复合板的制作方法
1.本发明涉及一种具有遮阳覆层和反射热射线的覆层的复合板以及用于制造的方法和其使用。
背景技术:
2.为了提高车厢中的热学舒适性,越来越多地在玻璃板上使用覆层。因此,de 19927683 c1公开一种复合玻璃板,所述复合玻璃板由至少两个玻璃板和热塑性中间层形式的连接所述两个玻璃板的透明复合层组成。外板具有遮阳覆层,所述遮阳覆层基本上反射太阳辐射的可见光谱之外的射线、尤其是红外线。此外,复合玻璃板在其指向内部空间的表面上配备有与遮阳层在空间上分开的透明的并且基本上反射热射线的其他覆层(所谓的低辐射层或低辐射覆层)。
3.wo2013/127563a1公开另一复合板,该另一复合板具有在玻璃板之间的遮阳覆层以及内部空间侧表面上的低辐射覆层。低辐射覆层基于铌、钽、钼或锆来构造。
4.wo2019/110172a1公开另一复合板,该另一复合板具有玻璃板之间的遮阳覆层和内部空间侧表面上的低辐射覆层。
5.尤其是,遮阳覆层非常易于腐蚀的并且通常必须被布置在复合板的内部中,尤其是布置在外板的内部空间侧表面ii上。为了防止从复合板边缘开始的腐蚀,这些遮阳覆层在边缘区域中无覆层地并且通过经由热塑性中间层层压外板和内板被严密密封。
6.从wo 2014/174308 a1中已知一种复合板,所述复合板具有覆盖印刷物(abdeckdruck)形式的变暗带。变暗带在板的圆周区域(即在环绕的外边缘区域)中延伸并且由施加到板上的不透光(不透明)陶瓷墨水制成。当复合板布置在交通工具中或布置在建筑物玻璃窗(geb
ä
udeverglasung)中时,覆盖印刷物尤其是遮蔽对如交通工具的车身之类的框架的可能粘合焊道或区段的俯视(draufsicht)。此外,覆盖印刷物遮蔽或掩盖覆层以及尤其是遮阳覆层的无覆层区段或无覆层边缘区域。
7.在此,陶瓷墨水在较高温度下(通常在450℃至700℃下,例如在使玻璃板弯曲时)在表面上被煅烧并且构成玻璃状敷层(或搪瓷)。然而,在经表面涂覆的玻璃情况下,这种将覆盖印刷物施加到玻璃板上的形式是困难的或不可能的。除了复合板中的粘附问题外,在覆盖印刷物中或在覆层中可能发生不期望的变色或缺陷。此外,在生产复合板时发生提高的耗费并且从而发生提高的成本。
8.de 10 2011 004 500 a1和us 2016/0243796 a1公开复合板,其中变暗面被压印到复合板的塑料层上。
技术实现要素:
9.本发明的任务是说明一种具有遮阳覆层、反射热射线的覆层(低辐射覆层)和不透明层的复合板,其与上述覆层或功能性兼容。本发明的另一任务是说明一种成本低的且可变地可使用的制造方法。
10.根据本发明,该任务通过根据权利要求1的复合板解决。根据本发明的复合板的其他扩展方案通过从属权利要求说明。
11.根据本发明的复合板包括层压的堆叠序列,所述堆叠序列至少由-具有外侧表面i和内部空间侧表面ii的外板,-具有外侧表面iii和内部空间侧表面iv的内板,以及-将外板的内部空间侧表面ii与内板的外侧表面iii连接的至少一个热塑性中间层,组成,其中-遮阳覆层直接施加到外板的内部空间侧表面ii上,所述遮阳覆层基本上反射或吸收太阳辐射的可见光谱之外的射线、尤其是红外线,-反射热射线的覆层(所谓的低辐射覆层)直接施加在内板的内部空间侧表面iv上,并且-热塑性中间层在至少一个区域中具有不透明层和尤其是压印到热塑性中间层(3)上的不透明层(6)。
12.复合板被设置用于在窗开口中将内部空间、尤其是交通工具或建筑物的内部空间相对于外部环境分离。复合板是层压板并且包括第一和第二玻璃板,所述第一和第二玻璃板在本发明的意义上被称为外板和内板并且经由热塑性中间层相互连接。在本发明的意义上,用内板表示在安装位置中朝向内部空间的板。用外板表示在安装位置中朝向外部环境的板。在本发明的意义上,内部空间侧表面(内侧表面或内侧或内表面)被理解为板的在安装位置中朝向内部空间的那个表面。在本发明的意义上,外侧表面(或外侧或外表面)被理解为板的在安装位置中朝向外部环境的那个表面。
13.玻璃板的表面典型地被称为如下:外板的外侧表面被称为侧i。外板的内部空间侧表面被称为侧ii。内板的外侧表面被称为侧iii。内板的内部空间侧表面被称为侧iv。
14.外板的内部空间侧表面和内板的外侧表面彼此朝向并且借助于热塑性中间层相互连接。
15.根据本发明,遮阳覆层(或简称为遮阳层)施加在外板的内部空间侧表面ii上。
16.遮阳覆层具有以下任务:滤出太阳辐射尤其是在红外范围内的分量。遮阳覆层优选地包括至少一个薄的透明金属层,所述透明金属层嵌入在至少各一个介电层之间。银作为用于金属层的优选金属已获得承认,因为所述银不仅具有相对中性的颜色效果,而且选择性地反射太阳辐射的可见范围之外的红外辐射。介电层具有以下任务:经由其折射率改善经涂覆的板的光学特性,并且保护金属功能层免于氧化。可以例如利用反应溅射方法制造的这样的遮阳层以大的规模被使用在用于建筑物的玻璃窗(verglasungen)中,但也已经被使用在机动车中。在大多数情况下,使用具有两个银功能层、但是也具有三个或四个银功能层的层系统,因为其效率、即在可见范围之外的红外辐射的反射相比于可见辐射的透射更大。
17.合适的遮阳覆层例如从wo2013/104439a1以及de 19927683c1中已知。
18.介电层优选地基于介电氧化物或氮化物、例如zno、snzno、aln、sio2、tio2或si3n4构成。
19.替代于无机的、尤其是银基覆层,遮阳覆层也可以在非金属的有机基上构造。在这种情况下,遮阳覆层优选地是具有不同或交替折射率的多个、典型地几百个有机层的堆叠。该堆叠是双折射介电干涉堆叠,其由于干涉效应而反射ir辐射。这样的有机覆层相对于金属覆层具有更高的颜色中性和更高的光透射的优点。此外,所述有机覆层不干扰电磁信号的传输。
20.在本发明的一种有利扩展方案中,遮阳覆层在外板的整个内部空间侧表面ii减去环绕的框架状无覆层区域上延伸,所述无覆层区域具有1 mm至50 cm、优选地2 mm至20 cm并且特别优选地1 cm至20cm的宽度bs。无覆层边缘区域通过与热塑性中间层粘接来严密地密封。由此有利地保护遮阳覆层免受损坏和腐蚀,所述腐蚀尤其是从复合板的边缘开始。
21.根据本发明,反射热射线的覆层施加在内板的内部空间侧表面iv和/或外侧表面iii上。这样的覆层例如从wo2013/131667a1中已知。反射热射线的覆层也可以被称为低发射率覆层、降低发射率的覆层、低辐射(low-e)覆层或低辐射层。所述覆层具有以下任务:反射热辐射、也即尤其是比太阳辐射的ir分量更长波的ir辐射。在低外部温度情况下,低辐射覆层将热量反射回内部空间中并且减少内部空间的冷却。在高外部温度情况下,低辐射覆层将加温的复合板的热致辐射向外反射,并且减少内部空间的加热。在内板的内侧上,根据本发明的覆层特别有效地在夏季减少板的热辐射向内部空间中的发送并且在冬季减少热量向外部环境中的辐射。
22.反射热射线的覆层优选地包括功能层,所述功能层包含透明导电氧化物(tco)、优选地氧化铟锡、掺杂有锑或氟的氧化锡和/或掺杂有镓和/或铝的氧化锌(zno:ga,或zno:al),其中优选氧化铟锡。但是功能层也可以包含其他导电氧化物,例如氟掺杂氧化锡(sno2:f)、锑掺杂氧化锡(sno2:sb)、铟锌混合氧化物(izo)、镓掺杂或铝掺杂氧化锌、铌掺杂氧化钛、锡酸镉和/或锡酸锌。从而在根据本发明的覆层的发射率和挠曲性方面实现特别好的结果。功能层的材料的折射率优选地为1.7至2.5。
23.氧化铟锡优选地利用由氧化铟锡制成的靶借助于磁场辅助阴极溅射被沉积。靶优选地包含75 重量%(gew.-%)到95 重量%的氧化铟和5 重量%至25 重量%的氧化锡以及由制造决定的杂质。优选地在保护气体气氛、例如氩气下沉积锡掺杂氧化铟。也可以向保护气体添加小份额的氧气,例如以便改善功能层的均匀性。
24.可替代地,靶可以优选地包含至少75重量%至95重量%的铟和5重量%至25重量%的锡。于是,氧化铟锡的沉积优选地在阴极溅射期间在添加氧气作为反应气体的情况下进行。
25.反射热射线的覆层此外典型地包括介电层,所述介电层尤其是由介电氧化物或氮化物、例如zno、snzno、aln、tio2、sio2或si3n4构成。通过在上方和下方使用附加介电层,使由反射导电氧化物制成的层增透,以便保证内侧的足够低的反射。
26.可以通过反射热射线的覆层的功能层的厚度影响根据本发明的板的发射率。功能层的厚度优选地为40 nm至200 nm、特别优选地为60 nm至150 nm并且完全特别优选地为65 nm至85 nm,例如约为75 nm。在厚度的该范围内,实现发射率的特别有利的值和反射热射线的覆层的特别有利的以下能力:经受机械变形、例如弯曲或预应力而不损坏。
27.根据本发明的复合板的内部空间侧发射率优选地小于或等于50%,特别优选地为10%至50%,完全特别优选地为20%至35%。在此,用内部空间侧发射率表示说明与例如建
筑物或交通工具的内部空间中的理想热辐射器(黑色体)相比,板在安装位置中发出多少热辐射的量度。在本发明的意义上,发射率被理解为根据准则en 12898在283k下的正常发射度。
28.此外优选地,根据本发明的复合板的特征在于,内板与施加于其上的反射热射线的覆层(低辐射层)一起具有25%至95%的光透射度。
29.热塑性中间层由一个或多个热塑性聚合物薄膜构造。热塑性薄膜优选地包含聚乙烯醇缩丁醛(pvb)、乙烯醋酸乙烯酯(eva)、聚氨酯(pu)和/或其混合物和/或其共聚物,特别优选地包含聚乙烯醇缩丁醛。薄膜优选地基于所提及的材料构造,但是可以优选地以小于50%的份额包含其他组分,例如增塑剂、着色剂、ir或uv吸收剂。
30.优选的是,至少一个热塑性中间层、尤其是至少一个pvb薄膜是着色的热塑性聚合物薄膜、尤其是着色的pvb薄膜,其具有2%至80%、优选地5%至50%并且特别优选地8%至36%的光透射度。使用着色的热塑性中间层具有以下优点:可以有利地通过选择热塑性聚合物薄膜关于整个复合玻璃板调整光透射。
31.光透射(tl)和反射(rl)的值(如对于汽车玻璃窗常见的那样)与光类型a有关,即太阳光在380 nm至780 nm的波长情况下的可见分量。基本上处于太阳辐射的不可见光谱的范围中的射线、尤其是红外线被理解为大于约800 nm的波长的射线。
32.各个聚合物薄膜、尤其是pvb薄膜优选地具有约0.025 mm(25μm)至1 mm、尤其是25μm至125μm和0.3 mm至1 mm、例如50μm、100μm、0.38 mm或0.76 mm的厚度。复合玻璃板的其他特性可以经由薄膜的厚度被影响。从而,尤其是当较厚的pvb薄膜包含声学有效芯时,例如较厚的pvb薄膜引起改善的声衰减,引起复合玻璃板的提高的侵入阻力,并且还引起提高的防紫外辐射的防护(uv防护)。
33.在根据本发明的方法的一种有利的扩展方案中并且尤其是在一种有利的实施方式中,热塑性中间层由一个或多个聚乙烯醇缩丁醛薄膜构造。聚乙烯醇缩丁醛薄膜的表面在此可以被冲压,并且可以具有任意的粗糙度(也称为粗度)。特别优选具有15μm至90μm的粗糙度rz的聚乙烯醇缩丁醛薄膜。rz在这里被定义为平均粗糙深度,即在单测量路段lr内最大轮廓峰的高度和最大轮廓谷的深度之和。
34.在根据本发明的方法的另一有利的扩展方案中并且尤其是在一种有利的实施方式中,至少承载不透明层的聚乙烯醇缩丁醛薄膜不被冲压并且具有最大为50μm(微米)、优选地最大10μm的粗糙度rz。这种光滑的薄膜表面可以特别精确地和锐边地(scharfkantig)被印刷。
35.在本发明的一种特别有利的扩展方案中,承载不透明层的聚乙烯醇缩丁醛薄膜具有0.7 mm至0.9 mm的厚度和25μm至50μm的粗糙度rz。在本发明的一种替代的特别有利的扩展方案中,承载不透明层的聚乙烯醇缩丁醛薄膜具有0.35 mm至0.55 mm的厚度和10μm至30μm的粗糙度rz。在本发明的一种特别有利的扩展方案中,承载不透明层的聚乙烯醇缩丁醛薄膜具有45μm至50μm的厚度和小于或等于10μm并且尤其是5μm至10μm的粗糙度rz。尤其是,较薄的优选聚乙烯醇缩丁醛薄膜通常由其他中间层补充,其中不同的薄膜履行不同的任务。正如已经提到的,较光滑的薄膜表面可以特别精确地并且锐边地被印刷,使得具有较小粗糙度的薄膜是特别有利的,以便被印刷有不透明层。
36.在另一有利的扩展方案中,热塑性中间层包括至少两个单薄膜,其中不透明层优
选地布置在第一单薄膜和第二单薄膜之间。在一种有利的改进方案中,第一单薄膜具有至多50μm的厚度并且第二单薄膜具有超过50μm的厚度,其中不透明层被压印到第一单薄膜上。不透明层有利地被压印在第一单薄膜的朝向第二单薄膜的表面上。由此不透明层在热塑性中间层的内部中被保护并且被密封。
37.根据本发明的中间层(无不透明层)可以具有恒定的厚度或楔形横截面和/或可以是拉伸的热塑性中间层。
38.此外,热塑性中间层可以是功能中间层,尤其是具有声学衰减特性的中间层、至少逐区段地着色的中间层和/或至少逐区段地染色的中间层。
39.不透明层至少逐区段地被压印到热塑性中间层上或热塑性中间层的薄膜之一上。这种可被压印在聚合物薄膜上的不透明层例如从wo 2019/038043 a1、wo 2002/018154 a1、us 2014212639 a1、us 9623634 b2或wo 2018/122770 a1中对于本领域技术人员是众所周知的。
40.根据本发明的不透明层对于可见光基本上是完全非透明的。不透明层优选地具有透射tl《1%并且尤其是tl《0.1%。
41.根据本发明的不透明层优选地是黑色的,但也可以具有每种其他任意颜色。
42.不透明层优选地包含彩色颜料或染料、特别优选地无机或有机彩色颜料或染料,其尤其是选自由炭黑(也称为工业炭黑或碳黑(carbon black))、氧化铁颜料和混相氧化物颜料组成的组。例如钛酸盐颜料和尖晶石颜料属于混相氧化物颜料。彩色颜料或染料有利地以水基或溶剂基成分被涂敷到热塑性中间层上并且优选地被干燥。彩色颜料或染料可以借助于喷涂方法、丝网印刷、喷墨方法或其他合适的印刷方法被施加到热塑性中间层上。压印不透明层所利用的成分尤其是不包含形成玻璃的氧化物或玻璃粉或在干燥之后和在层压之后导致玻璃状层的其他组分。
43.根据本发明的不透明层尤其不是玻璃状的并且不包含搪瓷或不是搪瓷。
44.在本发明的一种有利的扩展方案中,不透明层具有5μm(微米)至40μm、优选地5μm至20μm的厚度。这种厚的不透明层可以简单地被制造,具有足够的覆盖能力并且可以在无其他均衡层或均衡薄膜的情况下被层压入复合板中。
45.根据本发明的不透明层可以被压印到热塑性中间层的每个表面上或被压印到薄膜复合体的单薄膜的每个表面上,尤其是也被压印到多个表面上。
46.如果不透明层被压印到多个表面上,则优选地在错开的区段中被压印。这具有以下优点:具有不透明层的中间层的总厚度保持较小并且可以更容易地被层压入。
47.可替代地,也可以对多个表面的相对区段进行印刷,由此可以从两侧遮蔽布置于其之间的器件、例如电功能元件的引线或其边缘区域或功能元件本身。
48.在根据本发明的复合板的一种有利扩展方案中,不透明层覆盖至少一个环绕热塑性中间层的边缘区域,所述边缘区域具有宽度bo。边缘区域优选地具有恒定的宽度bo并且于是也被称为边缘条。
49.在一种有利的扩展方案中,不透明层的边缘区域优选地在穿过复合板的透视方向上遮盖、优选地完全遮盖遮阳覆层的边缘去覆层部。这具有特别的优点,即遮阳覆层和无覆层区域之间的过渡被掩盖并且从复合板的外侧也几乎不再能被看到。
50.环绕的边缘区域的宽度bo有利地大于或等于无遮阳覆层的边缘区域的宽度bs;bo
优选地为bs至bs+50mm并且尤其是bo=bs适用。
51.不言而喻,例如如果复合板具有用于光学传感器的至少一个传感器窗并且不透明层布置在包围传感器窗的区域中,则不透明层单独地或除了边缘区域之外也可以布置在热塑性中间层的其他区段上。可替代地,不透明层可以遮蔽引线、汇流导体或电功能元件、优选显示器、传感器装置、摄像机的边缘区域和/或具有电可控光学特性的功能元件、尤其是pdlc元件或spd元件。
52.不透明层在其边缘处可以完全或逐区段地过渡到光栅化区域中,例如过渡到点形光栅、孔光栅或棋盘状图案中,其具有有规律的图案或具有变大或变小的间距。也就是说,不透明层可以被压印成使得压印物(aufdruck)至少逐区段地也被构造为半透明的,例如构造为点形光栅、条纹光栅或方格光栅。可替代地,压印物也可以具有梯度,例如从不透明的覆盖物到半透明的覆盖物。
53.外板和内板优选地彼此无关地由玻璃或塑料构成,优选地由钠钙玻璃、含碱铝硅酸盐玻璃、聚碳酸酯或聚甲基丙烯酸甲酯构成。在一种特别优选的扩展方案中,外板和内板由玻璃制成。
54.合适的玻璃板包括以saint-gobain的商品名planiclear和planilux(分别为透明玻璃)、vg10、vg20、vg40或tsanx、tsa3+、tsa4+已知的玻璃板,其中vg系列的玻璃是灰色玻璃,而tsa系列的玻璃是绿色玻璃。
55.外板和/或内板优选彼此无关地具有0.1至4 mm、优选1至4 mm、特别优选1.6 mm至约2.1 mm的厚度。外板和/或内板可以具有恒定的厚度或者也可以构造为轻微楔形的。
56.根据本发明的复合板优选地具有1%至12%、优选地2%至10%的光透射度(根据iso 9050测量)。
57.根据本发明的复合板也可以是其他玻璃窗、例如绝缘玻璃窗、用于保护免于侵入或损坏的安全玻璃窗或防火玻璃窗的一部分。
58.本发明的另一方面涉及一种复合板,所述复合板包括层压的堆叠序列,所述堆叠序列至少由-具有外侧表面i和内部空间侧表面ii的外板,-具有外侧表面iii和内部空间侧表面iv的内板,以及-将外板的内部空间侧表面ii与内板的外侧表面iii连接的至少一个热塑性中间层组成,其中在层压之前,-遮阳覆层直接施加到外板的内部空间侧表面ii上,所述遮阳覆层基本上反射或吸收太阳辐射的可见光谱之外的射线、尤其是红外线,-反射热射线的覆层(所谓的低辐射覆层)直接施加在内板的内部空间侧表面iv上,并且-热塑性中间层在至少一个区域中具有压印的不透明层。
59.本发明的另一方面包括一种用于制造复合板的方法,其中至少在第一步骤s1中:-将遮阳覆层布置到外板的内部空间侧表面ii上,其中遮阳覆层基本上反射或吸收太阳辐射的可见光谱之外的射线、尤其是红外线,并且-在内板的内部空间侧表面iv上布置反射热射线的覆层(低辐射覆层),并且-将不透明层至少逐区段地压印到热塑性中间层上。
60.在第二步骤s2中,创建至少一个由外板、热塑性中间层和内板组成的堆叠序列。
61.在第三步骤s3中,至少将堆叠序列层压成复合板。
62.遮阳覆层和反射热射线的覆层通过开头提到的并且对于本领域技术人员已知的用于沉积薄层的方法被沉积在玻璃板上。
63.堆叠序列的层压借助于常用的层压方法进行。例如,所谓的压热器方法可以在约10巴至15巴的提高的压力和130℃至145℃的温度下在约2小时上被执行。本身已知的真空袋或真空环方法例如在大约200毫巴和80℃至110℃下工作。外板、热塑性中间层和内板也可以在压延机中在至少一个轧辊对之间被压制成复合板。这种类型的设备对于板的制造是已知的,并且通常在压制机之前具有至少一个加热隧道。在压制过程期间的温度例如为40℃至150℃。在实践中已经证明压延机和压热器方法的组合特别有用。可替代地,可以使用真空层压机。所述真空层压机由一个或多个可加热的和可抽真空的室组成,其中第一板和第二板在例如约60分钟内在0.01毫巴至800毫巴的减小的压力和80℃至170℃的温度下被层压。
64.尤其是,在层压方法或其他随后工艺步骤中的任何一个中均不将堆叠序列加温到超过170℃、优选150
°
并且特别优选地120℃。
65.在根据本发明的方法的一种有利的实施方式中,在用于制造不透明层的第一步骤中,将包含彩色颜料或染料的水基或溶剂基成分涂敷到热塑性中间层上。尤其是喷涂方法、丝网印刷方法、喷墨方法或其他合适的印刷方法适用于此。成分优选地在涂敷之后被干燥。
66.本发明的另一方面包括通过根据本发明的方法制造的根据本发明的复合板。
67.因此,本发明包括一种复合板,其可通过方法获得,其中至少在第一步骤s1中:-将遮阳覆层布置到外板的内部空间侧表面ii上,其中遮阳覆层基本上反射或吸收太阳辐射的可见光谱之外的射线、尤其是红外线,并且-在内板的内部空间侧表面iv上布置反射热射线的覆层,并且-将不透明层至少逐区段地压印到热塑性中间层上;在第二步骤s2中:创建由外板、热塑性中间层和内板组成的堆叠序列;和在第三步骤s3中:将堆叠序列层压成复合板。
68.应该再次强调的是,在根据本发明的复合板中,不透明层由与在根据现有技术的常见覆盖印刷物情况下不同的材料组成并且具有不同的微结构,所述覆盖印刷物被压印到玻璃板的表面上(例如通过丝网印刷)并且在工艺步骤中在高的温度下(例如在弯曲玻璃板时)被煅烧。这种覆盖印刷物由陶瓷墨水组成,并且包含构成玻璃的氧化物或玻璃粉,其在煅烧后在玻璃板上构成玻璃状敷层。这种玻璃状敷层与玻璃板的表面有着牢固而紧密的连接。当在使用高的力下拆卸复合板时,不能从玻璃表面拆除这种覆盖印刷物。
69.在根据本发明制造的复合板的情况下,不透明层在层压之前和/或在层压期间牢固地与热塑性中间层连接。在此,温度不足以导致与可能邻接的玻璃板的牢固连接。因此,在拆卸复合板时,不透明层连同中间层可以从玻璃板上被拆除。
70.本发明此外涉及根据本发明的复合板在水上、陆上或空中交通工具中的使用,优选作为交通工具的顶窗板,特别优选作为机动车、尤其是载客汽车的顶窗板。可替代地,根据本发明的复合板也可被使用在建筑物玻璃窗中或其他架构玻璃窗中。
71.本发明此外涉及包括根据本发明的复合玻璃板的交通工具、优选机动车。
附图说明
72.在下面根据附图和实施例更详细地阐述本发明。附图是示意图,并且不是按比例绘制的。附图不以任何方式限制本发明。
73.图1a示出通过根据本发明的复合板的扩展方案的横截面,图1b示出在层压之前通过根据本发明的复合板的示意性横截面,图2示出根据本发明的方法的示意图,图3示出通过根据本发明的另一复合板的扩展方案的横截面,和图4示出通过根据本发明的另一复合板的扩展方案的横截面。
具体实施方式
74.图1a(图1a)示出通过根据本发明的复合板100的一种扩展方案的横截面。复合板100包括外板1和内板2,所述外板和内板经由热塑性中间层3相互层压,并且由此持久地连接。
75.图1b(图1b)以通过复合板100的各个元件的横截面的形式示出分解图。同时,图1b再现用于制造复合板100的主要方法特征,如在图2下进一步陈述的那样。
76.复合板100具有约2 m2的大小并且例如被设置为载客汽车的顶窗板,其中外板1被设置用于朝向外部环境,而内板2被设置用于朝向交通工具内部空间。外板1具有外侧表面i和内部空间侧表面ii。内板2具有外侧表面iii和内部空间侧表面iv。外侧表面i和iii在安装位置中朝向外部环境,内部空间侧表面ii和iv在安装位置中朝向交通工具内部空间。外板1的内部空间侧表面ii和内板2的外侧表面iii彼此朝向。外板1和内板2例如包含钠钙玻璃并且例如分别具有2.1 mm的厚度。热塑性中间层3包含聚乙烯醇缩丁醛(pvb)或由聚乙烯醇缩丁醛(pvb)组成并且例如具有0.76 mm的厚度。不言而喻,根据本发明的复合板100也可以具有适配于各自个别情况的其他尺寸,并且尤其是可以具有针对外板1、内板2和热塑性中间层3的其他层厚度。
77.遮阳覆层4布置在外板1的内部空间侧表面ii上。遮阳覆层4例如在整个表面ii减去环绕的、框架状的无覆层区域上延伸,所述无覆层区域具有例如8 mm的宽度bs。无覆层区域通过与热塑性中间层3粘接而严密地密封。由此有利地保护遮阳覆层4免受损坏和腐蚀,所述腐蚀尤其是从复合板100的边缘开始。遮阳覆层4例如包括至少两个功能层,所述功能层至少包含银或由银组成并且具有5 nm至25 nm或8 nm至20 nm的示例性层厚度,其中每个功能层均布置在两个由氮化硅制成的具有40 nm至70 nm的厚度的介电层之间。
78.反射热射线的覆层5布置在内板2的内部空间侧表面iv上。覆层5包括具有60 nm至150 nm的厚度的功能ito层。覆层5此外包括在功能层之上和之下的尤其是由al掺杂的sio2和si3n4制成的其他介电层。
79.由于红外辐射的反射,遮阳覆层4导致对交通工具内部空间和内板2的减少的加
热。尤其是在高外部温度的情况下,反射热射线的覆层5一方面减少热辐射通过复合板到交通工具内部空间中的辐射。另一方面,在低外部温度的情况下,反射热射线的覆层5减少来自交通工具内部空间的热辐射的辐射。
80.此外,在热塑性中间层3的边缘区域中,不透明层6布置在热塑性中间层3上,并且例如整面地被压印在边缘区域中。不透明层6在这里例如是黑色的,并且例如具有12 μm的厚度。不透明层6覆盖具有例如25 mm的宽度bo的边缘区域。由此,在从内侧通过层压的复合板100的透视中,不透明层6遮蔽遮阳覆层4的无覆层边缘区域。同时,当复合板100布置在交通工具中或建筑物玻璃窗中时,不透明层6遮蔽如交通工具的车身之类的框架的可能粘合焊道或区段。通过将不透明层6布置在无遮阳覆层的边缘区域下方,在看向外板1时虽然该边缘区域是可见的,但由于通过不透明层6引起的黑色阴影几乎不能看出。
81.不言而喻,在这里未示出的其他不透明层区域可以布置在热塑性中间层3上并且由此例如可以遮蔽无覆层的传感器窗口的边界。可替代地,不透明层6可以遮蔽复合板100之内并且尤其是热塑性中间层3之内的功能元件的引线、端子或过渡。功能元件可以例如是布置在热塑性中间层3的两个单层之间的pdlc薄膜。
82.不言而喻,这种不透明层6也可以布置在热塑性中间层3的朝向内板2的表面上和/或布置在热塑性中间层3的两个单薄膜3.1、3.2之间。
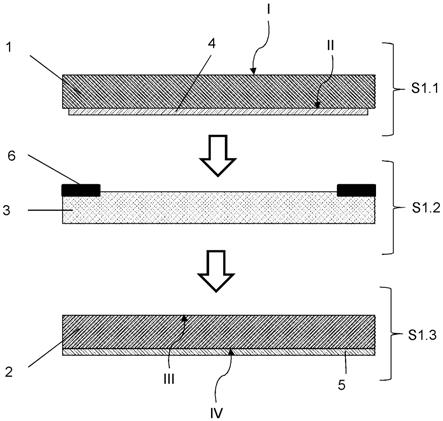
83.图2(图2)示出根据本发明的方法的一种示例性实施方式的示意图。
84.在此,在第一方法步骤s1中:-将遮阳覆层4布置到外板1的内部空间侧表面ii上,其中遮阳覆层4基本上反射或吸收太阳辐射的可见光谱之外的射线、尤其是红外线(形成在图1b中用s1.1表示的单元);-将不透明层6至少逐区段地压印到热塑性中间层3上(形成在图1b中用s1.2表示的单元);和-将反射热射线的覆层5布置在内板2的内部空间侧表面iv上(形成在图1b中用s1.3表示的单元)。
85.不言而喻,导致单元s1.1、s1.2和s1.3的子步骤可以以每种任意的顺序或同时地被实施。
86.此外,在第二方法步骤s2中,创建由(具有遮阳覆层4的)外板1、(具有所压印的不透明层6的)热塑性中间层3和(具有反射热射线的覆层5的)内板2组成的堆叠序列。在此,外板1的内侧表面ii上的遮阳覆层4与热塑性中间层3的印刷表面直接接触,并且热塑性中间层3的未印刷侧与内板2的外侧表面iii直接接触、也即与内板2的背离反射热射线的覆层5的侧直接接触。单元s1.1、s1.2和s1.3因此例如按在图1b所示的堆叠序列被接合。
87.此外,在第三方法步骤s3中,堆叠序列被层压成复合板100。
88.图3(图3)示出通过根据本发明的复合板100的一种替代扩展方案的横截面。复合板100的结构并且尤其是具有遮阳覆层4的外板1、具有反射热射线的覆层5的内板2以及具有不透明层6的热塑性中间层3基本上对应于图1a的结构,使得在下面仅探讨不同之处。
89.在所示的示例中,热塑性中间层3例如由两个由pvb制成的单薄膜3.1、3.2组成。单薄膜3.1具有例如50 μm的厚度,单薄膜3.2具有例如0.76 mm的厚度。不透明层6已被压印到单薄膜3.1的表面上。随后将单薄膜3.2布置在单薄膜3.1的印刷侧上,使得不透明层6牢固地位于热塑性中间层3的内部中。在层压之后,不透明层6牢固地嵌入到热塑性中间层3中。
90.此外,遮阳覆层4的无覆层边缘区域的宽度bs对应于由不透明层6印刷的边缘区域的宽度bo,并且例如为10 mm。由此,在遮阳覆层4和无覆层边缘区域之间的过渡特别好地被掩盖并且在视觉上不显眼。
91.不言而喻,这种不透明层6也可以布置在热塑性中间层3的朝向外板1的表面上和/或热塑性中间层3的朝向内板2的表面上。
92.图4(图4)示出通过根据本发明的复合板100的另一替代扩展方案的横截面。复合板100的结构并且尤其是具有遮阳覆层4的外板1、具有低辐射覆层5的内板2和具有不透明层6的热塑性中间层3基本上对应于图1a的结构,使得在下面仅探讨不同之处。
93.在该示例中,不透明层6已被布置到朝向内板2的外侧表面iii的侧上。此外,不透明层6由完全印刷的层区域组成,该层区域在热塑性中间层3的最外边缘开始并且向内过渡到不透明层6的不连续区域中。不透明层6例如在不连续区域中具有点形光栅。在通过复合板的100透视中,具有点形光栅的不连续区域与遮阳覆层4和无遮阳覆层的边缘区域之间的过渡叠合地布置。如发明人的研究得出的,在视觉上几乎不能看出在遮阳覆层4和无覆层边缘区域之间的过渡,由此产生非常美观的印象。
94.不言而喻,这种不透明层6也可以布置在热塑性中间层3的朝向外板1的表面上和/或布置在热塑性中间层3的两个单薄膜3.1、3.2之间。
95.根据本发明的复合板和根据本发明的方法相对于根据现有技术的直接涂敷到玻璃表面上的覆盖印刷物相比具有明显的优点,因为在那里在更高的温度下被煅烧并且覆盖印刷物构成玻璃状敷层或搪瓷。
96.如开头所描绘的,在经表面涂覆的玻璃的情况下,将覆盖印刷物施加到玻璃板上的这种形式是困难的或不可能的。除了复合板中的粘附问题外,在覆盖印刷物中或在覆层中可能发生不期望的变色或缺陷。这尤其是适用于根据现有技术的覆盖印刷物,其被施加到遮阳覆层并且尤其是银基遮阳覆层上并且被煅烧。
97.可替代地,如果反射热射线的覆层5位于内板2的内部空间侧表面iv上,则将会可能的是将根据现有技术的覆盖印刷物例如布置到内板2的外侧表面iii上并且进行煅烧。然而,这具有以下缺点,即必须在生产时对内板2的两侧进行加工,即必须以耗费的方式处理和/或旋转板。也就是说,发生提高的耗费和从而发生提高的成本。
98.在根据现有技术的覆盖印刷物的情况下得出的所有这些缺点通过根据本发明将不透明层6与(具有遮阳覆层4的)外板1和具有反射热射线的覆层5的内板2退耦而成功地被解决和避免。
99.附图标记列表:1 外板2 内板3 热塑性中间层3.1、3.2 单薄膜4 遮阳覆层5 反射热射线的覆层/低辐射覆层6 不透明层/覆盖印刷物bs 遮阳覆层4的无覆层边缘区域的宽度
bo 印刷有不透明层6的边缘区域的宽度rz 粗糙度s1.1、s1.2、s1.3 单元s1、s2、s3 方法步骤i 外板1的外侧表面(外表面)ii 外板1的内部空间侧表面(内表面)iii 内板2的外侧表面(外表面)iv 内板2的内部空间侧表面(内表面)。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1