一种PVC复合膜及其制备方法与流程
一种pvc复合膜及其制备方法
技术领域
1.本发明属于高分子复合材料领域,具体是一种具有抗寒、保暖、抗菌等功能的pvc复合膜及其制备方法。
背景技术:
2.随着人们生活水平的提高,户外活动已经成为一种新的休闲方式,同时,由于户外环境的不确定性,尤其在冬天或高海拔地区,要求户外用具具有更优良的性能。帐篷是不可或缺的户外用具,常搭设在户外,如何提高帐篷的抗寒和保温能力,越来越多的受到户外爱好者的重视。帐篷的面料主要分为三部分:外帐面料、内帐面料、底帐面料。外帐面料主要由尼龙、帆布等材料制成;内帐面料主要由透气性良好的棉布式尼龙绸制成;底帐面料主要有pe和pvc等制成。
3.pvc是一种乙烯基的聚合物,其材料是一种非结晶性材料。pvc材料具有不易燃性、高强度、耐气候变化性以及优良的几何稳定性。pvc材料对氧化剂、还原剂和强酸都有很强的抵抗力,同时防水、防潮性能优秀,适合帐篷底料的需求。但传统的pvc制成的帐篷底料,存在着不防冷,在冬天的情况下,因为保暖不足,造成pvc底料发硬、发脆,甚至是从中间产生断裂。
技术实现要素:
4.本发明的目的是针对现有技术的不足,通过对pvc膜结构的改造、配方的选择、及制备方法的改进,使pvc膜具有抗寒、保暖和抗菌等功能,可用于生产帐篷的底料。
5.实现本发明的技术方案为:
6.一种pvc复合膜,由4层组成,由外向内依次为:耐低温外层、蓄热层、抗菌层、防雾层。该pvc复合膜具有耐低温、抗氧化、保温、抗菌、防雾等功能。
7.其中耐低温外层的原料为(重量计):pvc树脂(聚合度1000~1100)100份、邻苯二甲酸酯40~50份、脂肪酸酯15~25份、磷酸酯10~15份、亚磷酸酯0.5~1份。
8.蓄热层的原料为(重量计):pvc树脂(聚合度1000~110)100份、邻苯二甲酸酯30~40份、硬脂酸盐1~3份、脂肪醇2~5份。
9.抗菌层的原料为(重量计):pvc树脂(聚合度1000~1100)100份、邻苯二甲酸酯30~40份、硬脂酸盐1~3份、抗菌剂0.1~0.5份。
10.防雾层的原料为(重量计):pvc树脂(聚合度1000~1100)100份、邻苯二甲酸酯40~50份、磷酸酯10~15份、含硅表面活性剂0.5~1、亚磷酸酯0.5~1、有机染料3~8。
11.所述的邻苯二甲酸酯是主增塑剂,为邻苯二甲酸二辛酯、邻苯二甲酸二异辛酯、邻苯二甲酸二癸酯、邻苯二甲酸二庚酯、邻苯二甲酸二异癸酯中的任意一种。
12.所述的脂肪酸酯是防寒增塑剂,为己二酸二辛酯、己二酸二异辛酯、己二酸二癸酯、己二酸二异癸酯、己二酸二庚酯中的任意一种。
13.所述的磷酸酯是阻燃增塑剂,为磷酸三苯酯、磷酸甲苯二苯酯、磷酸二苯异癸酯中
的任意一种。
14.所述的亚磷酸酯是抗氧化剂,为亚磷酸三苄酯、亚磷酸三苯酯、亚磷酸二苯异癸酯中的任意一种。
15.所述的硬脂酸盐是热稳定剂,为硬脂酸钙、硬脂酸钡、硬脂酸镁中的任意一种。
16.所述的脂肪醇为蓄热剂,为正癸醇、异癸醇、十一烷醇中的任意一种。
17.本发明还包括一种上述pvc复合膜的制备方法,包括如下步骤:
18.s1:将上述配方量的耐低温外层原料通过全自动配料系统进行自动计量后,全部加入高速混合机中,加热混合均匀,然后将物料放入冷混机中冷却后,放入贮料仓中,得到耐低温外层混合料;
19.s2:将上述配方量的蓄热层原料通过全自动配料系统进行自动计量后,全部加入高速混合机中,加热混合均匀,然后将物料放入冷混机中冷后,放入贮料仓中,得到蓄热层混合料;
20.s3:将上述配方量的抗菌层原料通过全自动配料系统进行自动计量后,全部加入高速混合机中,加热混合均匀,然后将物料放入冷混机中冷却后,放入贮料仓中,得到抗菌层混合料;
21.s4:将上述配方量的防雾层原料通过全自动配料系统进行自动计量后,全部加入高速混合机中,加热混合均匀,然后将物料放入冷混机中冷却后,放入贮料仓中,得到防雾层混合料;
22.s5:第一步挤出成型:将耐低温外层混合料、蓄热层混合料分别经真空上料机吸入到挤出机(11、12)料斗中,挤出机挤出的熔体经喂料块分流道,然后进入复合挤出机15挤出成型得初膜a;
23.s6:第二步挤出成型:将抗菌膜混合料、防雾膜混合料分别经真空上料机吸入到挤出机(13、14)料斗中,挤出机挤出的熔体经喂料块分流道,然后进入复合挤出机16挤出成型得初膜b;
24.s7:挤出成型:初膜a和初膜b按层次关系进入复合挤出机17挤出成型;
25.s8:定型:成型后的薄膜,经过冷却轮组18定型,最后经裁边、预热、加压、收卷19即得所述的pvc复合膜。
26.其中,s1、s2、s3、s4步骤中,加热混合温度为110℃~120℃,冷却后温度为40℃~45℃。
27.s5、s6步骤中挤出机11、12、13、14螺筒温度为140℃~150℃;复合挤出机15、16的合流温度为150℃~155℃。
28.s7步骤中,复合挤出机17的合流温度为125℃~135℃。
29.其中耐低温膜厚度为1~2mm,蓄热厚度为1~2mm,抗菌膜厚度为0.2~0.5mm,防雾膜厚度为0.3~0.5mm。
30.本发明通过采用4层复合膜结构,将耐低温层放置底层,可以有效防止低温从地面侵入,同时蓄热层可以吸收外部的热量,并释放给下层耐低温层,让耐低温层的使用寿命得到提高,也可进一步提升抗寒、保温效果。上层的抗菌层通过添加抗菌剂,对从底部进入的空气起到有效的灭菌作用,提高内部空气质量,最上层的防雾层,可能避免水雾的凝结,防止滑倒等危险。
31.本发明创新的采用分段挤出成型,将耐低温层和蓄热层、抗菌层和防雾层先进行一级挤压,后再进行二级挤出成型,通过合流温度的控制,在蓄热层和抗菌层之间形成微小的空隙,可以让蓄热层内的蓄热剂及蓄热层和抗菌层中的其他材料,在热冷交替的环境下,不会因体积变化而使蓄热层和抗菌层从复合膜内部破裂,延长了复合膜的使用寿命。
32.本发明的蓄热膜使用脂肪醇当蓄热剂,通过使用其适宜的熔点(0-20℃),以及较高的沸点(200℃),可以很好的吸收帐篷内的温度,并及时反馈给耐低温层,更好的抵抗冷空气的渗透,并避免了传统结晶盐做蓄热剂导致蓄热膜因盐析晶及水的作用而容易破裂、损坏,提高了使用寿命。
附图说明
33.图1:本发明的四层膜结构;
34.图2:本发明的生产操作图;
35.图3:本发明对比例3和对比例4的生产操作图;
36.其中:挤出机(11、12、13、14、21、22、23、24);复合挤出机(15、16、17、25);冷却轮组(18、26);收卷机(19、27);耐低温层104;蓄热层103;抗菌层102;防雾层101。
具体实施方式:
37.下面结合附图好具体实施例,进一步阐明本发明,应理解下述具体实施方式仅用于说明本发明而不用限制本发明的范围。
38.一种pvc复合膜,由4层组成,由外向内依次为:耐低温外层、蓄热层、抗菌层、防雾层。该pvc复合膜具有耐低温、抗氧化、保温、抗菌、防雾等功能。
39.实施例1:
40.耐低温层原料(重量份)
41.pvc树脂(聚合度1000~1100):100份;
42.邻苯二甲酸二辛酯:45份
43.己二酸二辛酯:20份
44.磷酸三苯酯:15份
45.亚磷酸三苄酯:1份
46.蓄热层原料(重量份)
47.pvc(聚合度1000~1100):100
48.邻苯二甲酸二辛酯:40份
49.硬脂酸钙:3份
50.正癸醇:2份
51.抗菌层原料(重量份)
52.pvc(聚合度1000~1100):100
53.邻苯二甲酸二辛酯:30份
54.硬脂酸钙:2份
55.抗菌剂:0.2份
56.防雾层原料(重量份)
57.pvc(聚合度1000~1100):100份
58.邻苯二甲酸二辛酯:40份
59.磷酸三苯酯:10份
60.含硅表面活性剂:0.5份
61.亚磷酸三苄酯:0.5份
62.有机染料:3份
63.具体操作步骤如下:
64.s1:将上述配方量的耐低温层原料通过全自动配料系统进行自动计量后,全部加入高速混合机中,加热至110℃~120℃,混合均匀,然后将物料放入冷混机中冷却,当物料冷却至40℃~45℃时,放入贮料仓中,得到耐低温层混合料;
65.s2:将上述配方量的蓄热层原料通过全自动配料系统进行自动计量后,全部加入高速混合机中,加热至110℃~120℃,混合均匀,然后将物料放入冷混机中冷却,当物料冷却至40℃~45℃时,放入贮料仓中,得到蓄热层混合料;
66.s3:将上述配方量的抗菌层原料通过全自动配料系统进行自动计量后,全部加入高速混合机中,加热至110℃~120℃,混合均匀,然后将物料放入冷混机中冷却,当物料冷却至40℃~45℃时,放入贮料仓中,得到抗菌层混合料;
67.s4:将上述配方量的防雾层原料通过全自动配料系统进行自动计量后,全部加入高速混合机中,加热至110℃~120℃,混合均匀,然后将物料放入冷混机中冷却,当物料冷却至40℃~45℃时,放入贮料仓中,得到防雾层混合料;
68.s5:第一步挤出成型:将耐低温层混合料、蓄热层混合料分别经真空上料机吸入到挤出机(11、12)料斗中,挤出机挤出的熔体经喂料块分流道,其中,耐低温层厚度为1~2mm,蓄热层厚度为1~2mm,然后进入复合挤出机15挤出成型得初膜a;
69.s6:第二步挤出成型:将抗菌层混合料、防雾层混合料分别经真空上料机吸入到一级挤出机(13、14)料斗中,一级挤出机挤出的熔体经喂料块分流道,其中,抗菌层厚度为0.2~0.5mm,防雾层厚度为0.3~0.5mm,然后进入复合挤出机16挤出成型得初膜b;
70.s7:挤出成型:初膜a和初膜b按层次关系进入复合挤出机17挤出成型;
71.s8:定型:成型后的薄膜,经过10℃-20℃冷却轮组18定型,最后经裁边、预热、加压、收卷19即得所述的pvc复合膜。
72.其中,挤出机11、12、13、14的螺筒温度为140℃~150℃;复合挤出机15、16的合流温度为150℃~155℃,复合挤出机17的合流温度为125℃~135℃。
73.实施例2:
74.与实施例1的区别仅在于耐低温层、蓄热层、抗菌层、防雾层的配方不同,配方具体如下:
75.耐低温层原料(重量份)
76.pvc树脂(聚合度1000~1100):100份;
77.邻苯二甲酸二异辛酯:50份
78.己二酸二异辛酯:25份
79.磷酸甲苯二苯酯:10份
80.亚磷酸三苯酯:0.5份
81.蓄热层原料(重量份)
82.pvc(聚合度1000~1100):100
83.邻苯二甲酸二异辛酯:35份
84.硬脂酸钡:1份
85.异癸醇:5份
86.抗菌层原料(重量份)
87.pvc(聚合度1000~1100):100
88.邻苯二甲酸二异辛酯:40份
89.硬脂酸钡:1份
90.抗菌剂:0.5份
91.防雾层原料(重量份)
92.pvc(聚合度1000~1100):100份
93.邻苯二甲酸二异辛酯:35份
94.磷酸甲苯二苯酯:15份
95.含硅表面活性剂:0.5份
96.亚磷酸三苯酯:1份
97.有机染料:8份
98.实施例3:
99.与实施例1的区别仅在于耐低温层、蓄热层、抗菌层、防雾层的配方不同,配方具体如下:
100.耐低温层原料(重量份)
101.pvc树脂(聚合度1000~1100):100份;
102.邻苯二甲酸二癸酯:40份
103.己二酸二异癸酯:15份
104.磷酸三苯酯:10份
105.亚磷酸三苄酯:0.5份
106.蓄热层原料(重量份)
107.pvc(聚合度1000~1100):100
108.邻苯二甲酸二癸酯:30份
109.硬脂酸镁:2份
110.十一烷醇:4份
111.抗菌层原料(重量份)
112.pvc(聚合度1000~1100):100
113.邻苯二甲酸二癸酯:35份
114.硬脂酸镁:1份
115.抗菌剂:0.1份
116.防雾层原料(重量份)
117.pvc(聚合度1000~1100):100份
118.邻苯二甲酸二癸酯:30份
119.磷酸三苯酯:10份
120.含硅表面活性剂:0.5份
121.亚磷酸三苄酯:0.5份
122.有机染料:5份
123.实施例4:
124.与实施例1的区别仅在于耐低温层、蓄热层、抗菌层、防雾层的配方不同,配方具体如下:
125.耐低温层原料(重量份)
126.pvc树脂(聚合度1000~1100):100份;
127.邻苯二甲酸二庚酯:50份
128.己二酸二庚酯:25份
129.磷酸二苯异癸酯:13份
130.亚磷酸二苯异癸酯:0.8份
131.蓄热层原料(重量份)
132.pvc(聚合度1000~1100):100
133.邻苯二甲酸二庚酯:40份
134.硬脂酸钙:1.5份
135.异癸醇:2份
136.抗菌层原料(重量份)
137.pvc(聚合度1000~1100):100
138.邻苯二甲酸二庚酯:40份
139.硬脂酸钙:3份
140.抗菌剂:0.4份
141.防雾层原料(重量份)
142.pvc(聚合度1000~1100):100份
143.邻苯二甲酸二庚酯:40份
144.磷酸二苯异癸酯:15份
145.含硅表面活性剂:1份
146.亚磷酸二苯异癸酯:1份
147.有机染料:4份
148.实施例5:
149.与实施例1的区别仅在于耐低温层、蓄热层、抗菌层、防雾层的配方不同,配方具体如下:
150.耐低温层原料(重量份)
151.pvc树脂(聚合度1000~1100):100份;
152.邻苯二甲酸二辛酯:48份
153.己二酸二庚酯:16份
154.磷酸甲苯二苯酯:10份
155.亚磷酸二苯异癸酯:0.5份
156.蓄热层原料(重量份)
157.pvc(聚合度1000~1100):100
158.邻苯二甲酸二庚酯:38份
159.硬脂酸镁:3份
160.正癸醇:3份
161.抗菌层原料(重量份)
162.pvc(聚合度1000~1100):100
163.邻苯二甲酸二庚酯:32份
164.硬脂酸钡:2.5份
165.抗菌剂:0.3份
166.防雾层原料(重量份)
167.pvc(聚合度1000~1100):100份
168.邻苯二甲酸二癸酯:38份
169.磷酸二苯异癸酯:13份
170.含硅表面活性剂:0.8份
171.亚磷酸三苄酯:0.8份
172.有机染料:5.5份
173.实施例6:
174.与实施例1的区别仅在于耐低温层、蓄热层、抗菌层、防雾层的配方不同,配方具体如下:
175.耐低温层原料(重量份)
176.pvc树脂(聚合度1000~1100):100份;
177.邻苯二甲酸二癸酯:42份
178.己二酸二异辛酯:23份
179.磷酸甲苯二苯酯:13份
180.亚磷酸三苄酯:0.5份
181.蓄热层原料(重量份)
182.pvc(聚合度1000~1100):100
183.邻苯二甲酸二异辛酯:33份
184.硬脂酸钙:2份
185.十一烷醇:3.5份
186.抗菌层原料(重量份)
187.pvc(聚合度1000~1100):100
188.邻苯二甲酸二异辛酯:30份
189.硬脂酸镁:2份
190.抗菌剂:0.1份
191.防雾层原料(重量份)
192.pvc(聚合度1000~1100):100份
193.邻苯二甲酸二异辛酯:32份
194.磷酸三苯酯:10份
195.含硅表面活性剂:0.5份
196.亚磷酸三苯酯:1份
197.有机染料:3.5份
198.实施例7:
199.与实施例1的区别仅在于耐低温层、蓄热层、抗菌层、防雾层的配方不同,配方具体如下:
200.耐低温层原料(重量份)
201.pvc树脂(聚合度1000~1100):100份;
202.邻苯二甲酸二异辛酯:40份
203.己二酸二异癸酯:20份
204.磷酸三苯酯:15份
205.亚磷酸三苯酯:1份
206.蓄热层原料(重量份)
207.pvc(聚合度1000~1100):100
208.邻苯二甲酸二癸酯:35份
209.硬脂酸钡:2.5份
210.异癸醇:4.5份
211.抗菌层原料(重量份)
212.pvc(聚合度1000~1100):100
213.邻苯二甲酸二癸酯:38份
214.硬脂酸钙:1.5份
215.抗菌剂:0.5份
216.防雾层原料(重量份)
217.pvc(聚合度1000~1100):100份
218.邻苯二甲酸二癸酯:40份
219.磷酸甲苯二苯酯:15份
220.含硅表面活性剂:0.8份
221.亚磷酸二苯异癸酯:0.5份
222.有机染料:6份
223.对比例1:
224.与实施例1的区别仅在于:只有耐低膜层、抗菌层、防雾层,且配方相同。
225.对比例2:
226.与实施例1的区别仅在于:蓄热层的配方不同,配方具体如下:
227.蓄热层原料(重量份)
228.pvc(聚合度1000~1100):100
229.邻苯二甲酸二辛酯:40份
230.硬脂酸钙:3份
231.三水醋酸钠:2份
232.对比例3:
233.与实施例1的区别仅在于:pvc复合膜的制造方法不同,具体步骤如下:
234.具体操作步骤如下:
235.s1:将上述配方量的耐低温层原料通过全自动配料系统进行自动计量后,全部加入高速混合机中,加热至110℃~120℃,混合均匀,然后将物料放入冷混机中冷却,当物料冷却至40℃~45℃时,放入贮料仓中,得到耐低温层混合料;
236.s2:将上述配方量的蓄热层原料通过全自动配料系统进行自动计量后,全部加入高速混合机中,加热至110℃~120℃,混合均匀,然后将物料放入冷混机中冷却,当物料冷却至40℃~45℃时,放入贮料仓中,得到蓄热层混合料;
237.s3:将上述配方量的抗菌层原料通过全自动配料系统进行自动计量后,全部加入高速混合机中,加热至110℃~120℃,混合均匀,然后将物料放入冷混机中冷却,当物料冷却至40℃~45℃时,放入贮料仓中,得到抗菌层混合料;
238.s4:将上述配方量的防雾层原料通过全自动配料系统进行自动计量后,全部加入高速混合机中,加热至110℃~120℃,混合均匀,然后将物料放入冷混机中冷却,当物料冷却至40℃~45℃时,放入贮料仓中,得到防雾层混合料;
239.s5:挤出成型:将耐低温层混合料、蓄热层混合料、抗菌层混合料、防雾层混合料分别经真空上料机吸入到挤出机(21、22、23、24)料斗中,挤出机挤出的熔体经喂料块分流道,其中,耐低温层厚度为1~2mm,蓄热层厚度为1~2mm,抗菌层厚度为0.2~0.5mm,防雾层厚度为0.3~0.5mm,然后进入复合挤出机25挤出成型
240.s6:定型:成型后的薄膜,经过10℃-20℃冷却轮组26定型,最后经裁边、预热、加压、收卷27即得所述的pvc复合膜。
241.对比例4:
242.与实施例1的区别仅在于:pvc复合膜的制造方法中,复合挤出机15和复合机16的合流温度为150℃~155℃,复合挤出机17的合流温度为155℃~160℃。
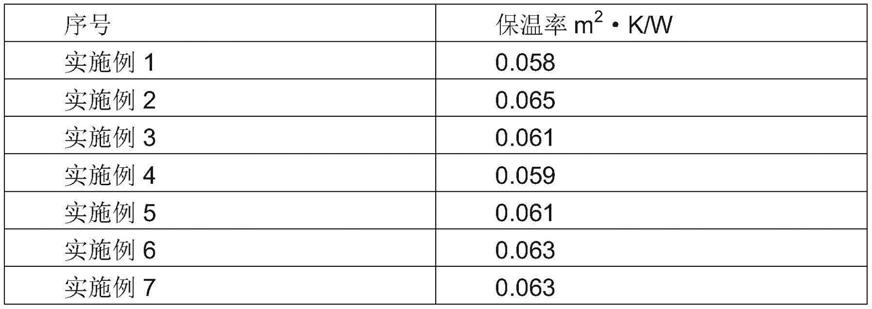
243.测试方法及结果
244.测试实施例1-7以及对比例1-4得到的pvc复合膜的保温性能,测定方法标准为
245.《gb/t11048—2008纺织品生理舒适性稳态条件下热阻和湿阻的测定》中方法b(平板法仪器),采用热阻为考核标准,具体结果数据如下:
246.[0247][0248]
测试实施例1-7以及对比例1-4得到的pvc复合膜的耐低温性能,测定方法为将材料在-30℃左右的低温环境和30℃的常温环境下来回切换(4小时切换一次),检测样品发生破碎的时间,具体结果数据如下:
[0249]
序号破碎时间d实施例120实施例219实施例320实施例419.5实施例519.5实施例620.5实施例720对比例116对比例216.5对比例312对比例410
[0250]
由上述实验数据可知,当采用了脂肪醇作蓄热剂时,pvc复合膜的保温效率最好;当采用将耐低温膜和蓄热膜、抗菌膜和防雾膜先进行一级挤压,后再进行二级挤出成型,控制合流温度的,可以有效延长pvc复合膜的使用寿命,防止其从内部破裂。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1