下方且位于上压合座内竖向设置有若干根底导向杆,上压合座内设置压合模,压合模通过底导向杆连接第二移动座,压合模中央位置设有吸附模,通过真空模组对吸附模进行抽真空,用于真空吸附压合件,第一移动座两侧侧壁竖向设置滑轨,基座左右两侧设置有滑座,滑座内侧壁设置滑块,滑轨上安装有滑块,通过第一气缸驱动第一移动座沿滑轨方向往复运动,驱动上压合座下压,并与下压合模组的下贴合座面面相对贴合形成真空腔体,压合件和下贴合座上的工件位于真空腔体内,通过第二气缸驱动第二移动座沿底导向杆运动方向运动并带动压合模同步运动,实现真空腔体内的压合件和下贴合座上的工件的压合,压合件和下贴合座上的工件之间涂布有压合用胶。本实用新型提供的智能压合装置,下压合模组可沿滑动轨道移动至上压合模组下方,实现下压合模组上的工件的运输及后期压合,压合件和下贴合座上的工件能够在真空环境下完成压合,不易产生气泡,良品率高,压合操作简便可行,智能化水平高,工作效率高,更易形成流水线作业,代替人工操作,节省成本。
附图说明
15.图1为本实用新型的外形图;
16.图2为本实用新型的背面图;
17.图3-4分别为本实用新型的内部立体结构示意图;
18.图5为本实用新型图4中a处局部放大图;
19.图6-9分别为本实用新型的上压合模组的立体结构示意图;
20.图10为本实用新型的上压合座的内部立体结构示意图;
21.图11-13分别为本实用新型的下贴合模组和支架搬运模组的立体结构示意图;
22.图14-16分别为本实用新型的搬运模组的立体结构示意图;
23.图17-18分别为本实用新型的uv激活模组的立体结构示意图;
24.图19-21分别为本实用新型的ccd模组的立体结构示意图;
25.图22为本实用新型的ccd模组的安装结构示意图。
具体实施方式
26.下面结合附图对本实用新型进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
27.以下给出一个或多个方面的简要概述以提供对这些方面的基本理解。此概述不是所有构想到的方面的详尽综览,并且既非旨在指认出所有方面的关键性或决定性要素亦非试图界定任何或所有方面的范围。其唯一的目的是要以简化形式给出一个或多个方面的一些概念以为稍后给出的更加详细的描述之序。
28.在本实用新型的描述中,需要说明的是,术语“顶部”、“底部”、“左”、“右”、“上”、“下”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
29.如图1-22所示,一种智能压合装置,包括真空模组及由上至下依次设置且相适配的上压合模组7和下压合模组,上压合模组7能够竖向往复运动,下压合模组包括下贴合模组2及设置于其上的支架搬运模组3,上压合模组7的上压合座19与支架搬运模组3上的下贴合座31相适配且面面相对贴合时能够形成内部呈真空的真空腔体,下压合模组上设置与上压合模组7上吸附的压合件10预贴合的工件11,便于后期在真空环境下完成压合件10和工件11的压合操作。
30.为实现美观一体化,将上压合模组7和下压合模组放置于框体1的工作平台上,工作平台上还设置有配套的搬运模组4、esd离子风棒5、uv激活模组6等,搬运模组4能竖向往复运动,还能沿垂直于上压合模组7运动方向往复运动,搬运模组4上放置有待压合的压合件10,上压合模组能够真空吸附住搬运模组4上放置的压合件10,下贴合模组2能够沿垂直于上压合模组7运动方向往复运动,并带动支架搬运模组3同步运动,支架搬运模组3还能够沿轴向旋转,支架搬运模组3上放置有待压合的工件11,工件11上涂布有压合用胶,通过uv激活模组6照射并激活压合用胶后将压合件10和工件11压合在一起,通过esd离子风棒5去除压合件10和工件11上的静电。
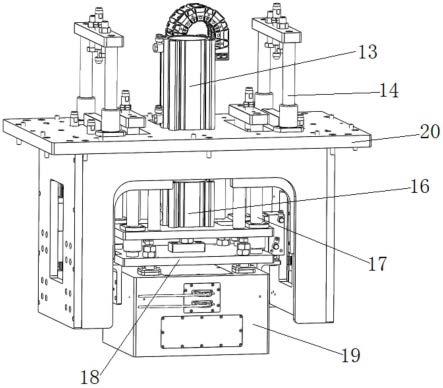
31.上压合模组7包括第一气缸13、若干组上导向杆组、若干组下导向杆组、基座20、第一移动座201、第二气缸16、第二移动座18和上压合座19,第一移动座201与第二移动座18之间设置有中间座,基座20、第一移动座201、中间座和第二移动座18平行设置,第一移动座201与中间座之间竖向设置有四根固定杆205,第一气缸13通过其气缸杆131连接有第一移动座201,第一移动座201上且位于第一气缸13左右两侧对称设置有一组上导向杆组,上导向杆组共有两组,每组上导向杆组均包括对称设置的两根上导向杆14,上导向杆14竖向穿过基座20并固定于第一移动座201上,第二气缸16通过其气缸杆连接有第二移动座18,第二
移动座18上且位于第二气缸16左右两侧对称设置有一组下导向杆组,下导向杆组共有两组,每组下导向杆组均包括对称设置的两根下导向杆17,下导向杆17由上至下依次穿过基座20、第一移动座201、位于第一移动座201及第二移动座18之间的中间座和第二移动座18,第二移动座18下方四角且位于上压合座19内竖向对称设置有底导向杆181,底导向杆181共有四根,上压合座19上设置插头21,上压合座19内设置压合模22,压合模22上设置气管191,压合模22通过底导向杆181连接第二移动座18,压合模22中央位置设有用于真空吸附压合件10的吸附模23,第一移动座201两侧侧壁竖向对称设置滑轨202,滑轨202共有两条,基座20左右两侧对称设置有滑座204,滑座204内侧壁设置滑块203,每条滑轨202上均设有两块滑块203,通过第一气缸13驱动第一移动座201沿滑轨202方向往复运动,进而驱动上压合座19下压,并与下压合模组的下贴合座31面面相对贴合形成真空腔体,压合件10和下贴合座31上的工件11位于真空腔体内,通过第二气缸16驱动第二移动座18沿底导向杆181运动方向运动并带动压合模22同步运动,实现真空腔体内的压合件10和下贴合座31上的工件11的压合,压合件10和下贴合座31上的工件11之间涂布有压合用胶。
32.工作平台上还设置有与下贴合模组2相连的滑动轨道8和驱动气缸9,滑动轨道8沿垂直于上压合模组7运动方向设置,下贴合模组2通过底部两侧的下帖合滑块81放置于滑动轨道8上,驱动气缸9通过其驱动气缸杆91带动下贴合模组2沿下帖合滑块81滑动方向往复运动,完成工件11的运输。
33.玻璃搬运模组3上设置与上贴合座19相适配的下贴合座31,沿下贴合座31边缘设置回形凹槽,凹槽内且位于下贴合座31与上贴合座19的连接处设置回形密封条311,确保良好的密封效果,便于后期形成真空腔体。
34.作为具体的一种实施方式,回形密封条311表面设置厚度为1-2mm的耐磨层,延长回形密封条311的使用寿命。
35.搬运模组4包括对称设置于工作平台上的两块横板41和两块竖板42,横板41与竖板42垂直设置,同侧的横板41与竖板42之间相对运动,两块竖板42之间设置有用于安装第一压合件10的中间连接板43,两块横板41相对面上横向对称设置有第一滑动轨44,两块竖板42相对面上竖向对称设置有第二滑动轨45,中间连接板43两侧对称设置第二滑动轨45,中间连接板43沿第二滑动轨45滑动,竖板42带动中间连接板43沿第一滑动轨44滑动,实现压合件10的运输。
36.uv激活模组6包括uv驱动气缸61、uv驱动气缸导向杆组和驱动座63,驱动座63底部设置若干组朝向工件11布置的uv灯24,通过uv灯24对压合用胶进行照射激活,uv驱动气缸61与驱动座63之间通过气缸驱动杆连接,驱动座63上且位于uv驱动气缸61左右两侧对称设置一组uv驱动气缸导向杆组,每组uv驱动气缸导向杆组均包括两根竖向设置的uv驱动气缸导向杆62,通过uv驱动气缸61驱动驱动座63带动其上的uv灯24沿uv驱动气缸导向杆62设置方向竖向往复运动,uv激活模组6还能根据需求选择采用现有驱动方式进行所需方向的运动,esd离子风棒5设置于uv激活模组一侧且位于搬运模组4上方。
37.真空模组包括涡流真空泵、真空管道及附件等,上压合座19上设置真空接口29,真空接口29与真空腔体连接,真空接口29通过一段真空管道连接至真空接头28,真空接头28通过另一段真空管道连接至涡流真空泵,通过涡流真空泵对真空腔体抽真空-100kpa,满足真空腔体的真空要求,吸附模23具有能够形成真空条件的内部空腔或喷嘴,通过涡流真空
泵对吸附模23进行抽真空,用于吸附住第一压合件10,还可其他现有方式实现真空吸附要求。
38.作为具体的一种实施方式,为实现精准定位,框体1的工作平台上还选择性设置ccd模组,进而通过ccd模组拍摄压合件10和工件11的位置并对压合件10和工件11进行定位,具体的,ccd模组能够沿垂直于上压合模组7运动方向往复运动,包括拍摄用滑轨25、气缸26、两个ccd相机27及处理器,处理器与气缸26、ccd相机27、驱动气缸9、第一气缸13、第二气缸16相连接,每个ccd相机27的镜头各两个,竖向设置,ccd相机27设置于拍摄用滑轨25上,能够在气缸26的驱动作用下沿拍摄用滑轨25运动,ccd相机27将拍摄的图像信息传输至处理器进行分析和处理,获取压合件10和工件11的位置信息,驱动对应的模块做出响应,实现对准和压合操作。
39.本实用新型的使用方法,包括以下步骤:
40.当需要压合时,将压合件10放置于搬运模组4上,搬运模组4带动其上的压合件10移动至支架搬运模组3上方,然后下降至与支架搬运模组3上放置的工件11齐平,通过ccd模组的ccd相机27对压合件10四角及其周边的螺柱46进行拍照并上传至处理器进行分析和处理,获取压合件10的中心位置,实现定位,随后搬运模组4上升,并将第一压合件10搬运至上压合模组7下方,再次通过ccd模组的ccd相机27对压合件10四角及其周边的螺柱46进行拍照并上传至处理器进行分析和处理,获取压合件10的中心位置,实现定位,确定好压合位置,随后在涡轮真空泵作用下对上压合座19内部型腔进行抽真空,形成负压,利用吸附模23真空吸附住搬运模组4上放置的压合件10,搬运模组4复位,等待后续压合;将工件11放置于支架搬运模组3上,工件11上涂布有压合用胶,通过下贴合模组2沿垂直于上压合模组7运动方向朝向上压合模组7移动,带动支架搬运模组3同步移动至压合件10下方,此时压合件10和工件11相对设置,此过程中,ccd相机27不推出,通过ccd模组的ccd相机27对工件11进行拍照并上传至处理器进行分析和处理,获取工件11的中心位置,实现中心定位,调整支架搬运模组3的位置使压合件10和工件11的位置相匹配且中心对准,通过uv激活模组6照射并激活压合用胶,随后下压上压合模组7,通过第一气缸13驱动第一移动座201沿滑轨202方向往复运动,进而驱动上压合座19下压,进而使上压合座19与支架搬运模组3上的下贴合座31面面相对贴合形成内部中空的真空腔体,压合件10和工件11位于真空腔体内,在涡轮真空泵作用下对真空腔体进行抽真空-100kpa,待达到真空要求时通过第二气缸16驱动第二移动座18沿底导向杆181运动方向下降并带动上压合模组7上且位于上压合座19内的压合模22同步下压,进而完成压合作业,将压合件10和工件11贴合在一起。
41.需要说明的是,本实用新型的智能压合装置只是以其中一套为例进行说明,用户可根据实际需求将若干套本实用新型的智能压合装置平行布置,进而能够同时完成多组压合件10和工件11之间的压合。
42.本实用新型未具体描述的部分或结构采用现有技术或现有产品即可,在此不做赘述。
43.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1