一种制备回收碳纤维SMC材料的系统及方法与流程
一种制备回收碳纤维smc材料的系统及方法
技术领域
1.本发明涉及将回收碳纤维应用于复合材料中间体制备技术领域,尤其涉及一种制备回收碳纤维smc材料的系统及方法。
背景技术:
2.目前,很多行业对部件的要求不仅质轻,而且还要具有高强度和高刚度,以及良好的表面质量,结构复杂的部件同样需求材料具有良好的流动性和成型性等特性,smc材料流动性和成型性好,表面质量佳,可以一次成型复杂构件,非常适合制备复杂结构件。
3.碳纤维高强高模、轻质、耐腐蚀性高,价格昂贵,在smc材料中使用广泛。碳纤维价格极其昂贵,因此碳纤维smc材料的成本也随之很高,且传统工艺采用连续长纤维切断的方式去制备smc材料,造成生产成本和纤维性能的浪费。由边角料或碳纤维制品再回收得到的回收碳纤维性能只有轻微的衰减(可保留90-95%),且回收碳纤维成本低(比工艺级碳纤维低20-40%),耗能少、环保,有着很可观的市场价值。目前碳纤维回收工艺主要为机械法、化学法、热回收,由于回收技术的限制,回收碳纤维很难保持长丝状态,多为短纤维(纤维长度范围在6-80mm),因此回收碳纤维及其适用于增强体要求为短切纤维的smc材料。目前,国外的回收碳纤维已经达到工业规模,其下游相对的回收碳纤维的再利用也随之快速发展起来,但国内的回收碳纤维产业仍是一项重大的挑战,暂未实现碳纤维回收与再利用的工业化。
4.现有技术中,制备smc材料,存在的技术缺陷和不足,具体表现在:1.smc材料因自身的增强体是短切纤维,纤维之间力的传递效应差,因此smc材料不能用于制造承力件,只能用作一般的外观件;2.smc材料在生产过程中,碳纤维不易打散,纤维含量分布均匀性很难控制,会造成成型件力学性能离散值较大;3.碳纤维价格极其昂贵,因此碳纤smc材料的材料成本也随之很高,且传统smc工艺采用连续长纤维切断的方式去制作smc材料,造成生产成本和纤维性能的浪费;4.回收碳纤维的再利用的其中一种方式是制备成毡,但国内的回收碳纤维毡技术仍处于探索阶段,且将回收碳纤维制备成smc材料,不同的部件对碳纤维之间的勾连效果要求不一,所以回收碳纤维针刺毡制备的smc材料不能完全满足市场需求;5.smc材料的生产工艺复杂,包含配料、手工上料等各个过程,自动化程度低,人力资源耗费大,生产效率不高;6.回收短纤维长短不一,成团,很难控制纤维面密度分布均匀性。
技术实现要素:
5.为了克服现有技术中的不足,本发明提供一种制备回收碳纤维smc材料的系统,具体技术方案如下:一种制备回收碳纤维smc材料的系统,包括糊料自动配料和上料装置、纤维自动喂
入及开松装置、打散装置、梳理机、针刺机、承载膜输送机构、合膜装置、浸渍装置、片重检测装置、收卷装置;所述糊料自动配料和上料装置分别与承载膜输出机构输出的上承载膜、下承载膜连接;所述自动喂入及开松装置输出端设置两个输送帘分别连接打散装置和梳理机,使得自动喂入及开松装置中输出的纤维可以根据设置选择输送到打散装置或者梳理机;所述打散装置的输出端连接下承载膜;所述梳理机的输出端通过导辊连接下承载膜;所述针刺机设置在梳理机和导辊之间,由独立控制系统控制;所述片重检测装置设置有三个,一个设置在位于打散机构输出端后方的下承载膜上,一个位于导辊与合膜装置之间的下承载膜上,剩下一个设置在浸渍装置与收卷装置之间。
6.所述糊料自动配料和上料装置包括控制器a、电加热系统,储料装置、流量计、电动泵、搅拌器、废料罐、smc树脂槽;所述电加热系统连接储料装置,可以对储料装置中各类树脂、助剂等进行控制加热;所述储料装置中的树脂、助剂等流体通过电动泵a输送到搅拌器中,为监控流体流量,储料装置输出口上设置有流量计;所述搅拌器通过电动泵a控制,将储料装置输入的各种树脂、助剂等进行均匀混合;所述smc树脂槽(即下胶槽和上胶槽)、废料槽通过电动泵b与搅拌器连接;所述搅拌器还设置有重力传感器,控制流入搅拌器的流体流量;所述控制器a与电加热系统、电动泵a、电动泵b、重力传感器、流量计连接。
7.所述自动喂入及开松装置包括伺服电机a、储棉箱、抓棉机、梳棉风机、输棉管道a、开松机、梳棉管道b组成;所述抓棉机与储棉箱连接;所述梳棉风机受伺服电机a控制梳棉管道a输送的纤维量;所述梳棉管道a连接抓棉机与开松机,所述开松机的输出端通过梳棉管道b分别连接输送帘a和输送帘b。抓棉机从储棉箱中自动抓取纤维,通过梳棉风机,纤维从梳棉管道a进入开松机,经开松机开松的纤维根据需要选择输送帘,输送到打散装置或者梳理机。对于纤维长度在6-30mm的回收碳纤维,由于纤维长度总体较短,纤维之间不存在勾连或者勾连较少,因此经过开松除杂后的短纤维,纤维分离度较好,不需要进一步梳理,可直接进入打散装置。对于纤维长度30mm以上的回收碳纤维,由于纤维长度较长,勾连缠绕严重,经过开松除杂后,纤维仍然成团成簇,不能很好的分离,因此需要进一步梳理。
8.所述打散装置包括输送帘a、导辊、喂入机构a、打散机构、伺服电机b、控制器b组成;所述输送帘a和喂入机构a之间设置导辊;所述喂棉机构a为喂入罗拉,且受伺服电机b控制转速;所述打散机构由打散辊组成,设置在喂入机构a之后,可以沿承载膜幅宽方向来回摆动,其输出端连接涂覆有树脂层的下承载膜;所述控制器b分别与片重检测装置a、片重检测装置c、伺服电机a、伺服电机b、伺服电机d、伺服电机e连接。经过前道工序开松的纤维通过输送帘a和导辊进入喂入机构a,通过伺服电机b可控制喂入的纤维量;经过喂入机构a的纤维通过打散装置,自由散落在涂覆有树脂层的下承载膜上,并输送至合模装置处与涂覆有树脂层的上承载膜合膜;所述片重检测装置a和片重检测装置c可实时监控反馈纤维层的片重至控制器b,控制器b一方面调整梳棉风机a风速和喂入机构a的喂入速度,一方面调整胶槽出胶口与承载膜的间隙值来调整承载膜上树脂层涂覆量,从而实现实时调控纤维层的片重。
9.所述梳理机包括伺服电机c和依次设置的输送帘b、喂入罗拉、第一胸锡林、第二胸锡林、大锡林、道夫、斩刀、控制器c组成,所述喂入罗拉受伺服电机c控制转速,所述第一胸锡林、第二胸锡林、大锡林均设置有剥毛辊和工作辊配合锡林对纤维的梳理,所述第一胸锡林和第二胸锡林之间、第二胸锡林和分梳辊之间、分梳辊和大锡林之间设置转移辊,道夫和
斩刀将梳理好的纤维网通过导辊输送到涂覆有树脂层的下承载膜,所述控制器c分别与片重检测装置b、片重检测装置c、伺服电机a、伺服电机c、伺服电机d、伺服电机e连接。所述输送帘b将开松除杂后的纤维输送至梳理机,经过锡林三次梳理使得纤维分解为单根纤维,纤维可更加伸直平行,形成梳理网输送到涂覆有树脂层的下承载膜,由下承载膜输送至合膜装置处与上承载膜合膜;片重检测装置b和片重检测装置c实时将纤维层片重信息反馈到控制器c,控制器c再根据情况一方面调整输棉风机和梳理机的喂入罗拉转速,一方面调整胶槽出胶口与承载膜的间隙来改变树脂层的涂覆重量,从而实现smc材料片重的监控和调整。
10.所述针刺机设置在梳理机之后,有独立的控制系统,根据针刺需求,对从梳理机出来的梳理网进行针刺,随后通过导辊铺放到涂覆有树脂层的下承载膜上,并由下承载膜向后输送,与上承载膜在压辊作用下合膜。
11.所述合膜装置包括压辊,将上承载膜、纤维层、下承载膜复合,形成复合材料进入浸渍区,使得树脂充分浸入纤维之间,制备得到设定纤维含量和片重的smc材料。
12.根据smc材料的生产工艺特性和回收碳纤维的长度类别、纤维勾连程度,对回收碳纤维在smc材料中的存在形式进行设计,通过上述系统,可适应生产三种不同形式的回收碳纤维增强体类型的smc材料:自由散落纤维层(碳纤维长度在6-30mm)、梳理网(碳纤维长度在30-60mm)、针刺毡(碳纤维长度在50-80mm)。
13.使用上述制备系统,制备不同形式回收碳纤维smc材料的方法如下:实施方案一,制备6-30mm回收碳纤维smc材料,包括以下步骤:步骤一、根据制备的回收碳纤维smc材料片重及纤维含量,设置参数;步骤二、将6-30mm的回收碳纤维原料投放入储棉箱中,对回收碳纤维进行开松除杂;步骤三、步骤二中经过开松的的回收碳纤维通过输送帘a进入打散装置,回收碳纤维在打散辊作用下更进一步的开松、分散,自由散落在涂覆有树脂层的下承载膜上,形成均匀的纤维层;步骤四、涂覆有树脂层的下承载膜承载着碳纤维自由散落层和涂覆有树脂层的上承载膜在合膜装置处合膜,形成碳纤维复合层;步骤五、浸渍;步骤六、收卷,得到smc材料。
14.在制备该形式的回收碳纤维smc材料时,由于纤维长度在6-30mm,纤维长度较短,纤维之间没有勾连或者勾连很少,因此纤维团通过开松后,在有效除去杂质的同时,纤维变得蓬松,纤维与纤维之间,分离较好,再进入打散装置,经过打散辊进一步分散,短纤维即可自由散落在涂覆有下树脂层的下承载膜上,形成均匀的纤维网,被下承载膜输送到后续步骤。整个制备过程中,片重检测装置c和片重检测装置a实时反馈片重信息至控制器b,控制器b一方面通过控制伺服电机a和伺服电机b来控制输棉风机和喂棉机构a的速度,来控制纤维输送量,一方面控制承载膜上树脂层的涂覆量,从而综合调控smc材料片重。
15.采用该方法制备6-30mm回收碳纤维smc材料,纤维之间没有勾连或者勾连很少,更多的是纤维相互搭接,因此,制备成的smc材料流动性很好,适宜制备力学性能要求不高,但造型复杂的外观件或者次结构件。
16.实施方案二,制备30-60mm回收碳纤维smc材料,制备步骤如下:
步骤一、根据制备的回收碳纤维smc材料片重及纤维含量,设置参数;步骤二、将30-60mm的回收碳纤维原料投放入储棉箱中,设置自动喂入和开松参数,对回收碳纤维进行开松;步骤三、步骤二中经过开松的回收碳纤维通过输送帘b进入梳理机,对前道工序开松的碳纤维进行三次梳理,回收碳纤维分解为伸直平行的单根纤维,形成梳理网输送至下涂覆有树脂层的下承载膜上;步骤四、涂覆有树脂层的下承载膜承载着碳纤维梳理网和涂覆有树脂层的上承载膜在合膜装置处合膜,形成碳纤维复合层;步骤五、对步骤四形成的碳纤维复合层进行浸渍;步骤六、收卷,制得smc材料。
17.在制备30-60mm的回收碳纤维smc材料中,由于回收碳纤维的纤维长度较6-30mm的回收碳纤维要长,纤维间相互勾连较多,成团现象凸显,因此步骤二的开松,只能一定程度上松解纤维团,去除杂质,纤维间分离度和平行顺直度还有待提高。因此,开松后的纤维需要进一步梳理,通过梳理机三次梳理,再次去除了短纤、纤维结等杂质,更提高了纤维在x方向的混杂度和均匀度。采用该smc材料制件时,只需要将每一层的smc材料交错放置,即可使得smc模压件在x和y方向具备很高的混杂度和均匀度。
18.采用该方法制备的30-60mm回收碳纤维smc材料,由于增强体纤维长度更长,纤维之间存在相互勾连,纤维之间混杂度更高,使得制件力学性能更高,适合做结构件。
19.实施方案三,制备50-80mm的回收碳纤维smc材料,制备步骤如下:步骤一、根据制备的回收碳纤维smc材料片重及纤维含量,设置参数;步骤二、将50-80mm的回收碳纤维原料投放入储棉箱中,对回收碳纤维进行开松;步骤三、步骤二中经过开松的回收碳纤维通过输送帘b进入梳理机,对前道工序开松的碳纤维进行三次梳理,将回收碳纤维分解为伸直平行的单根纤维,形成梳理网;步骤四、将步骤三中梳理形成的纤维梳理网进行针刺制成回收碳纤维针刺毡,针刺毡通过导辊输送到涂覆有树脂层的下承载膜上;步骤五、涂覆有树脂层的下承载膜承载着碳纤维针刺毡和涂覆有树脂层的上承载膜在合膜装置处合膜,形成碳纤维复合层;步骤六、对步骤五得到的碳纤维复合层进行浸渍;步骤七、收卷,得到smc材料。
20.在制备50-80mm的回收碳纤维smc材料,由于回收碳纤维原料长度在50-80mm,纤维之间勾连成团更为严重,因此需要开松后进一步梳理,改善纤维的分离度、平行顺直度,使得纤维在x和y方向上混杂度和均匀度更好,形成均匀的梳理网。而进一步对梳理网进行针刺,是为了使梳理网内纤维相互缠绕,并形成固结点,使得纤维毡z方向有纤维分布,增强z向的力学性能,同时x和y方向上力学性能也有了很大程度的提升。采用该规格的回收碳纤维和该制备方法得到的smc材料,其力学性能相比普通碳纤维smc材料更优异,且成本更低。
21.有益效果:本发明的回收碳纤维生产系统,可提供三种不同的生产路线,以适应不同规格的回收碳纤维制备成不同流动性和力学性能smc材料,促进了回收碳纤维的回收再利用行业的发展。该生产系统自动化程度高,可实现配料和上料的自动化,节约人力成本;在系统的不同节点设置片重检测装置,实现实时监控和调整smc材料的片重,提高产品质
量。
附图说明
22.附图1为制备回收碳纤维smc材料的系统的结构示意图;附图2为自动配料上料设备示意图;附图3为控制器a控制示意图;附图4为纤维自动喂入及开松装置;附图5为打散装置示意图;附图6为梳理机示意图;附图7为控制器b和控制器c调控smc片重示意图;附图8为回收碳纤维smc材料制备流程图。
具体实施方式
23.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。
24.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
25.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
26.如附图1所示,一种制备回收碳纤维smc材料的系统,包括糊料自动配料和上料装置、自动喂入及开松装置、打散装置、梳理机、针刺机、导辊、上承载膜辊、下承载膜辊、合膜装置、浸渍装置、片重检测装置、收卷装置;所述自动喂入及开松装置输出端设置两个输送帘分别连接打散装置和梳理机,使得自动喂入及开松装置中输出的纤维可以根据设置选择输送到打散装置或者梳理机;所述打散装置的输出端连接下承载膜辊输出的下承载膜;所述梳理机的输出端通过导辊c连接下承载膜辊输出的下承载膜;所述针刺机设置在梳理机和导辊之间,由独立控制系统控制,所述片重检测装置设置有3个,一个设置在打散装置输出端后方的下承载膜上,另一个设置在导辊与合膜装置之间的上承载膜上,剩下一个设置在浸渍装置与收卷装置之间。
27.如附图2-3所示,所述糊料自动配料和上料装置,包括控制器a、电加热系统、储料装置、流量计、电动泵a、电动泵b、搅拌器、废料罐、smc树脂槽、重力传感器;所述电加热系统连接储料装置,可以对储料装置中各类树脂、助剂等进行控制加热;所述储料装置设置3个,分别存储树脂、助剂、清洁剂;所述电动泵a与储料装置连接,可控制输送储料装置中的树脂、助剂等流体输送到搅拌器中;在搅拌器中,各种树脂、助剂等进行均匀混合;所述电动泵b连接搅拌器与smc树脂槽和废料槽,将搅拌器中树脂运输到smc树脂槽(即附图1中的下胶
槽和上胶槽),或将废液输送至废料槽;流量计设置在储料装置输出端,用于监控流体的流量;所述重力传感器与搅拌器连接,用于监控搅拌器中流体的重量,并将信息传递给控制器a;所述控制器a与电加热系统、电动泵a、电动泵b、重力传感器、流量计连接。
28.如附图4和7所示,所述纤维自动喂入及开松装置包括伺服电机a、储棉箱、抓棉机、梳棉风机、梳棉管道a、开松机、梳棉管道b组成,所述开松机由喂入罗拉、剥毛辊、工作辊、大锡林、道夫等组成。所述输棉风机受伺服电机a的控制输棉管道的纤维输送量。所述抓棉机从储棉箱中自动抓取纤维,梳棉风机将纤维团通过梳棉管道a输送到开松机,开松机对纤维团进行开松梳理,开松后的纤维可根据设置,选择输送至输送帘a或者输送帘b。
29.如附图5和7所示,所述打散装置包括输送帘a、导辊、喂入机构a、打散机构、伺服电机b、控制器b组成,经过前道工序开松的回收碳纤维经由输送帘a和导辊进入喂入机构a,再通过打散机构,自由散落在涂覆有树脂层的下承载膜上。所述打散机构由打散辊组成,且可以沿下承载膜幅宽方向来回摆动,使得下落的回收碳纤维在下承载膜上形成均匀的短纤维层。所述设置在打散机构后下承载膜上的片重检测装置a,可实时监控碳纤维层的片重信息,并将信息反馈到控制器b,控制器b通过调整纤维自动喂入及开松装置的输棉风机风速以及打散装置的喂入机构a的速度,实时调控纤维层片重。
30.如附图6和7所示,所述梳理机包括伺服电机c、输送帘b、梳理机构,所述梳理机包括喂入罗拉、第一胸锡林、第二胸锡林、大锡林、道夫、转移辊、分梳辊组成,依次对碳纤维进行梳理,该工序可将碳纤维梳理分解成单根纤维,纤维更加伸直平行,梳理后的纤维网输送至涂覆有树脂层的下承载膜上;所述设置于导辊与合膜装置之间的片重检测装置,可实时监控梳理网的的片重信息,并反馈到控制器c,控制器c通过调整自动喂入及开松装置的输棉风机风速和梳理机的喂入罗拉转速,实时调控梳理网片重。
31.如附图8所示,利用上述系统制备回收碳纤维smc材料,可根据smc材料的生产工艺特性和回收碳纤维的长度类别、纤维勾连程度,对回收碳纤维在smc材料中的存在形式进行设计,选择上述系统合适的生产形式去生产对应的回收碳纤维增强体类型的smc材料:自由散落纤维层(碳纤维长度在6-30mm)、梳理网(碳纤维长度在30-60mm)、针刺毡(碳纤维长度在50-80mm)使用上述制备系统实施例1采用6-30mm回收碳纤维自由散落纤维层制备smc材料,包括如下步骤:步骤一、根据制备的回收碳纤维smc材料片重及纤维含量,设置参数;步骤二、将6-30mm的回收碳纤维原料投放入储棉箱中,通过开松机对回收碳纤维进行开松;步骤三、步骤二中经过开松的的回收碳纤维通过输送帘a进入打散装置,对回收碳纤维进行更进一步的分散作用,使碳纤维均匀的散落在涂覆有树脂层的下承载膜上;步骤四、承载着纤维层的上承载膜和下承载膜合膜;步骤五、浸渍;步骤六、收卷。
32.该实施例中,制备的回收碳纤维smc材料,由回收碳纤维、糊料组成,其中回收碳纤维的纤维长度在6-30mm。纤维之间仅为搭接,无相互勾连,流动性优异,适于制作造型复杂的外观件或次结构件。
33.实施例2采用30-60mm回收碳纤维梳理网制备smc材料,制备步骤如下:步骤一、根据制备的回收碳纤维smc材料片重及纤维含量,设置参数;步骤二、将30-60mm的回收碳纤维原料投放入储棉箱中,通过开松机对回收碳纤维进行开松除杂;步骤三、步骤二中经过开松的回收碳纤维通过输送帘b进入梳理机,对前道工序开松的碳纤维进行三次梳理,回收碳纤维被梳理分解为伸直平行的单根纤维,获得的纤维梳理网输送至下涂覆有树脂层的下承载膜上;步骤四、铺层有纤维网的下承载膜和上承载膜合膜;步骤五、浸渍;步骤六、收卷。
34.该实施例中,制备的回收碳纤维smc材料,由回收碳纤维、糊料组成,其中回收碳纤维的纤维长度30-60mm。纤维长度更长,纤维在x和y方向上混杂度和均匀度更高,力学性能更高,可适用于制造结构件。
35.实施例3采用50-80mm的回收碳纤维针刺毡制备smc材料,制备步骤如下:步骤一、根据制备的回收碳纤维smc材料片重及纤维含量,设置参数;步骤二、将50-80mm的回收碳纤维原料投放入储棉箱中,通过开松机对回收碳纤维进行开松除杂;步骤三、步骤二中经过开松的回收碳纤维通过输送帘b进入梳理机,对前道工序开松的碳纤维进行三次梳理,将纤维梳理为伸直平行的单根纤维,制得纤维梳理网;步骤四、将步骤三种梳理形成的纤维梳理网进行针刺制成回收碳纤维针刺毡,针刺毡通过导辊输送到涂覆有树脂层的下承载膜上;步骤五、承载针刺毡的下承载膜和上承载膜在合膜装置处合膜,制得碳纤维复合层;步骤六、对碳纤维复合层进行浸渍;步骤七、收卷,获得回收碳纤维smc材料。
36.该实施例中,制备的回收碳纤维smc材料,由回收碳纤维、糊料组成,其中回收碳纤维的纤维长度为50-80mm,碳纤维在x、y、z方向上勾连缠绕,力学性能优异,适于制造对力学性能要求更高的结构件。
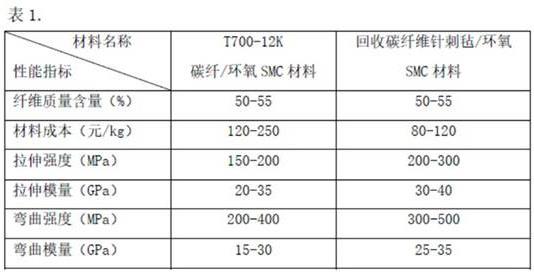
37.对本实施例中对回收碳纤维针刺毡制备的smc材料于普通短切纤维制备smc材料的性能进行对比,见表1。
38.对比表1可知,采用回收碳纤维针刺毡制备的smc材料,力学性能优于普通短切碳纤维smc材料。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1